图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2025-09-29
1.中间辊窜辊的设备及功能
轧机的窜辊指的是六辊轧机的中间辊轴向横移。窜辊的目的是根据不同板宽来调节中间辊的位置,以得到适合的辊缝。
窜辊机构主要由窜辊液压缸和窜辊块组成。不同的轧机设计所用的窜辊机构是不一样的,现在有些轧机采用的是窜辊液压缸和窜辊块一体的设计,虽然制造复杂但功能简单,其先通过定位装置将窜辊块与中间辊轴承座锁死,然后利用窜辊液压缸活塞杆的伸出与缩回带动中间辊的窜动。轧辊可以单独窜动或同步窜动,它可以在轧制的时候进行窜动,其窜动速度根据轧制速度和轧制力确定。窜辊的位移由齿轮齿条机构带动位移传感器检测。
中间辊的窜辊功能如图10-16所示。利用辊子两端的液压缸可驱动辊子做横向位移。当板带由窄变宽或者由宽变窄时,上、下中间辊的窜辊方向是不同的,而工作侧和传动侧两端的液压缸活塞杆的伸缩动作也是相反的。
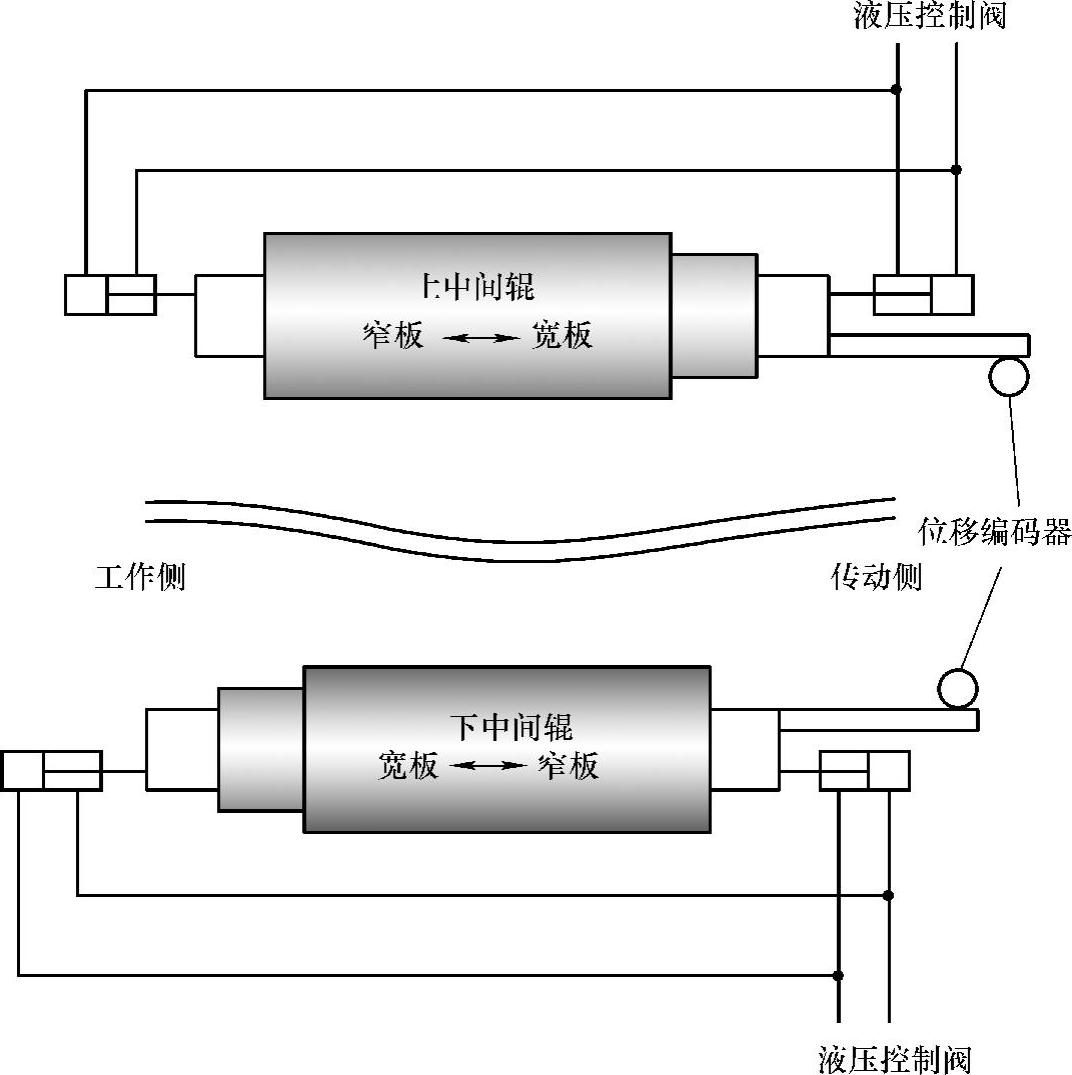
图10-16 中间辊窜辊功能示意图
2.中间辊窜辊的液压回路分析(https://www.chuimin.cn)
中间辊窜辊是由窜辊液压缸驱动的,其液压原理如图10-17所示。该液压回路由两个并联的回路组成,它们分别是一套小流量的回路和一套大流量的回路。小流量回路的换向机构为6通径的电磁换向阀1,中位机能为Y型,调速机构为调速阀2、3,而大流量回路使用的是22通径的电液换向阀6和16通径的调速阀7、8,电液换向阀的中位机能为O型(这里使用O型的换向阀并不是为了起到保压作用,而是在低速状态时小流量回路能正常向大流量回路供油)。小流量回路和大流量回路并联,构成了一套高低速切换的液压回路。该液压回路中的调速机构使用调速阀的目的是为了防止负载对窜辊速度造成影响,因为在轧制时轧制力和轧制速度是变化的,此时的负载也是变化的,故这里使用调速阀可克服负载的影响。在大流量的回路上使用了两个液控单向阀9、10,它们分别对传动侧液压缸的有杆腔和无杆腔保压,可防止误动作和正常轧制时轧辊位置的漂移。液控单向阀接到小流量的回路上,由电磁换向阀的动作控制相应的液控单向阀的动作。由于四个窜辊液压缸的缸体都固定在辊子上,所以只要对一侧的液压缸锁紧即可。由于使用了液压锁,所以在大流量回路上使用了两个溢流阀4、5,这两个溢流阀主要起安全阀的作用,设定压力高于正常的系统压力,主要是为了防止在轧制时轧辊受到异常负载而造成液压缸腔内压力异常升高。
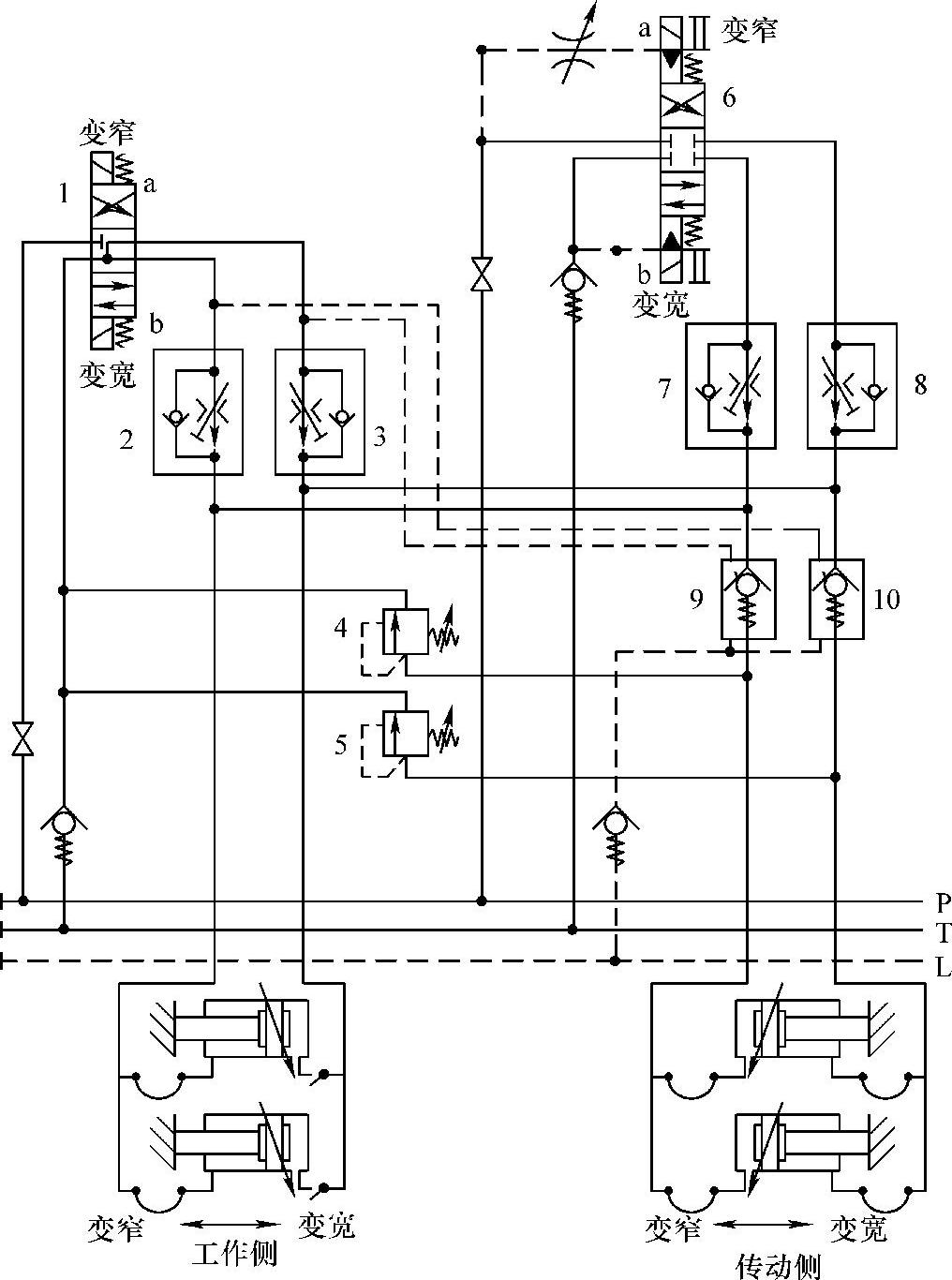
图10-17 中间辊窜辊液压原理图
1—电磁换向阀 2、3、7、8—调速阀 4、5—溢流阀 6—电液换向阀 9、10—液控单向阀
窜辊的控制过程如下,当轧制板带由窄变宽时,中间辊开始向变宽的方向移动,此时轧辊的速度为高速,电磁换向阀1的b线圈得电,液控单向阀9打开,同时电液换向阀6的b线圈得电,两个回路同时供油,此时为高速状态。当窜辊快接近设定值时,电液换向阀6失电,整个回路仅有小流量回路供油,液压锁依然保持原状态,此时为低速状态。当轧制板带由宽变窄时,控制过程相同。
此类用两组通径不同的阀组成高低速切换液压回路在实际应用中效果很好,甚至可以代替比例换向阀。
相关文章

图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2025-09-29

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2025-09-29
图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2025-09-29

图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2025-09-29
为控制活塞因自重快速下降,在回油路上串入单向节流阀3。假如没有单向节流阀3,活塞由于自重而加速下降,液压缸上腔供油不足,进油路上压力消失,外控平衡阀因控制油路失压而关闭,阀关闭后控制油路又重新建立压力,阀再次打开。图6-15所示为使用专用平衡阀形成的平衡回路。图6-13 使用蓄能器保压回路1—变量泵 2—换向阀 3—液控单向阀 4—单向节流阀 5—重锤式蓄能器......
2025-09-29

1)保压回路的作用是:使执行机构工作腔的压力保持在某一恒定值附近。2)保压回路的关键元件有:液控单向阀、蓄能器、辅助泵、压力补偿变量泵等。图6-11所示为液控单向阀的保压回路。图6-12所示为辅助液压泵保压回路。用重锤式蓄能器5代替辅助液压泵在保压过程中向液压缸无杆腔供油。保压时,重锤式蓄能器5充入高压油,重锤上升,触及限位开关S时,使电液换向阀2的电磁铁1Y断电,主液压泵卸荷,以后由蓄能器保持系统压力。......
2025-09-29

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29
图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2025-09-29
相关推荐