图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15
1.传动带助卷器的结构及功能
传动带助卷器设置在卷取机1号芯轴工作位下方,作用是帮助带头卷入卷筒,帮助建立卷取张力。带头在1号芯轴卷取位开始卷取时,助卷器转臂转动,抱紧涨开的卷筒,带头引入建立卷取张力后,转臂打开,卷取机下降到待机位置。助卷器的升降由升降液压缸驱动,转臂的打开与抱紧由两个摆臂液压缸控制,为了保证传动带张紧,设置了张紧液压缸。另外,为了便于维修,助卷器可以由液压缸横移到线外。
皮带助卷器由无头传动带、张紧液压缸、摆臂液压缸、升降液压缸、横移液压缸、传动辊、框架和摆臂等组成,如图10-12所示。
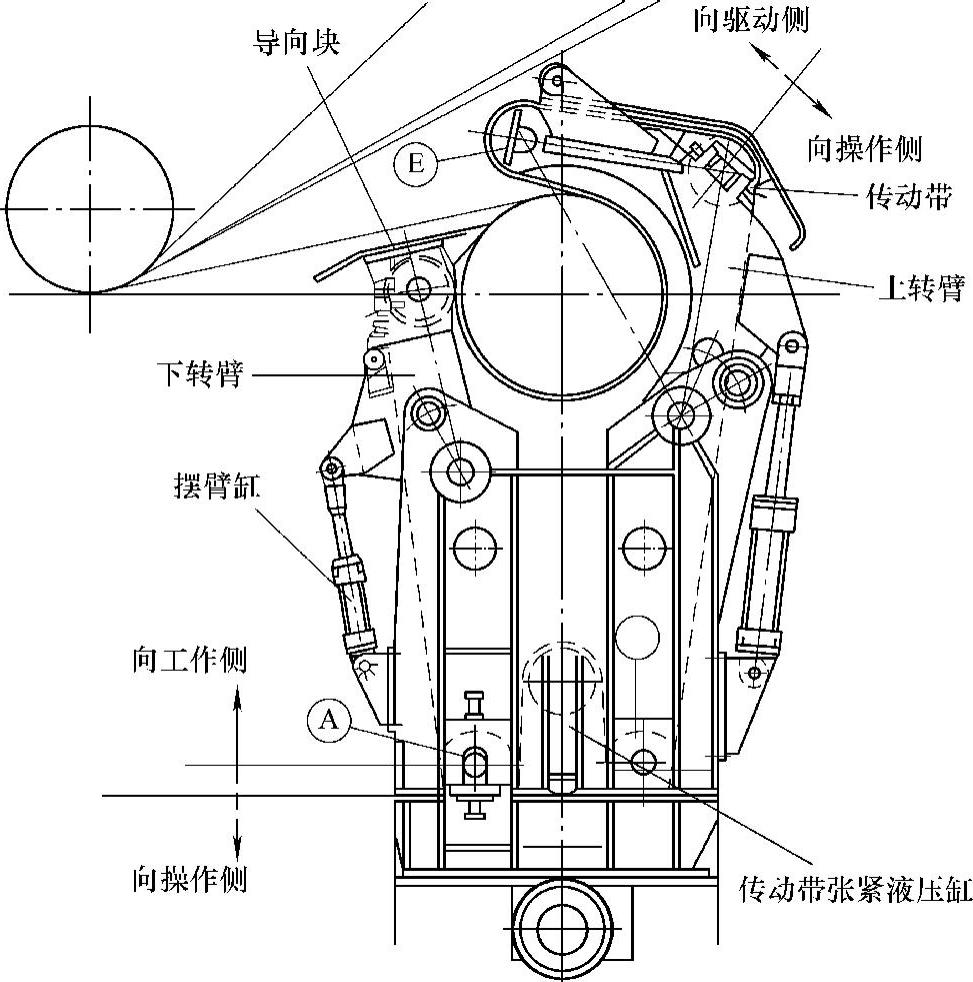
图10-12 传动带助卷器结构
2.传动带助卷器的液压回路分析
传动带助卷器的传动带张力是由传动带张紧液压缸提供的,其液压原理如图10-13所示。回路的换向单元为25通径的液控换向阀,中位机能为O型,在中位时起到液压锁的作用;速度调节单元为回油节流阀;压力调节单元为减压阀和溢流阀组合,并进行远程调节。
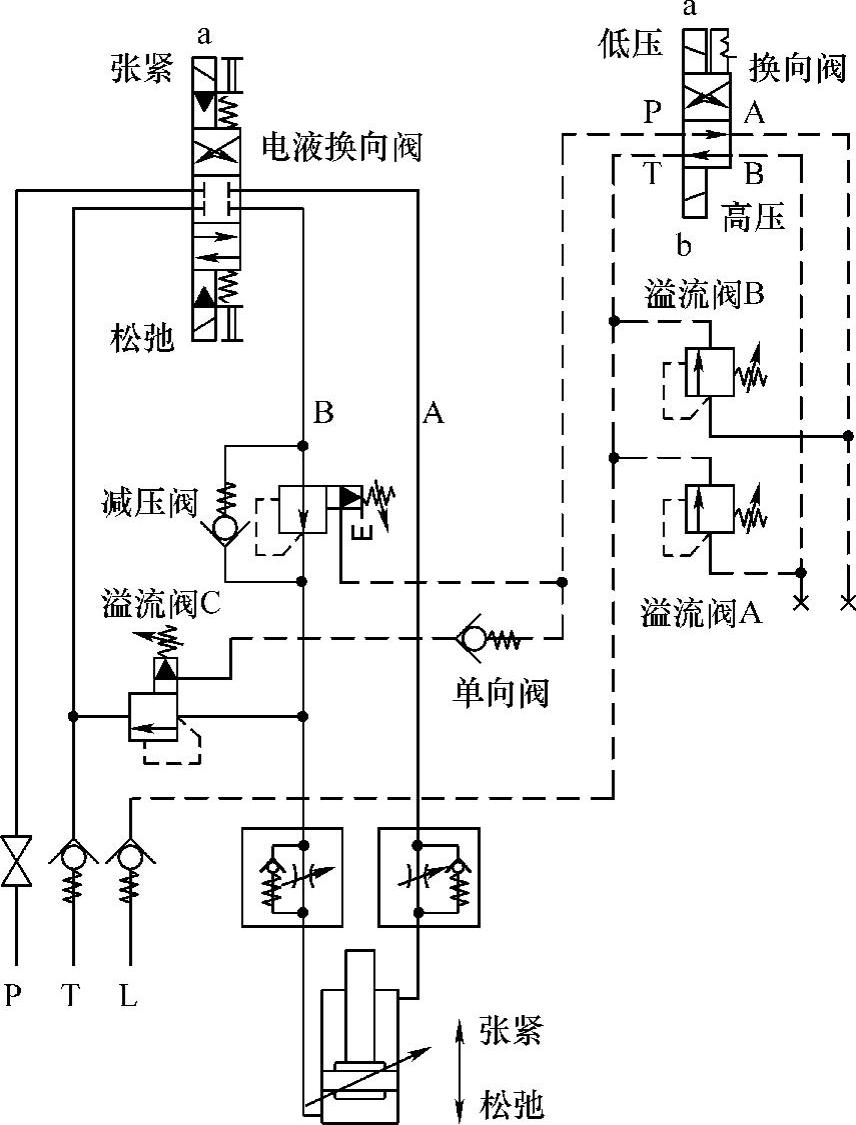
图10-13 传动带助卷器液压原理图
压力控制的原理如下,传动带助卷器工作时,液压缸无杆腔供油,活塞杆伸出使传动带张紧,并根据液压力的大小提供相应的张紧力,对无杆腔的支路进行压力控制。减压阀用于调定液压压力,其远控口即Y口与远程控制油路连接,当手动设定弹簧调节到最小时,该支路的压力由远控油路的压力设定。溢流阀C安装在该支路上主要是起安全阀的作用及防止调定的压力超过减压阀设定的压力。溢流阀C的远控口也与远程控制油路连接,如果手动设定弹簧调节到最大,则溢流阀C的开启压力也由远程控制油路的压力决定。
该回路的远程控制油路由一个6通径的二位四通换向阀和两个溢流阀组成。通过换向阀的切换使控制油路分别与溢流阀B和溢流阀A接通,而溢流阀B和溢流阀A的设定压力分别对应于高压压力和低压压力。当a线圈得电时,控制油路与溢流阀A接通,控制油路的压力为低压,这时远程控制的减压阀和溢流阀的设定压力也为低压。当b线圈得电时,控制油路与溢流阀B接通,控制油路的压力为高压,这时远程控制的减压阀和溢流阀的设定压力也为高压。而溢流阀C的压力略高于减压阀的压力,这之间的压差由单向阀的开启压力决定,单向阀的开启压力为0.7MPa,所以不论在高压还是低压状态时,溢流阀C的压力始终高于减压阀的压力0.7MPa,从而保证溢流阀起安全阀的作用。
有关现代冶金设备液压传动与控制的文章

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15

图6-30 采用蓄能器的快速运动回路1—液压泵 2—溢流阀 3—单向阀 4—蓄能器 5—换向阀 6—液压缸图6-31 双泵供油快速运动回路1—大流量泵 2—小流量泵 3—外控式顺序阀 4—单向阀 5—溢流阀......
2023-06-15

通过安装在入口夹送辊的钢带长度计数器,双层剪可以自动将切头切成长度为1m的废料。图10-10 双层剪主要结构示意图图10-11 双层剪液压控制原理图2.双层剪液压回路分析双层剪的剪切动作均由液压缸带动连杆机构完成,其液压控制原理如图10-11所示。该回路的换向单元为25通径的电液换向阀,中位机能为Y型,由叠加式液控单向阀进行锁紧控制,构成保压回路,防止剪刃坠落和误动作,并利用回流节流阀进行速度控制和一定的背压控制。......
2023-06-15
卸卷小车的横移由电动机通过链传动驱动车轮实现,升降通过液压缸活塞杆伸缩实现。当卸卷小车上升到等待位置时,比例换向阀的输入信号停止,同时换向阀10的b线圈得电,液控单向阀6关闭,此时卸卷小车停止,提升液压缸的无杆腔处于保压状态,卸卷小车处于等待卸卷状态,减速位置和停止位置由编码器检测计算。......
2023-06-15

启卷器的液压控制回路及原理如图10-9所示,该回路的换向单元为三位四通电液换向阀5,用液控单向阀8构成保压回路,速度控制单元为回油节流阀9、10。当启卷器落下时,活塞杆伸出,无杆腔的压力为固定值,由减压阀4调定。......
2023-06-15

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15

平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15

相关推荐