图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2023-06-15
1.开卷机抗折弯辊设备及功能
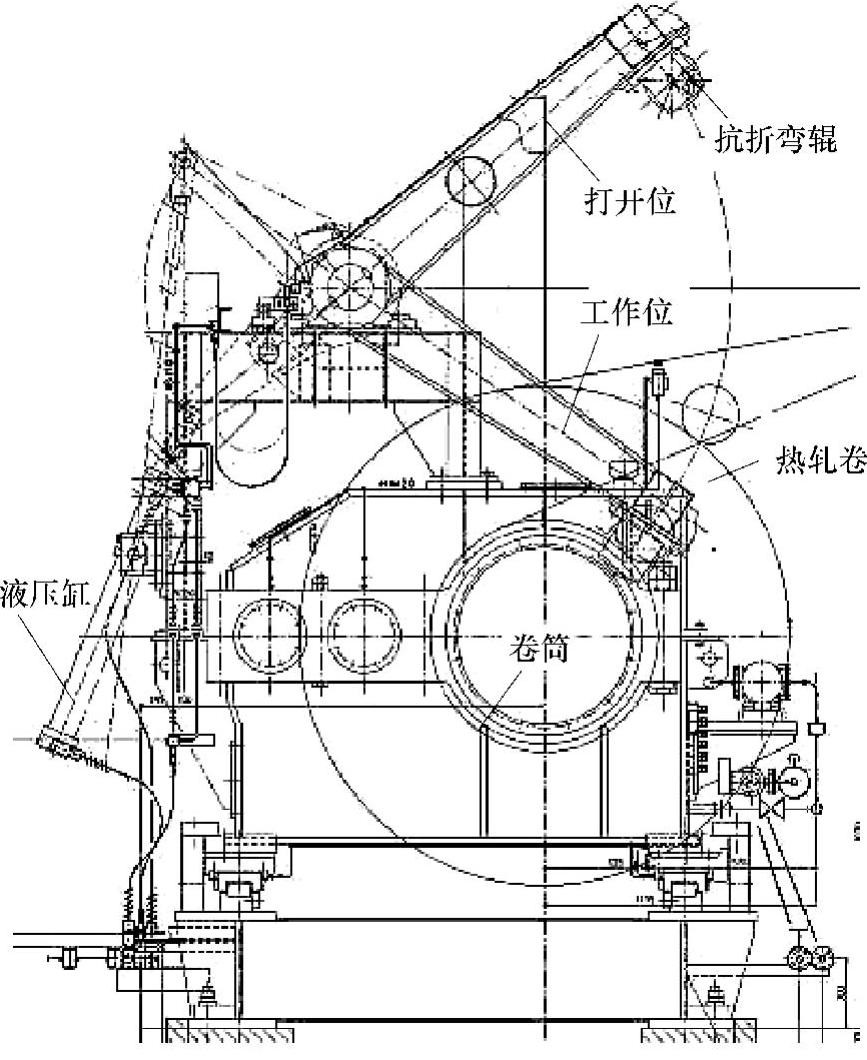
图10-6 开卷机结构
在酸洗线的入口配置有开卷机,它的主要功能是将热轧卷展开上线,并配合后续设备处理带头和带尾。开卷机一般两台交替工作,从而实现生产线的连续运行。开卷机卷筒的旋转是由交流变频电动机通过减速箱驱动的,卷筒的膨胀是由旋转液压缸实现的。开卷机还配置有外支撑和抗折弯辊,用于热轧卷上开卷机后对卷筒芯轴进行支撑和对热轧卷进行预处理。
抗折弯辊由单侧液压缸驱动,并提供适当的压紧力对热轧卷进行处理及辅助改善热轧板型。其结构如图10-6所示。
2.抗折弯辊液压回路分析
在酸洗线自动状态生产时,抗折弯辊压力的设定值根据热轧卷板厚和板宽的不同而变化。该压力由液压缸提供,抗折弯辊液压缸的液压控制原理如图10-7所示。液压缸的换向由中位机能为Y型的三位四通电液换向阀2控制,液控单向阀3和6构成保压回路,速度控制阀为管式回油节流阀8和9。压力控制由减压阀5、溢流阀7和比例溢流阀1组合完成。
抗折弯辊压力控制的原理如下:正常工作时,液压缸活塞杆伸出,无杆腔供油,无杆腔的压力由减压阀5的调定压力控制,其远控口通过单向阀B与比例溢流阀1连接,比例溢流阀的调定压力由输入电流信号的大小决定,所以无杆腔的压力由比例溢流阀远控减压阀控制。溢流阀7主要起安全阀的作用,防止调定的压力过高而对热轧卷产生不利的影响。溢流阀7的远控口也通过单向阀A与比例溢流阀连接,手动设定弹簧调节到最大,则溢流阀7的开启压力同样由比例溢流阀的调定压力决定。系统根据相应的板厚和板宽给定相应的电流信号,比例溢流阀1则根据相应的电流信号调定压力,从而设定了减压阀5和溢流阀7的设定压力,而溢流阀的压力略高于减压阀的压力,这之间的压差由单向阀A和单向阀B的开启压力形成。单向阀A的开启压力比单向阀B的开启压力高约0.6MPa,所以在同样的比例溢流阀设定压力下,溢流阀7的压力始终比减压阀5的压力高约0.6MPa,这就实现了减压阀输出的工作压力和溢流阀7的安全压力随输入电流信号的变化而同步变化。

图10-7 抗折弯辊液压缸液压控制原理
1—比例溢流阀 2—三位四通电液换向阀 3、6—液控单向阀 4—单向阀 5—减压阀 7—溢流阀 8、9—节流阀
有关现代冶金设备液压传动与控制的文章

图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2023-06-15

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15

平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15

图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2023-06-15

窜辊机构主要由窜辊液压缸和窜辊块组成。图10-16 中间辊窜辊功能示意图2.中间辊窜辊的液压回路分析中间辊窜辊是由窜辊液压缸驱动的,其液压原理如图10-17所示。......
2023-06-15

卷筒是卷取机的核心设备,通过卷筒,将从轧机出来的板带卷成钢卷并卸载到输出辊道上,卷筒的转速及其在不同阶段的膨胀与收缩是卷筒控制的关键。带钢到来之前,伺服阀1和位置传感器配合使用,控制液压缸芯轴处在预膨胀位置。钢带尾部进入卷取机后,芯轴停止转动,卸卷小车提升托起钢卷后,芯轴液压缸缩回,芯轴缩小,使得钢卷内圈同芯轴分离。......
2023-06-15

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2023-06-15

在开式系统中,常用节流阀或溢流阀接在液压马达的排油口上,以实现减速或制动。将补油液压泵出口溢流阀2 的调整压力调到较溢流阀3 高0.1 ~0.2 MPa,主油路中液压马达排出的热油经液控三位三通阀、溢流阀3 和冷却器返回油箱,对整个系统进行强制冷却。节流阀的作用是使液压马达处于浮动状态,便于对工作机械调整。......
2023-06-18
相关推荐