
停机时,导卫会开到最大位待机。停机时一套伺服阀配合换向阀5将导卫退回到最大位置。卷取机侧导卫液压控制有位置控制模式和压力控制模式两种。......
2023-06-15
卷筒是卷取机的核心设备,通过卷筒,将从轧机出来的板带卷成钢卷并卸载到输出辊道上,卷筒的转速及其在不同阶段的膨胀与收缩是卷筒控制的关键。卷筒结构示意图如图9-25所示。卷筒由芯轴本体、带斜槽的推杆和四个扇形块组成,扇形块呈放射状安置在推杆的周围,推杆的斜槽中装有斜锲形状的柱塞。由芯轴膨胀液压缸驱动推杆伸出时,其斜槽将柱塞向外顶,柱塞推动扇形块使卷筒膨胀;反之,液压缸驱动推杆缩回时柱塞内缩,卷筒缩小。卷筒带有位置传感器,可确保卷筒膨胀、收缩的任何一个位置随时被监控。
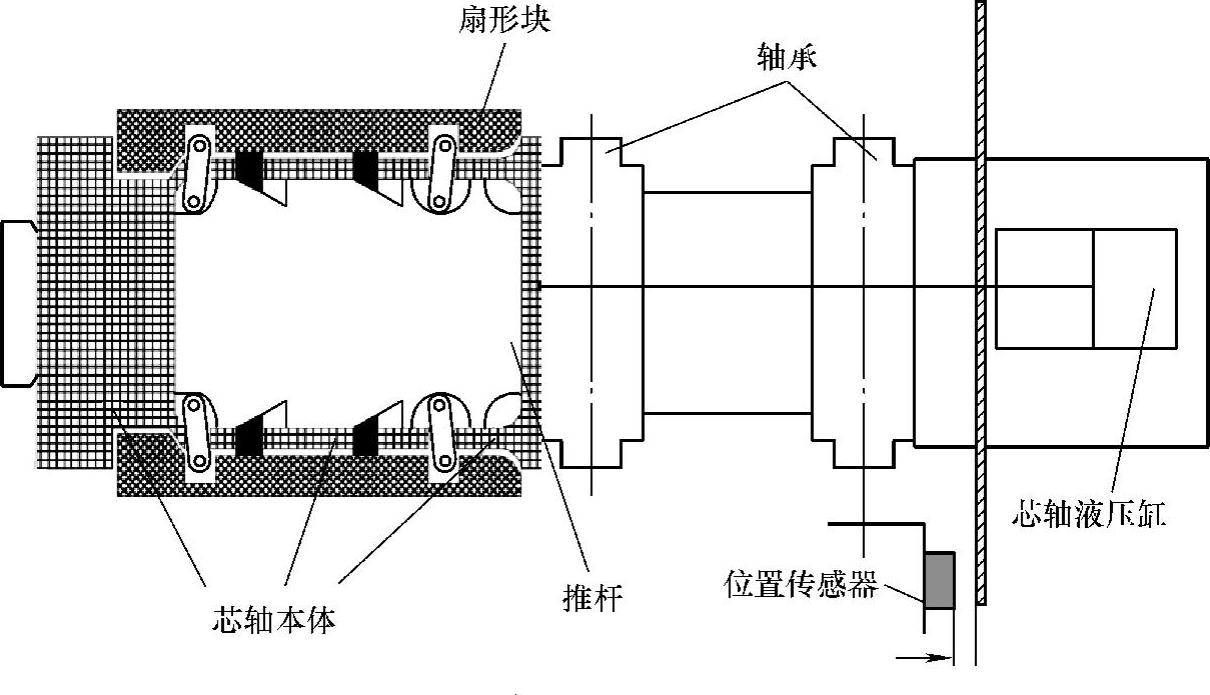
图9-25 卷筒结构示意图
卷筒芯轴液压系统如图9-26所示,阀2、3、4组成大流量调压阀组,根据芯轴工作状态设置不同的压力,提供给芯轴膨胀液压缸;阀1为伺服阀,同位置传感器配合使用,控制液压缸位置以实现控制芯轴膨胀大小的目的;压力传感器5连续检测膨胀力,其一旦发生异常,说明钢卷发生散卷事故,可立刻发出紧急停止指令,以防止事故扩大。
带钢到来之前,伺服阀1和位置传感器配合使用,控制液压缸芯轴处在预膨胀位置。带头进入卷取机后,围绕芯轴卷取3~5圈后,芯轴在液压缸作用下膨胀,膨胀力使已经初步压紧的前几圈钢带产生摩擦力。在助卷辊收回后,完全靠芯轴带动钢带卷取,形成钢卷。
钢带尾部进入卷取机后,芯轴停止转动,卸卷小车提升托起钢卷后,芯轴液压缸缩回,芯轴缩小,使得钢卷内圈同芯轴分离。此后芯轴反转,卸卷小车将钢卷从卷取机内运送出来。
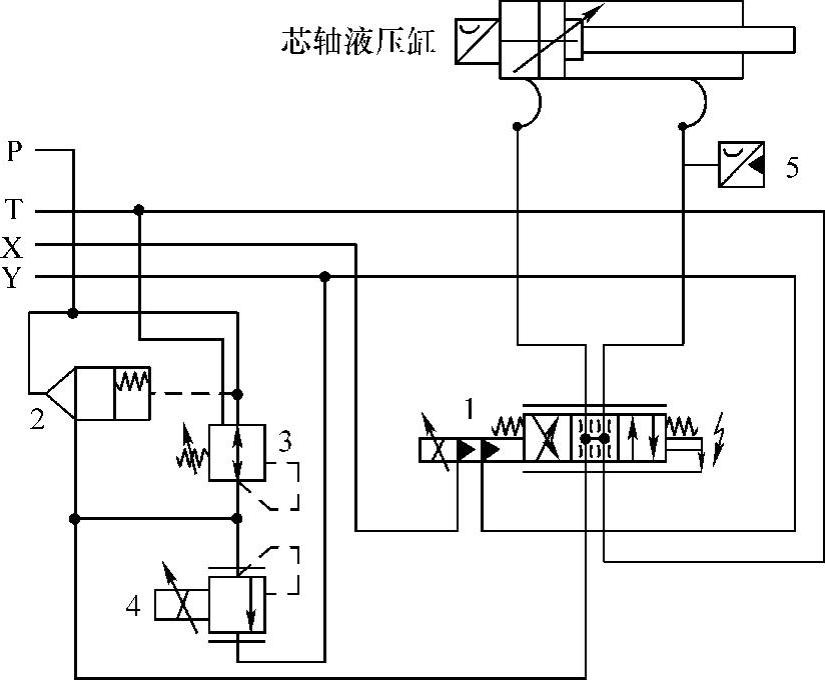
图9-26 芯轴液压缸液压控制回路
有关现代冶金设备液压传动与控制的文章

图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2023-06-15

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2023-06-15

在液压系统中,起控制执行元件的起动、停止及换向作用的回路,称为液压方向控制回路。目前自动化程度越来越高,换向回路应用更为广泛。常采用机液动换向阀的换向回路来达到上述要求。图4-113所示为液压锁锁紧回路。采用液压锁的锁紧回路,回路中的换向阀应能使液控单向阀的控制油路卸荷,否则不起锁紧作用。所以换向阀采用H型或Y型中位机能,以保证换向阀中位接入回路时,液压锁能立即关闭,活塞停止运动并锁紧。......
2023-06-25
液压速度控制回路是控制液压系统中执行元件的运动速度和速度切换的回路。在定量泵供油的液压系统中,用流量阀对执行元件的运动速度进行调节,这种回路称节流调速回路。利用这种压力的上升变化,可使压力继电器发出电信号,对系统下一步动作实现控制,而回油路节流调速回路中,液压缸进油腔的压力等于溢流阀的调定压力,没有压力变化,不易实现压力控制。......
2023-06-25

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15
液压压力控制回路主要是利用压力控制阀来控制系统压力,如实现卸荷、减压、增压、顺序动作等以满足工作机构的力或力矩的要求。换向阀在中位时可使液压泵输出的液压油直接流回油箱,而实现液压泵的卸荷。对于低压小流量液压泵采用换向阀直接卸荷是一种简单而有效的方法,而高压大流量液压泵在换向阀切换时液压冲击较大。......
2023-06-25
定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15
相关推荐