停机时,导卫会开到最大位待机。停机时一套伺服阀配合换向阀5将导卫退回到最大位置。卷取机侧导卫液压控制有位置控制模式和压力控制模式两种。......
2023-06-15
1.卷取机夹送辊的控制模式
卷取机夹送辊布置在卷取机侧导卫与芯轴之间,如图9-21所示。其主要作用是,当板带头部导入卷取机芯轴后,在上游方向(夹送辊与轧机之间)建立轧制张力,在下游方向(夹送辊与芯轴之间)建立卷曲张力,同时使得助卷辊抬起后消除钢卷各层间间隙。
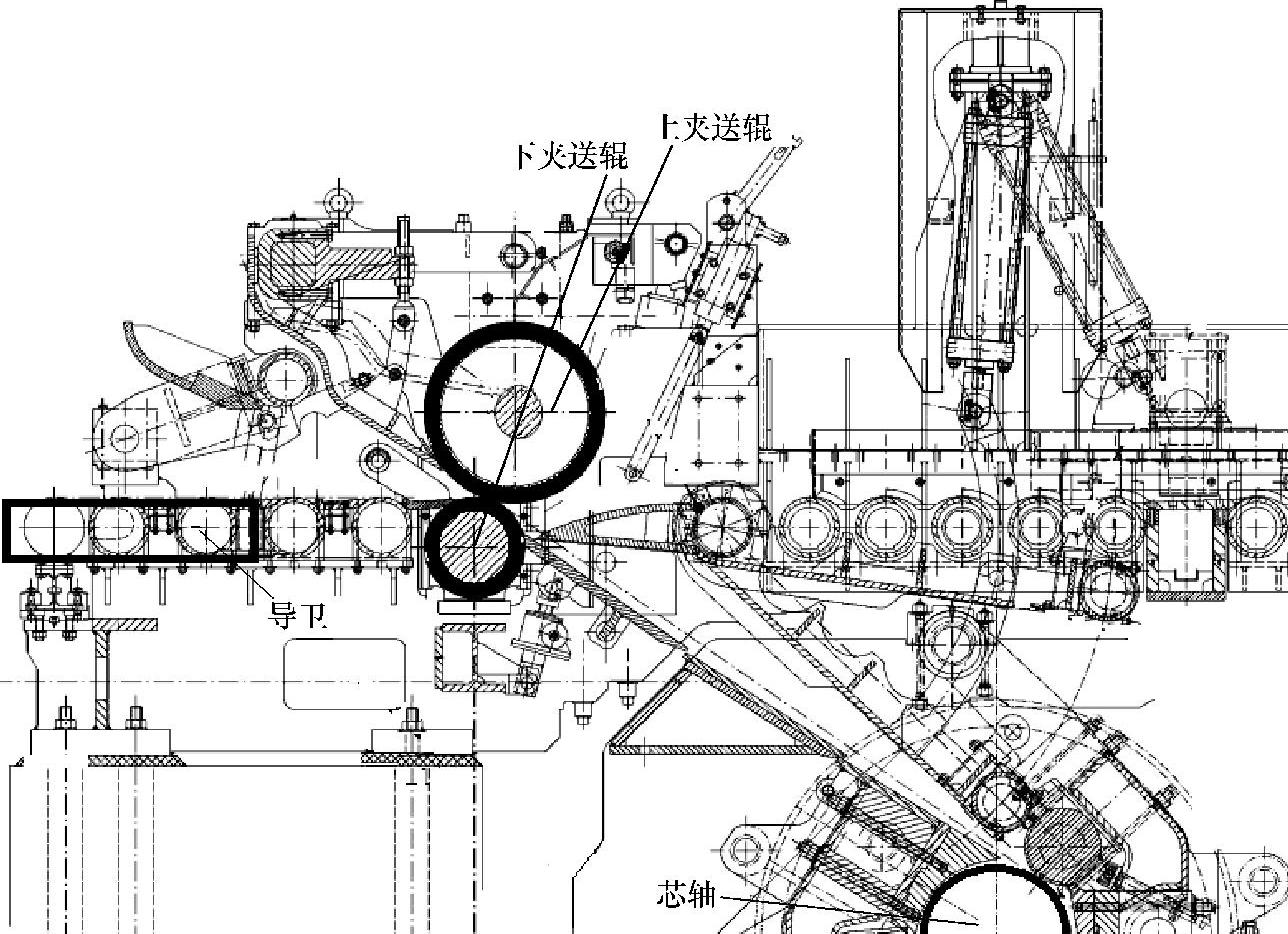
图9-21 卷取机夹送辊布置结构图
带钢到来之前,夹送辊处于辊缝控制模式。计算机将前方轧机成品板带厚度发送到卷曲机控制器,卷曲机取板带厚度值的0.9倍作为辊缝控制的辊缝值,由液压系统的伺服阀、减压阀和液压缸位置传感器组成闭环控制,将辊缝稳定在板带厚度的0.9倍处。
当板带头进入夹送辊后,在板带头的作用下,辊缝变为板带厚度,此过程也使液压缸两腔压力发生突变,控制器通过压力传感器检测此压力突变,并将其作为夹送辊模式切换的输入信号,将夹送辊辊缝控制模式切换到压力控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。
2.卷取机夹送辊液压控制回路
一根夹送辊由两只液压缸控制,每只液压油缸由如图9-22所示的一套回路控制其动作。换向阀2控制液控单向阀组4和5,使得伺服阀1和减压阀3与液压油隔离,液压缸处于停止状态;阀7由溢流阀和先导电磁阀组成,当电磁阀处于左边位置时,溢流阀处于关闭状态,起到安全阀功能,受到压力冲击时会自动打开泄压;当电磁阀处于右边位置时,溢流阀处于泄压状态,夹送辊自动打开。压力传感器6时刻检测液压缸两腔压力,板带头进入夹送辊时,对液压缸会有一个冲击,此冲击使得液压缸无杆腔压力发生突变,此突变信号作为夹送辊控制模式切换的触发型号;当夹送辊切换到压力控制模式后,伺服阀、液压缸和液压缸两腔压力传感器共同作用,保持液压缸始终输出设定的压力。

图9-22 卷取机夹送辊液压控制回路
1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组
有关现代冶金设备液压传动与控制的文章

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15

卷筒是卷取机的核心设备,通过卷筒,将从轧机出来的板带卷成钢卷并卸载到输出辊道上,卷筒的转速及其在不同阶段的膨胀与收缩是卷筒控制的关键。带钢到来之前,伺服阀1和位置传感器配合使用,控制液压缸芯轴处在预膨胀位置。钢带尾部进入卷取机后,芯轴停止转动,卸卷小车提升托起钢卷后,芯轴液压缸缩回,芯轴缩小,使得钢卷内圈同芯轴分离。......
2023-06-15

图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2023-06-15
开卷机还配置有外支撑和抗折弯辊,用于热轧卷上开卷机后对卷筒芯轴进行支撑和对热轧卷进行预处理。抗折弯辊由单侧液压缸驱动,并提供适当的压紧力对热轧卷进行处理及辅助改善热轧板型。......
2023-06-15

热轧机的1~7号机架的弯辊控制方式完全相同,均由操作人员根据轧制过程中的实际操作经验预选正负弯,并确定弯辊油压,再通过电液比例减压阀输出所给定的稳定压力来控制弯辊液压缸。调节电液比例减压阀的输出油压,则可调节弯辊力,从而改善板型。......
2023-06-15
高炉开铁口机是高炉炉前关键设备之一,其功能是打开铁口,使铁液流出。SGK型遥控全液压开铁口机由机械部分、液压部分、组合输油管路及遥控装置组成。回转机构的作用是将钻进机构由停放位置送到工作位置,并在出铁口打开后能够迅速退回。显然目前开口机无法满足这一要求。......
2023-06-15
图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15
相关推荐