变频器的多挡速度控制端X1、X2、X3分别与PLC的输出端Y4、Y3、Y2相接。变频器的正向控制端FWD、反向控制端REV以及点动控制端JOG分别与PLC的输出端Y5、Y6、Y7相接,以便接受它们的控制。图10-11 PLC的梯形图今说明如下:在循环开始前,应通过点动将刨台位置调整到一端,使SQ3、SQ4处于接通状态。这时,变频器以第1降速时间ta1降速至第1工作频率fX1,刨台低速返回。......
2023-06-24
AWC液压阀台是带钢宽度AWC控制液压系统中较重要的组成部分,它主要的功能是对带钢宽度实现自动控制。
AWC液压阀台的功能是通过液压缸来控制立辊,最终实现对带钢的自动宽度控制。AWC控制机构主要有两个AWC液压缸和一个平衡缸所组成,如图9-14所示。液压阀台通过对三个液压缸的控制来实现立辊打开、立辊关闭、立辊快开三个动作。AWC液压缸控制原理如图9-15所示。元件的控制动作见表9-1。从图表中可以看出:立辊打开时平衡缸有杆腔进液压油,此时两个AWC液压缸在此过程中通过伺服阀控制打开;立辊关闭时平衡缸无杆腔进油,AWC液压缸在此过程中通过伺服阀控制关闭。立辊快开有两种快开的控制模式,一种是不带伺服的控制模式,立辊的快开主要靠中间的平衡缸拉着两侧的AWC液压缸打开,此时AWC液压缸的油通过编号为AWC-1电磁阀控制的溢流阀流回油箱;另外一种是带伺服的控制模式,此种模式是在立辊快开过程中,AWC通过伺服阀控制自动打开,不需要靠平衡缸的拉力,所以带伺服阀的快开速度远大于不带伺服阀的快开。
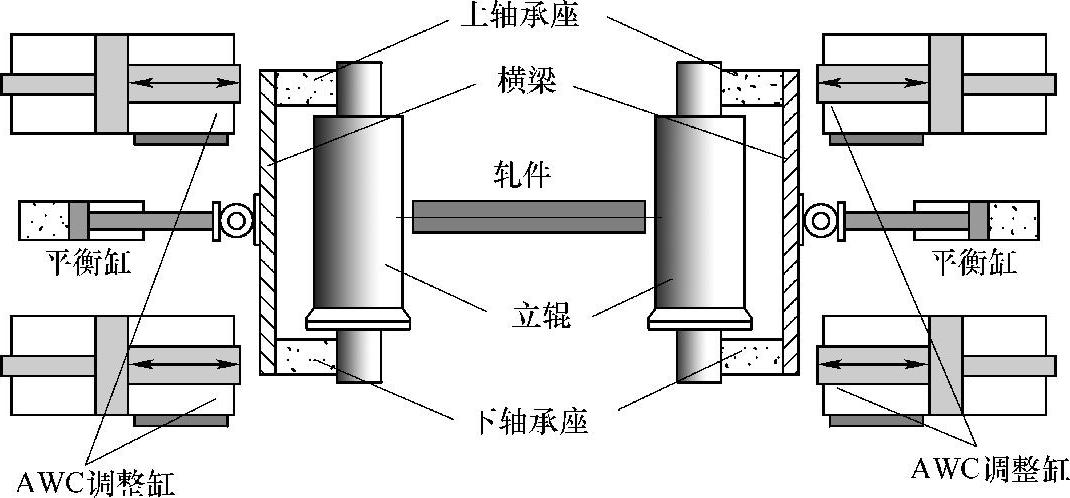
图9-14 AWC控制机构
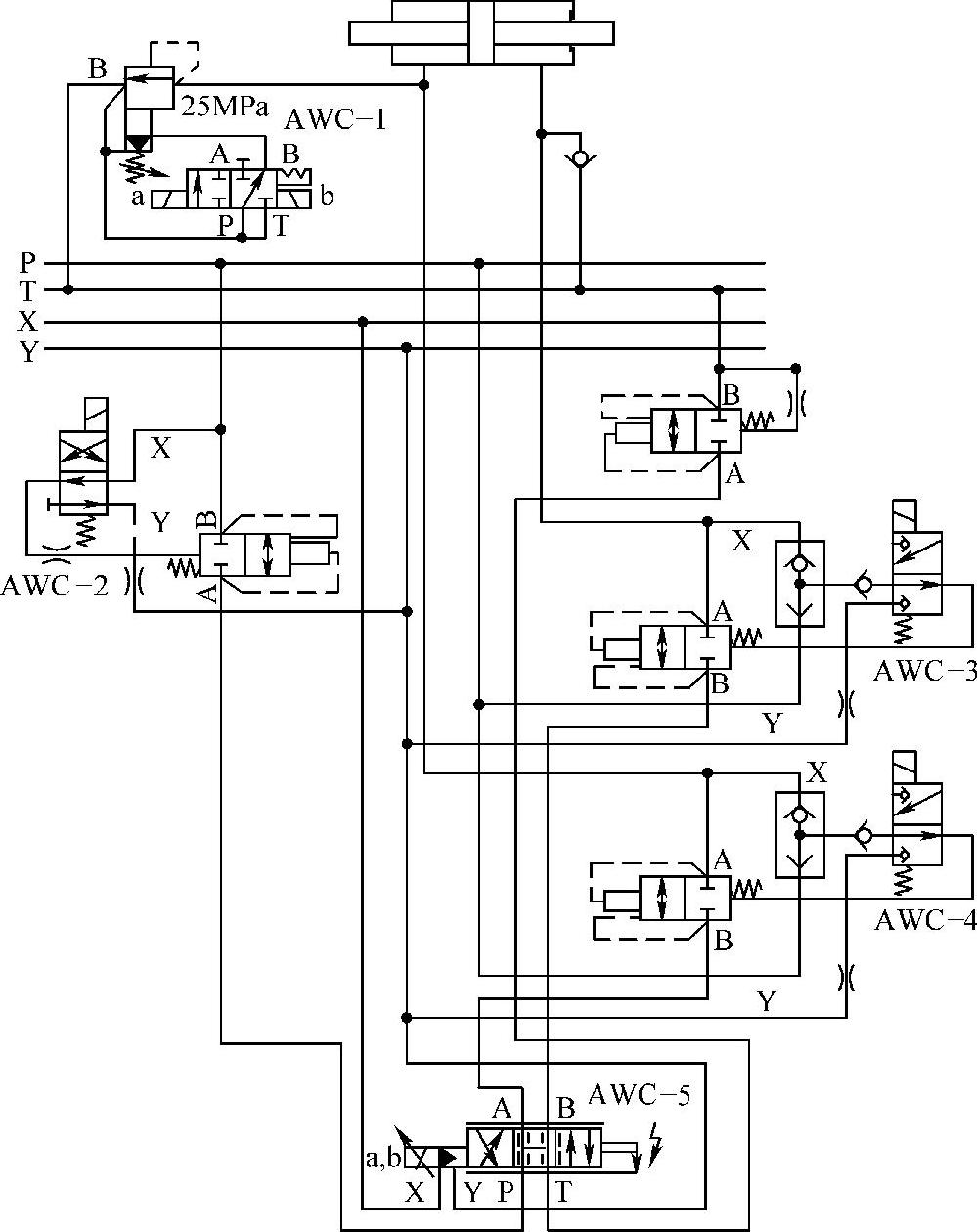
图9-15 AWC液压缸控制液压原理
表9-1 元件控制动作

注:1表示电磁阀得电,0表示电磁阀失电,+%、-%、0%表示伺服阀控制的参考值。
有关现代冶金设备液压传动与控制的文章

变频器的多挡速度控制端X1、X2、X3分别与PLC的输出端Y4、Y3、Y2相接。变频器的正向控制端FWD、反向控制端REV以及点动控制端JOG分别与PLC的输出端Y5、Y6、Y7相接,以便接受它们的控制。图10-11 PLC的梯形图今说明如下:在循环开始前,应通过点动将刨台位置调整到一端,使SQ3、SQ4处于接通状态。这时,变频器以第1降速时间ta1降速至第1工作频率fX1,刨台低速返回。......
2023-06-24

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15

轧机作业线上带钢纵向高速运行时,带钢的中心线或带钢的边缘会向两侧偏移,这种现象称为跑偏。带钢跑偏必须限制在一定的公差范围内,否则就会刮坏设备或使得带材边缘损坏,影响成品质量,跑偏严重时还会导致不能正常生产,所以带钢跑偏控制是带材连续作业线上必不可少的环节。4)光电液伺服系统:采用光电检测器将跑偏信号检测出来并经过放大器放大,控制电液伺服阀推动液压缸进行纠偏。......
2023-06-15

图11-3 机械特性不均匀引起的轧出厚度偏差控制原理图11-4 支撑辊偏心引起的轧出厚度偏差控制原理图11-5 利用张力改变轧件塑性线斜率进行厚差控制原理......
2023-06-15

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2023-06-15

1-2-3数字调音台、音频工作站与控制台目前在声音制作系统中使用的调音台的形式有常见的模拟调音台和数字调音台。比较特殊的一点是,数字调音台都在操作台上配置了可以旋转的圆盘供参数选择用。有关这一部分,我们将在本教材的“音频工作站”章节中详述。图1-35StuderVista6数字调音台图1-36StuderVista6数字调音台图1-37ICON控制台......
2023-12-01

某冷轧厂五机架冷连轧机组的辊缝调整有两个液压系统,即1号和2号机架为一个系统,3号~5号机架为一个系统。液压油经高压泵20送往截止阀和格栅过滤器21,再经过单向阀将油送入压力蓄能器管路,并到达液压缸控制系统的单独的蓄能器1。表11-3 辊缝调整液压缸技术参数4.五机架冷连轧机液压压下系统的特点组成结构特点 该系统是由液压站、减压装置、蓄能器装置伺服阀和控制盘等组成。......
2023-06-15

图11-13 轧机压上系统控制原理三菱日立的UCM六辊轧机的压上系统分为电气控制系统和液压控制系统两个部分,电气控制系统主要根据检测元件的检测数据和系统中建立的数学模型对液压系统提供的轧制力和压上缸的位移进行控制,并进行几个机架间的轧制力分配,而液压控制系统则根据控制系统的信号来进行快速响应的输出。......
2023-06-15
相关推荐