定宽压力机一道次轧制的最大宽度压下量可达350mm,而立辊轧机在碾压状态下对板坯进行轧制,经过1~5个道次,侧压量最大不超过100mm。作为水平轧机前面附设的立辊轧机只是起到微量侧压和实现宽度自动控制的作用,而使用定宽压力机可实现无级宽度压下,大大减少连铸板坯结晶器的种类,从而在根据不同成品板宽要求来定制粗轧前的板坯宽度时,能有效地减少原料板坯宽度和连铸坯调整的时间和次数,节约投资成本。......
2023-06-15
定宽压力机的机械结构由入口侧导卫、夹送辊单元、宽度调整液压缸、锤头模块和机架辊道等组成,如图9-11所示。定宽压力机前的入口侧导卫在板坯进入定宽压力机前起对中板坯的作用。侧导卫位于入口辊道区域,由安置在上托架梁上的两个液压缸从一侧驱动。宽度调整液压缸为单独控制,它可以对连铸过程中导致的板坯的锥度进行对中矫正。两个宽度调整液压缸可电动控制。
机械压下装置安置在机架的横梁上,包括铜螺母和推力轴承,用来调整侧压机滑座的设定宽度,如图9-12所示。宽度调整液压缸,一个用在侧压锤头滑座,两个用在每一侧的侧压机滑座。侧压机锤头滑座用来连接到侧压机锤头托架,侧压锤头托架用来容纳侧压锤头。压力锤头固定元件通过4个液压缸控制复位弹簧元件以夹紧侧压锤头。
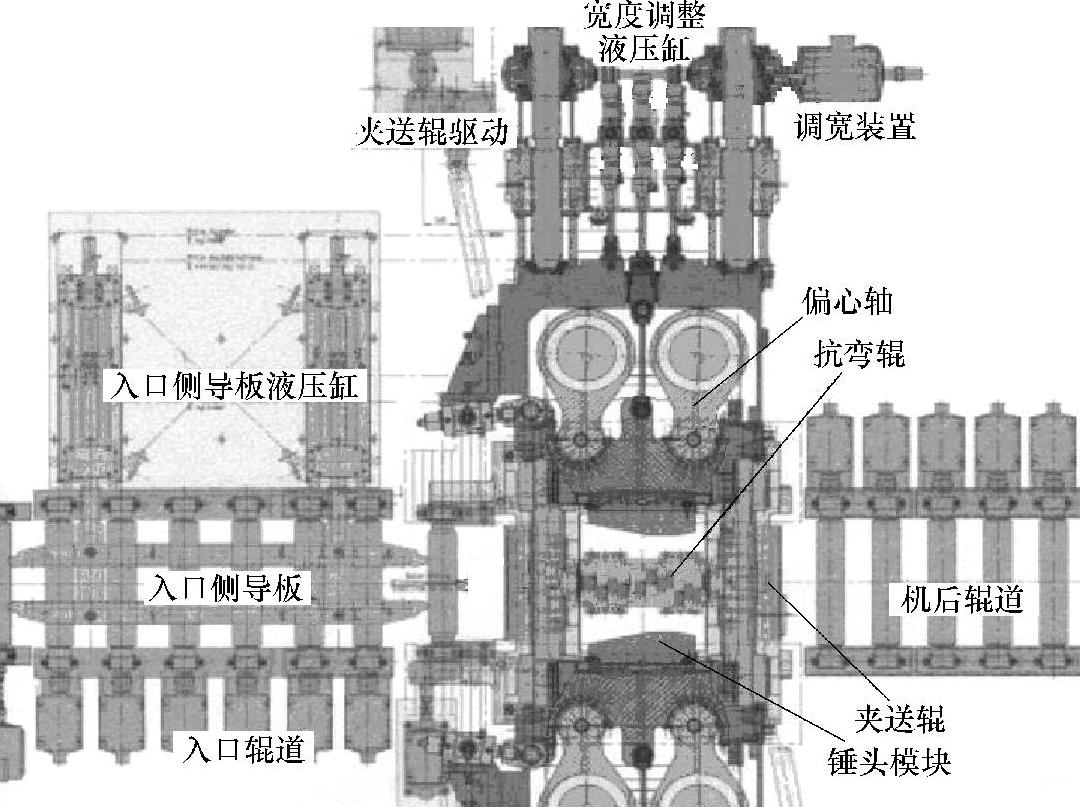
图9-11 侧压机结构
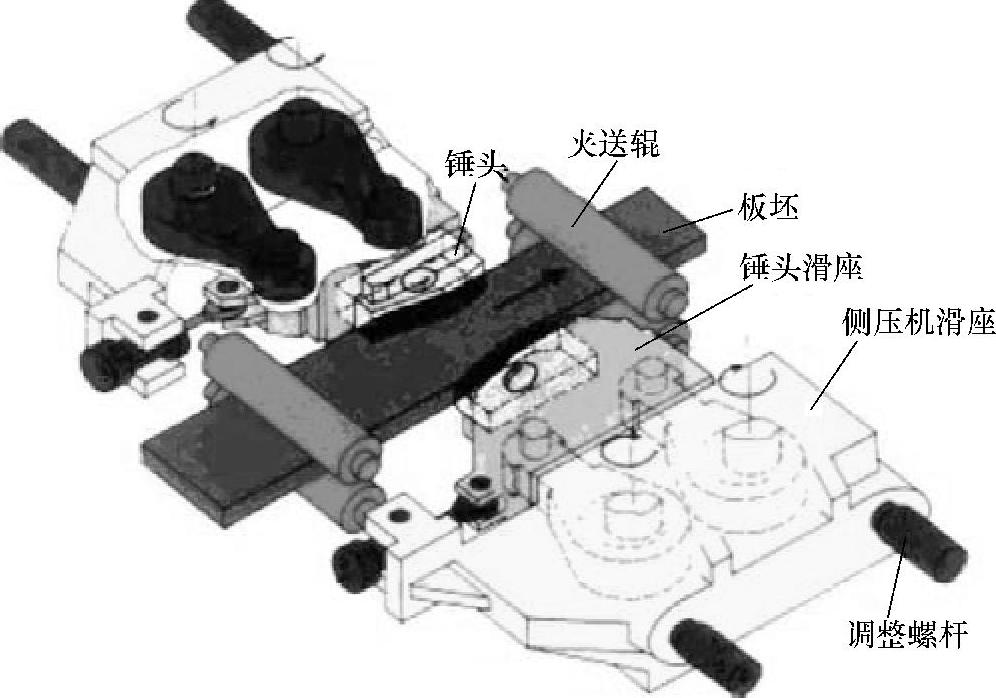
图9-12 侧压机机械压下装置
夹送辊单元安置在定宽压力机的入口和出口侧,间歇地夹送坯料通过侧压机。下夹送辊固定地安装在入口端,根据侧压时的操作条件,可以通过液压调整出口侧下夹送辊的高度。上夹送辊通过液压夹紧板坯以传递夹送力矩。出口下夹送辊和入口的上下夹送辊由电动机驱动。
机架立柱用来安置夹送辊单元。3个液压缸用来抬起或下落上夹送辊和出口的下夹送辊,其中2个用在上夹送辊,1个用在下夹送辊。液压缸上集成有一体化的位置传感器。
有关现代冶金设备液压传动与控制的文章

定宽压力机一道次轧制的最大宽度压下量可达350mm,而立辊轧机在碾压状态下对板坯进行轧制,经过1~5个道次,侧压量最大不超过100mm。作为水平轧机前面附设的立辊轧机只是起到微量侧压和实现宽度自动控制的作用,而使用定宽压力机可实现无级宽度压下,大大减少连铸板坯结晶器的种类,从而在根据不同成品板宽要求来定制粗轧前的板坯宽度时,能有效地减少原料板坯宽度和连铸坯调整的时间和次数,节约投资成本。......
2023-06-15

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15

对于其中每一种材料结构、性能的分析检测和认知,依旧要依靠材料学的手段和理论,从宏观结构到亚微观结构、微观结构,依次进行分析和研究。从材料学角度来看,对文物实体材料进行研究,最重要的就是从这三个维度进行分类研究,不同维度结构的原理、研究方法也不相同。......
2023-07-30

一台通用型的注射机主要由注射装置、合模装置、液压传动和电气控制系统等组成,如图45所示。螺杆式注射成型机的工作过程如图41所示,注射成型机工作过程循环图如图46所示。......
2023-06-30

从图1-2中可以看出,PLC内部主要部件有:图1-2 PLC硬件系统的简化框图1.CPUCPU是PLC的核心组成部分,与通用微机的CPU一样,它在PLC系统中的作用类似于人体的神经中枢,图1-3所示为CPU模块功能示意。通常PLC产品资料中所指的存储器形式或存储方式及容量,是对用户程序存储器而言。根据不同档次的PLC产品选配相应的编程器。......
2023-06-18
CA6140型卧式车床的外形结构如图1-2所示。图1-2CA6140型卧式车床的外形结构1—主轴箱;2—卡盘;3—刀架;4—后顶尖;5—尾座;6—床身;7—光杠;8—丝杠;9—床鞍;10—底座;11—进给箱1.主轴箱主轴箱又称床头箱,主要用于支承主轴并带动工件做旋转运动。......
2023-06-23

图9-1所示为高速自动压力机及附属机构。高速压力机的主体机身大部分都采用闭式机构,只有小吨位的高速压力机采用开式机构,以保证机床的刚性。为了安装调节模具方便,高速压力机的滑块内一般装有装模高度调节机构。表9-13 三菱公司HP系列高速压力机技术参数3.德国A2系列高速压力机德国舒勒公司制造的A2系列高速压力机,采用框架式机架,结构紧凑。表9-14所列是舒勒公司A2系列闭式双点高速压力机技术参数。......
2023-06-26

相关推荐