定宽压力机的机械结构由入口侧导卫、夹送辊单元、宽度调整液压缸、锤头模块和机架辊道等组成,如图9-11所示。宽度调整液压缸为单独控制,它可以对连铸过程中导致的板坯的锥度进行对中矫正。两个宽度调整液压缸可电动控制。压力锤头固定元件通过4个液压缸控制复位弹簧元件以夹紧侧压锤头。3个液压缸用来抬起或下落上夹送辊和出口的下夹送辊,其中2个用在上夹送辊,1个用在下夹送辊。液压缸上集成有一体化的位置传感器。......
2023-06-15
定宽压力机(Sizing Press)是近年来热连轧生产线上新出现的一种调宽设备,用于在锻压状态下对板坯全长进行板坯宽度轧制。定宽压力机一道次轧制的最大宽度压下量可达350mm,而立辊轧机在碾压状态下对板坯进行轧制,经过1~5个道次,侧压量最大不超过100mm。作为水平轧机前面附设的立辊轧机只是起到微量侧压和实现宽度自动控制的作用,而使用定宽压力机可实现无级宽度压下,大大减少连铸板坯结晶器的种类,从而在根据不同成品板宽要求来定制粗轧前的板坯宽度时,能有效地减少原料板坯宽度和连铸坯调整的时间和次数,节约投资成本。板坯在定宽压力机中实现侧压(宽度轧制)的模型如图9-10所示。
某钢厂热轧带钢轧机采用连续式短锤头定宽压力机,该设备位于一次高压水除磷箱和R1粗轧机之间。辊道输送从加热炉出来的热板坯经过一次除磷,通过定宽机前辊道运送到定宽机前侧导板,然后由定宽机前侧导板完成水平对中,再由辊道电动机、入口和出口夹送辊和导辊传送板坯通过挤压室,最后经过挤压完成定宽的板坯经由定宽机后辊道向粗轧机传送。板坯在挤压室里挤压时是靠两个对称运动的锤头模块对板坯的连续侧压来实现板坯的调宽和板坯头尾的板形调节。锤头模块与板坯的接触面为平面,可以对高温板坯(高达1200℃)的全长进行连续式的侧压。与传统的立辊轧机相比,定宽压力机具有很大的宽度调节量,并且可以实现压下量的无级调控,最大侧压量可达350mm。定宽压力机的入口和出口装有夹送辊单元和抗弯辊,用于夹送板坯通过侧压机并防止板坯在侧压时出现纵向弯曲。
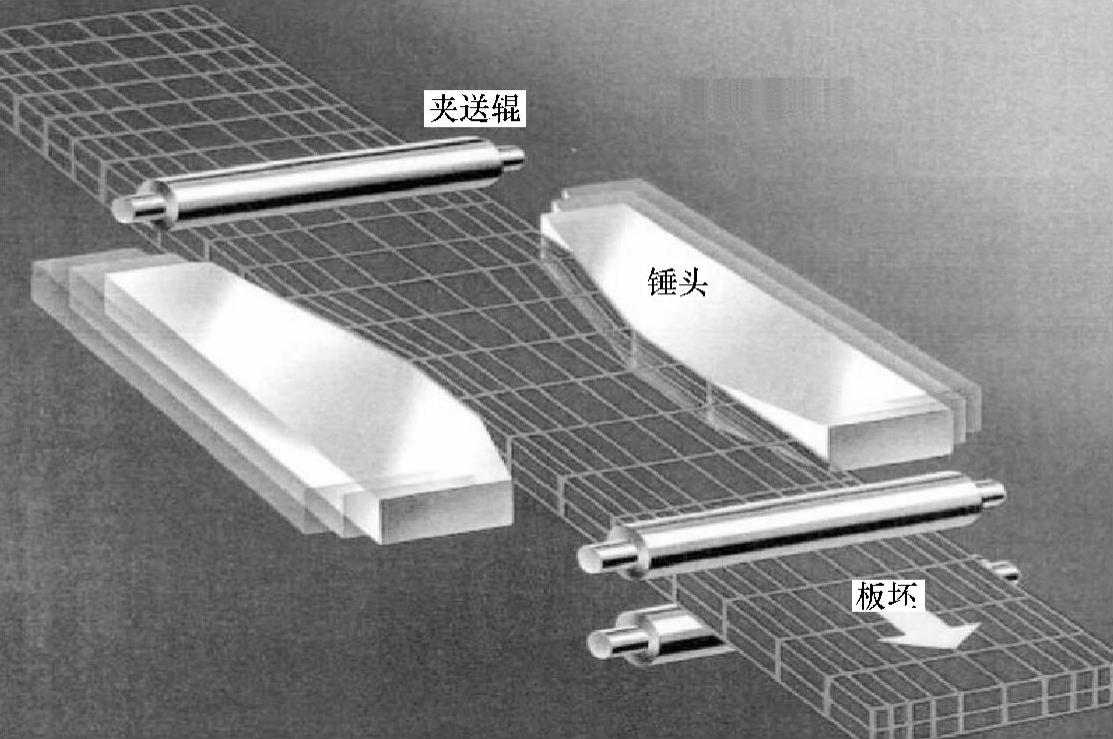
图9-10 板坯在定宽压力机中实现侧压的模型
有关现代冶金设备液压传动与控制的文章

定宽压力机的机械结构由入口侧导卫、夹送辊单元、宽度调整液压缸、锤头模块和机架辊道等组成,如图9-11所示。宽度调整液压缸为单独控制,它可以对连铸过程中导致的板坯的锥度进行对中矫正。两个宽度调整液压缸可电动控制。压力锤头固定元件通过4个液压缸控制复位弹簧元件以夹紧侧压锤头。3个液压缸用来抬起或下落上夹送辊和出口的下夹送辊,其中2个用在上夹送辊,1个用在下夹送辊。液压缸上集成有一体化的位置传感器。......
2023-06-15

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15

1.结构和原理图2-14所示单作用叶片泵的定子2具有圆柱形内表面,定子和转子1间有偏心距e,叶片3装在转子槽中,并可在槽内移动,当转子回转时,由于离心力的作用,使叶片紧靠在定子内壁,这样在定子、转子、叶片和两侧配油盘间就形成若干个密封的工作区间,当转子按图2-14所示的方向回转时,在图的右部,叶片逐渐伸出,叶片间的工作空间逐渐增大,从吸油口吸油,这就是吸油腔。......
2023-06-15

在空气中,交流短弧的熄灭原理与长弧的熄灭原理根本不同。在交流短弧的熄灭过程中,起主要作用的是阴极的介质恢复强度。根据斯列宾的数据,从电弧电流过零时起,近阴极空间几乎立即恢复介质强度160~250V,这称为短弧的初始介质恢复强度。他认为熄灭短弧的去离子栅灭弧室的作用在于,金属栅片的良好导热性和相当大的热容量使电弧熄灭。低电压交流开关电器中,熄灭电弧的方法基本上与直流开关电器相同。......
2023-07-02
调幅度显示电路如图6-2上半部分所示。调幅度电平指示驱动电路的工作原理与音频显示电路中的对应电路基本相同,但调幅度显示电路中的10段电平指示驱动电路U7、U9的型号为LM3914,与音频显示电路中电平指示驱动电路不同,这是因为对调幅度的指示是在0~120%之间以10%为间隔线性变化的。......
2023-06-26

定义参量在CADFEKO中左侧的树形浏览器中展开“Definitions”→“Variables”结点,双击“Variables”结点,在弹出的“Create variable”对话框中定义变量angle,初始值设为0。对话框中的“Yes”按钮,在EDITFEKO编辑器中进行如下操作。把如下脚本复制到IN函数的下边。修改后的EDITFEKO脚本如图6-67所示。图6-67 EDITFEKO脚本在EDITFEKO中,保存做过的修改,退出EDITFEKO。显示结果在CADFEKO的“Solve/Run”菜单中,单击“POSTFEKO”按钮,启动后处理模块POSTFEKO。......
2023-10-31

SVPWM的调制频率是三角波频率,三角波频率越高,电压谐波减小,这与SPWM调制是一样的,SVPWM是三角波与电压矢量时间系数K的比较,计算量较小,可以使系统响应更快。......
2023-06-19

逆向创新原理是从反面、从构成要素中对立的另一面分析,将通常思考问题的思路反转过来,有意识地按相反的视角去观察事物,寻找解决问题完全颠倒的新途径、新方法。逆向创新法也称反向探求法。当今世界上大量的新技术、新成果都是人们利用逆向创新原理不断探索创造出来的,是用传统思想方法所无法想象的。我国宋代司马光砸缸救小孩的故事,就是逆向思维方法,他不是将小孩拉出来而是用砸破水缸让水流走的办法,将小孩救出。......
2023-06-26
相关推荐