根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26
1.装出料炉门机械部分
每座炉子装料端设置一组升降式炉门,分为左、右两扇炉门,每扇炉门各设有一套液压驱动升降机构。根据工艺装钢要求,无论是单排、双排装料,两扇炉门都是同时升降的。
每套机构均由1支液压缸牵拉带动链轮轴转动,链轮回转平面与炉子中心线垂直,起重链条一端通过炉门吊具与炉门上部吊耳连接,另一端通过固定在钢结构上的导向链轮及相应的液压缸吊具与液压缸耳轴连接,通过液压缸升降完成炉门升降启闭。
炉门的工作行程位置由极限开关检测。液压驱动运行平稳,其液压驱动油源与步进炉液压系统共用,两扇炉门的同步升降由液压缸来完成。
另外,升降液压缸具有行程余量,在检修时使炉门下降至下位,然后固定链轮使液压缸处于无负荷状态便可进行拆装、检修。
设备各润滑点采用间歇压力润滑,即各设备润滑点配备旋盖式油杯,由人工定期加油。
2.装出料炉门液压回路
装出料炉门液压回路共有4套液压驱动升降机构,每扇炉门各设有一套液压驱动升降机构,每套液压驱动升降机构的组成原理均相同。以其中一套为例,液压回路原理如图9-9所示。液压回路由电液换向阀3、单向溢流阀组1、单向调速阀组2组成。单向溢流阀组1在炉门下降时起安全作用,可释放有杆腔的高压,改善下降动作时产生的液压冲击;上升时,液控单向阀开启,小腔回油经单向调速阀组2回油节流调速。
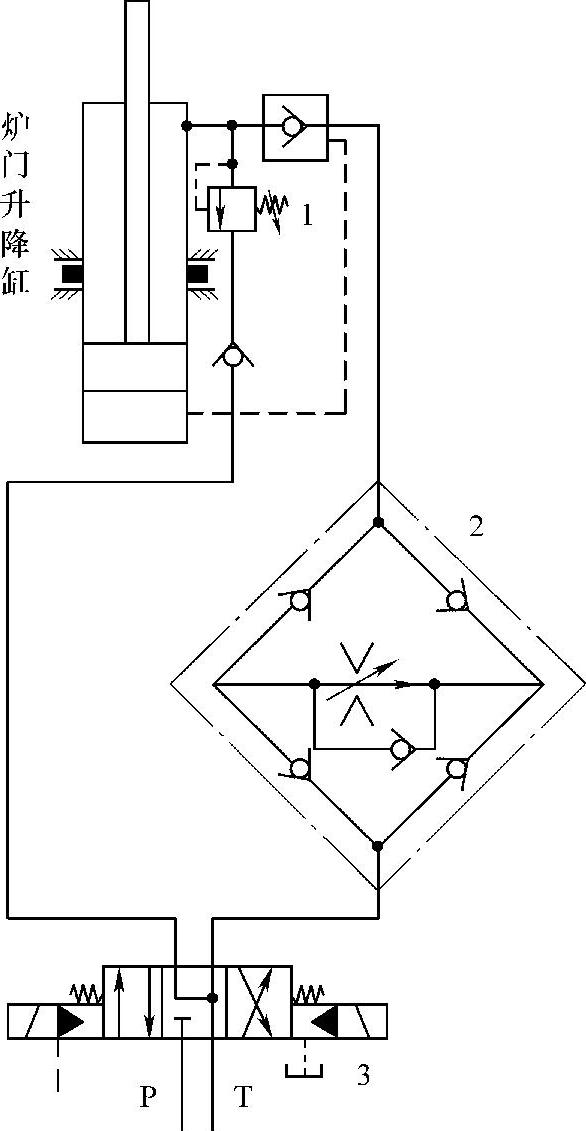
图9-9 装出料炉门液压回路原理图
1—单向溢流阀组 2—单向调速阀组 3—电液换向阀
有关现代冶金设备液压传动与控制的文章

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

天津市地属温带气候区,干燥温暖,全年极端高温为41.2℃,极端低温为-27.4℃。气候条件中对铺装影响最大的因素是气温。根据以上资料,大沽桥桥面铺装材料的设计温度范围取为-15~+70℃,铺装的高温稳定性是设计考虑的主要问题。综合以往桥面铺装设计和试验成果,大沽桥采用双层环氧沥青混合料的铺装方案,铺装层厚度为5 cm。2)环氧沥青铺装施工注意事项粘结层的施工。环氧沥青混凝土的摊铺和碾压。若已产生“死料”,应立即清除。......
2023-07-01

图9.12液压仿形刀架1—工件;2—仿形刀架;3—导轨;4—溜板;5—缸体;6—阀体;7—弹簧;8—阀芯;9—样件;10—触销液压仿形刀架的工作原理是:开机前,仿形刀架组合体处在最后位置,伺服阀阀芯8 在其尾部弹簧7 作用下处在最前端,阀控制开口e1=0,e2 为最大。当触销接触样件后,阀芯的运动受到限制而不再前移,阀体6 继续前移,控制开口e1 逐渐增大,e2 逐渐减小,无杆腔压力p2 逐渐增大,刀架组合体向前运动的速度随之降低。......
2023-06-18

为了便于使所有引脚在0.5 min内形成连接,引线框架表面要包覆一层锡铅共晶焊料。考虑环境方面的因素,这层包覆材料已经由共晶锡铜合金或纯锡代替。然而,这些无铅的锡基涂层会引起锡须的自发生长。这些锡须可能会造成引脚间的短路,引起目前的一个可靠性问题。图1.4硅芯片和引线框架之间的引线键合示意图1.5引脚和基板之间的焊料接头示意......
2023-06-20

活动情境观察液压试验台上各种液压元件的结构和形态以及工作过程。任务要求1.掌握各液压元件的作用和特点。图5.9液压泵的分类泵职能符号如图5.10所示。液压泵基本工作条件①形成密封容积。输出功率和输入功率之比值,称为液压泵的效率η。......
2023-06-30

装钢机进退由1台带编码器的变频电动机经减速机带动传动齿轮箱,使装料托杆运动,完成装料需求,并与先行板坯保持50mm的间隙。出钢机的升降由4支液压缸并联驱动托辊摇臂拉杆来完成。出钢机进退由2台带编码器的变频电动机经减速机带动传动齿轮箱,使出料托杆运行,完成出料需求。......
2023-06-15
通过安装在入口夹送辊的钢带长度计数器,双层剪可以自动将切头切成长度为1m的废料。图10-10 双层剪主要结构示意图图10-11 双层剪液压控制原理图2.双层剪液压回路分析双层剪的剪切动作均由液压缸带动连杆机构完成,其液压控制原理如图10-11所示。该回路的换向单元为25通径的电液换向阀,中位机能为Y型,由叠加式液控单向阀进行锁紧控制,构成保压回路,防止剪刃坠落和误动作,并利用回流节流阀进行速度控制和一定的背压控制。......
2023-06-15
相关推荐