3)采用马弗炉、马槽炉、横罐、小竖罐等进行焙烧、简易冷凝设施进行收尘等落后方式炼锌或生产氧化锌制品。7)炉床面积1.5m2及以下密闭鼓风炉炼铜工艺及设备。14)采用烧结锅、烧结盘、简易高炉等落后方式炼铅工艺及设备。2)安全环保达不到国家标准的成品油生产装置。15)高中温钠法百草枯生产工艺。27)盐酸酸解法皂素生产工艺及污染物排放不能达标的皂素生产装置。14)陶土坩埚玻璃纤维拉丝生产工艺与装备。......
2023-06-30
热轧卷板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成的带钢。热轧钢带厚度为1.2~25mm。热连轧钢板产品包括钢带(卷)及由其剪切而成的钢板。钢带(卷)可以分为直发卷及精整卷(分卷、平整卷及纵切卷)。
热轧钢板的钢材按其材质、性能的不同可分为:普通碳素结构钢、低合金钢、合金钢。按其用途的不同可分为:冷成形用钢、结构钢、汽车结构钢、耐腐蚀结构用钢、机械结构用钢、焊接气瓶及压力容器用钢、管线用钢等。热轧板的含碳量可比冷轧钢板略高些。在成分相差不大的情况下其密度是一样的,如不锈钢,不论冷轧、热轧钢板的密度都在7.9g/cm3左右。热轧是在高温下轧制,冷轧是在常温下轧制。一般来说,冷轧钢板具有更好的强度,热轧钢板具有更好的延展性。冷轧钢板硬度高,加工相对困难些,但是不易变形,表面质量高,一般为薄板,可以作冲压用板。热轧钢板硬度低,机械强度、性能远不及冷加工钢件,也次于锻造加工钢件,表面质量相对较差,但塑性好,有较好的韧性和延展性。加工容易,一般为中厚板。
由于热连轧钢板产品具有强度高、韧性好、易于加工成型及良好的焊接性等优良性能,因而被广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。随着热轧尺寸精度、板形、表面质量等控制新技术的日益成熟以及新产品的不断问世,热连轧钢板、钢带产品得到了越来越广泛的应用,并在市场上具有越来越强的竞争力。
热轧钢板轧制工艺如图9-1所示。
热轧板带生产线主要设备有:步进式加热炉、高压水除鳞机、压力定宽机、双机架四辊粗轧机组、废钢推出装置、保温罩、边部加热器、切头剪、精轧前高压水除鳞机、七机架CVC精轧机组、带钢层流冷却装置、地下卷取机、托盘式钢卷运输线和取样检查装置,以及与生产线相配套的电气自动化系统、水处理设施、液压润滑等辅助设施。
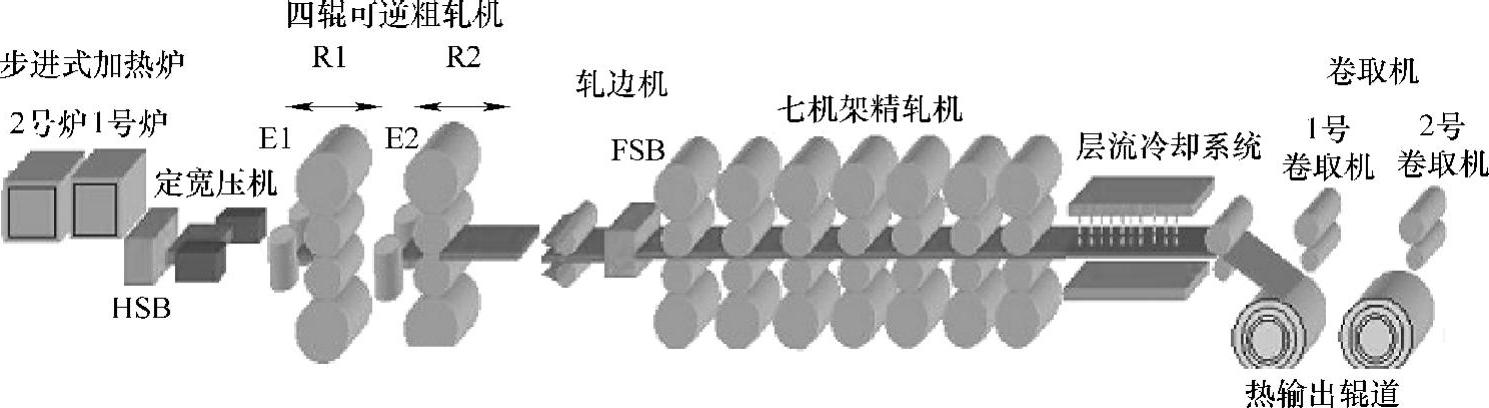
图9-1 热轧钢板轧制工艺
热轧生产线可采用冷坯和热坯两种方式(以热坯为主)组织生产。由板坯连铸车间生产出的合格连铸板坯经过板坯输送辊道,直接从紧邻布置的板坯连铸车间进入生产线的板坯库,板坯库采用三级计算机管理。坯料入炉采用冷装(CCR)、保温热装(HCR)和直接热装(HDCR)三种制度,坯料的热装比约为70%。从板坯库(行车上料)或板坯输送辊道直接送来的板坯在入炉辊道上经过称重、测长和定位后由装料机送入3座步进式加热炉内进行加热,板坯的出炉温度为1150~1250℃。
加热好的板坯出炉后,通过输送辊道输送,再经过高压水除鳞装置除鳞,被送入定宽压力机进行侧压定宽。定宽压力机在轧制除鳞后对板坯施加最大为350mm的侧压,然后由辊道运送进入第一架四辊可逆粗轧机进行3道次轧制,进入第二架四辊不可逆粗轧机进行3道次轧制,经过两架粗轧机将板坯轧制成厚度为30~60mm的中间坯。在各粗轧机前装有轧边机对中间坯的宽度进行控制。
粗轧后的中间坯依据品种和规格的不同来确定是否采用中间保温辊道的保温罩。有些特殊品种需通过板坯边部感应加热器对边部温降进行补偿。中间坯再进入切头飞剪切除中间坯头尾,切头后的中间坯再由精轧除鳞箱用高压水除去二次氧化皮,然后进入七机架精轧机进行轧制,达到最终的产品厚度。在精轧机前装有轧边机对成品带钢的宽度进行控制。
精轧机组的各种速度、位置、压力设定均由计算机控制模型按轧制的带钢产品规格计算和设定。
精轧机轧出的带钢在热输出辊道上由高效的层流冷却系统将热轧带钢由终轧温度冷却到卷取温度,冷却方式、冷却水量都由计算机根据不同钢种、规格、终轧温度、卷取温度计算设定和控制。
当卷取机咬入带钢之前(即穿带时),热输出辊道、夹送辊、助卷辊和卷筒的速度均超前于最后一架轧机轧制速度;当带钢被卷取机咬入后,热输出辊道、夹送辊、卷取机随精轧机同步进行升速轧制;当带钢尾部离开最后一架轧机后,热输出辊道、夹送辊要减速,即滞后于卷取机卷取速度。
冷却后的带钢进入地下卷取机卷取,卷取完成后,由卸卷小车把钢卷托出,运至机旁打捆机处进行打捆,然后由钢卷运输系统将钢卷继续向后运送,经称重、标记后分别运送到热轧钢卷成品库、冷轧原料库和精整原料库。需要检查的钢卷则由钢卷小车送到检查线,打开钢卷进行检查和取样,然后再卷上,送回到钢卷运输系统,经打捆、称重、标记后分别送往热轧钢卷成品库、冷轧原料库和精整原料库。
需要直接发货的钢卷在热轧钢卷成品库内进行堆放冷却;需要进行平整分卷或横切处理的钢卷在精整原料库内冷却,并经机组处理后分别在平整分卷成品库和横切成品库堆放,等待发货;需要送冷轧的钢卷经过钢卷运输链系统通过地下通道直接送往冷轧厂原料库冷却备轧。
冷却后的钢带卷根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为热连轧钢板、平整卷及纵切钢带产品。
有关现代冶金设备液压传动与控制的文章

3)采用马弗炉、马槽炉、横罐、小竖罐等进行焙烧、简易冷凝设施进行收尘等落后方式炼锌或生产氧化锌制品。7)炉床面积1.5m2及以下密闭鼓风炉炼铜工艺及设备。14)采用烧结锅、烧结盘、简易高炉等落后方式炼铅工艺及设备。2)安全环保达不到国家标准的成品油生产装置。15)高中温钠法百草枯生产工艺。27)盐酸酸解法皂素生产工艺及污染物排放不能达标的皂素生产装置。14)陶土坩埚玻璃纤维拉丝生产工艺与装备。......
2023-06-30

换句话说,就是由于TEM自身的不完整性,最终获得的图像与物体之间不可避免地存在着失真现象。图像与物体之间的差,就被称为“像差”。这里主要介绍三种像差的来由。色差的存在对于TEM的会聚能力给出了一个限制。这种焦距与离开磁透镜中心距离相关的像差,被称为球差。这种由磁场分布不均匀而造成的像差对成像质量的影响非常大。这些用于消除像散的线圈组被称为消像散器。......
2023-06-20

由此可见,冷轧管机对于轧制工具材料的选择是非常严格的,而且对轧制工具的机械加工和热处理的工艺要求也同样非常严格。此外,对于轧制工具的表面粗糙度的要求也很高。通常要求轧辊孔型的表面粗糙度必须达到Ra0.2~0.4。目前,有多种不同结构的孔型加工机床。最后一道工序是孔型的表面及芯棒的表面抛光,以使其达到使用要求。关于制作轧辊孔型和芯棒的材料,目前还没有统一的可靠的标准,但常用的有GCr15和H13。......
2023-06-23

物理气相沉积由真空蒸镀、离子镀和溅射镀三种基本方法组成,后两种属于离子气相沉积。PVD法的重要特点是镀膜沉积温度低,只有500℃左右,而且温度还可以降低,沉积速度快。......
2023-06-26

插图应与论文的内容密切相关,应能协助读者理解论文的主旨和研究结果。我们以论文实例2中的Fig.2和一篇报道新型固液相变太阳能热储存材料与技术的论文中[8]的Fig.3为例,来说明设计和作图的注意点。饼状图主要用于研究对象的统计分析,显示其各组分的含量关系。图6-3 饼图,显示2009年各国已经承诺的对绿色环保所作的投入[9]2.线图例如机械图、电气图、流程图、示意图等。......
2023-07-08

(一)知觉及其过程1.感觉与知觉个体的行为来自于他对外界环境的认识。知觉对感觉获得的信息作进一步处理后,反映出事物的整体。也就是说,知觉的选择是个体筛选掉尽可能多的刺激以便能处理最重要的刺激过程。当几种刺激物同时作用于人的感官时,刺激强度大者,如巨响、强光、艳色、浓香等容易引人注意,进入知觉世界。知觉定势是基于过去经验对相同或相似刺激的特定解释的预期。......
2023-08-02
不过,脱水/水和循环是一个特别困难的运行过程,循环过程中所产生的机械应力和膜电极上形成的热点都会减少电堆寿命。控制膜电极水量的系统参数和控制水淹时的参数是一样的。杂质过多会减少膜电极的电活性表面,进而降低催化剂活性,不过采用合适的冲洗机理可以抑制这种影响。实际上,系统突然中止运行或者一段时间后不能使用,不仅仅只是膜电极故障引起的,系统发生故障远非只有这一种原因。......
2023-06-22

当横向生长与垂直生长相比占据主导地位时,晶粒发生聚结。当掩膜带平行于<11-20>时,用ELO生成的GaN横截面呈现为三角形,与生长条件无关。GaN的形态取决于不同层间的相对生长率。所以当通过增加温度或减小压力的方法减少ELO带的垂直生长时,增加横向生长是可行的。通过调节生长环境来改变GaN条纹几何结构的能力可被用于进一步改善薄膜的品质。这就是ELO 2S,一种基于两级GaN生长的技术[BEA 99]。图2-22 ELO GaN在<11-20>和<1-100>定向带上生长的变化图。......
2023-06-15
相关推荐