液压压下系统由高压泵站、蓄能器、控制阀和连接管道组成。蓄能器均采用气囊式,以消除压力波动和满足高峰负荷的需要。在伺服阀前后还装有小型蓄能器,其作用主要是提高伺服阀响应性。以上是对液压伺服系统的要求,而森吉米尔轧机和热平整机的辊缝调节液压系统按一般的液压传动系统要求即可。......
2023-06-15
驱动辊为扇形段的主动辊,它由电动机驱动旋转,在液压缸作用下压紧在铸坯表面,靠摩擦力拖动铸坯向前移动。驱动辊压下的作用不是调节扇形段辊缝,而是调节铸坯向前移动的拖动力。
驱动辊压下控制有单缸压下、双缸压下两种。单缸压下液压系统简单,但是需要设置机械滑块,以确保辊道平行压下而不会发生倾斜。双缸压下需要做到液压同步,以确保辊道平行压下。液压同步可使用同步阀实现,也可由调速阀实现。
1.使用同步阀的双缸驱动辊压下控制系统
使用同步阀的双缸驱动辊压下控制系统如图8-36所示。该系统辊道压下采用双液压缸,使用同步阀6保证两个液压缸同步。电磁换向阀1和液控单向阀5、蓄能器配合使用。正常生产时,电磁换向阀1得电打开液控单向阀5,液压缸自由调整。断电状态时,电磁换向阀1失电,液控单向阀5关闭,利用蓄能器给液压缸供油,确保连铸机有足够的时间将铸坯拉出连铸机。电磁换向阀2用于驱动辊压下力的切换,以及拉引锭杆和拉热坯时使用不同的压力:电磁阀位于右边工位时,使用P1口的压力;电磁阀位于左边工位时,使用P2口的压力。电磁阀3、4配合使用,完成液压缸压下或者抬起的换向功能。
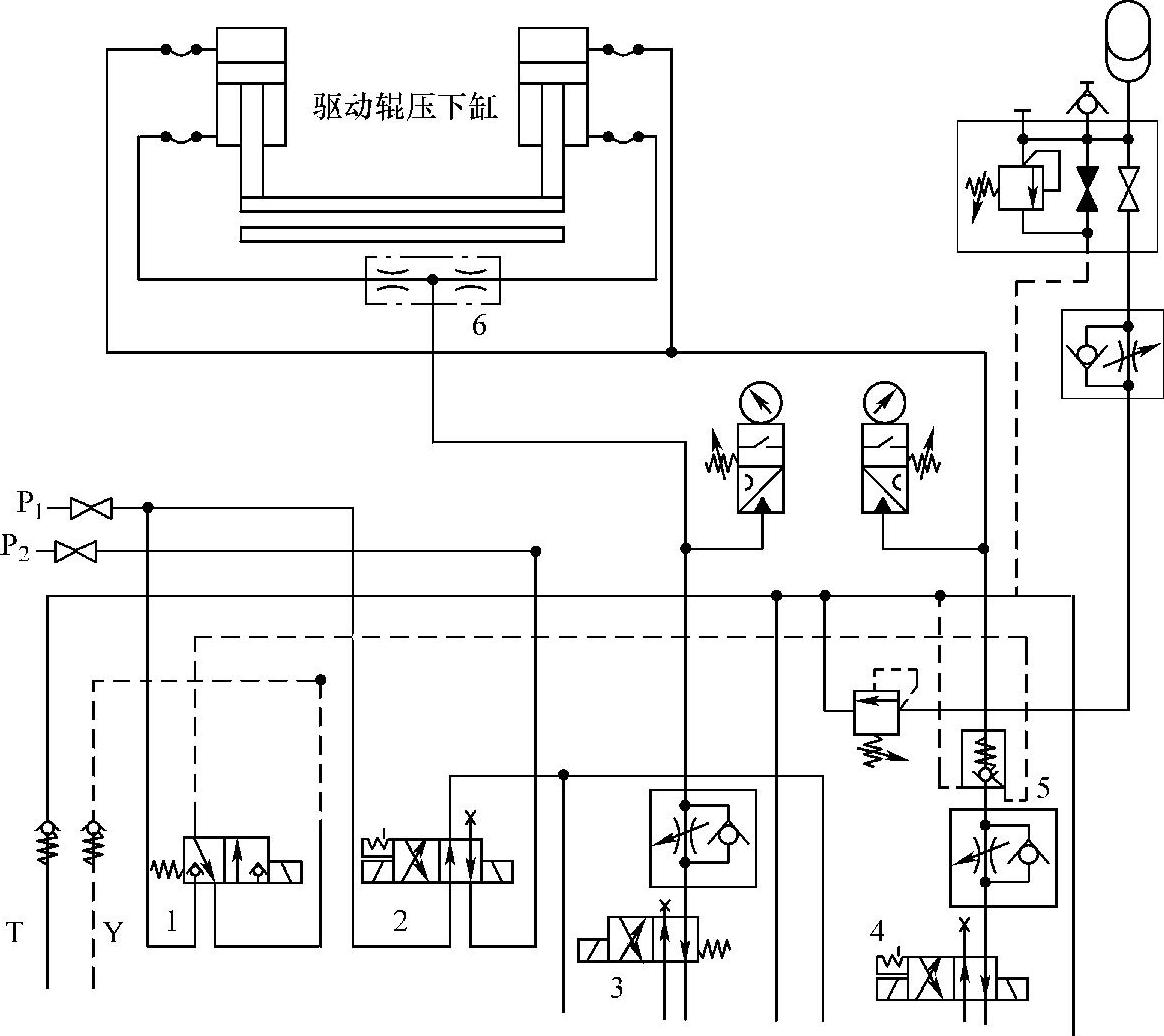
图8-36 使用同步阀的双缸驱动辊压下控制系统
1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀
2.使用调速阀的双缸驱动辊压下控制系统
使用调速阀的双缸驱动辊压下控制系统如图8-37所示。该系统辊道采用双液压缸压下,使用调速阀1、2来保证两个液压缸的同步,另外电磁换向阀8,液控单向阀3、4及蓄能器配合使用。正常生产时,电磁换向阀8处于得电状态,切断液控单向阀3、4控制油,使液控单向阀3、4关闭;事故状态时,液压站停止供油,电磁换向阀8同时断电,液控单向阀3、4被蓄能器存储的液压油打开,液控单向阀组5关闭,蓄能器内的液压油进入液压缸,维持连铸机动力直到将铸坯拉出扇形段为止。
抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。需要抬起驱动辊时,电磁换向阀6得电打开液控单向阀组5,将液压缸上腔与油源连通,完成驱动辊抬起功能;驱动辊抬起后,在维修模式下,如果需要维持驱动辊抬起状态,同时需要停止液压站供油,此时应关闭电磁换向阀6及关闭液控单向阀组5,液压缸上腔内液压油被封闭,便可维持驱动辊抬起状态。
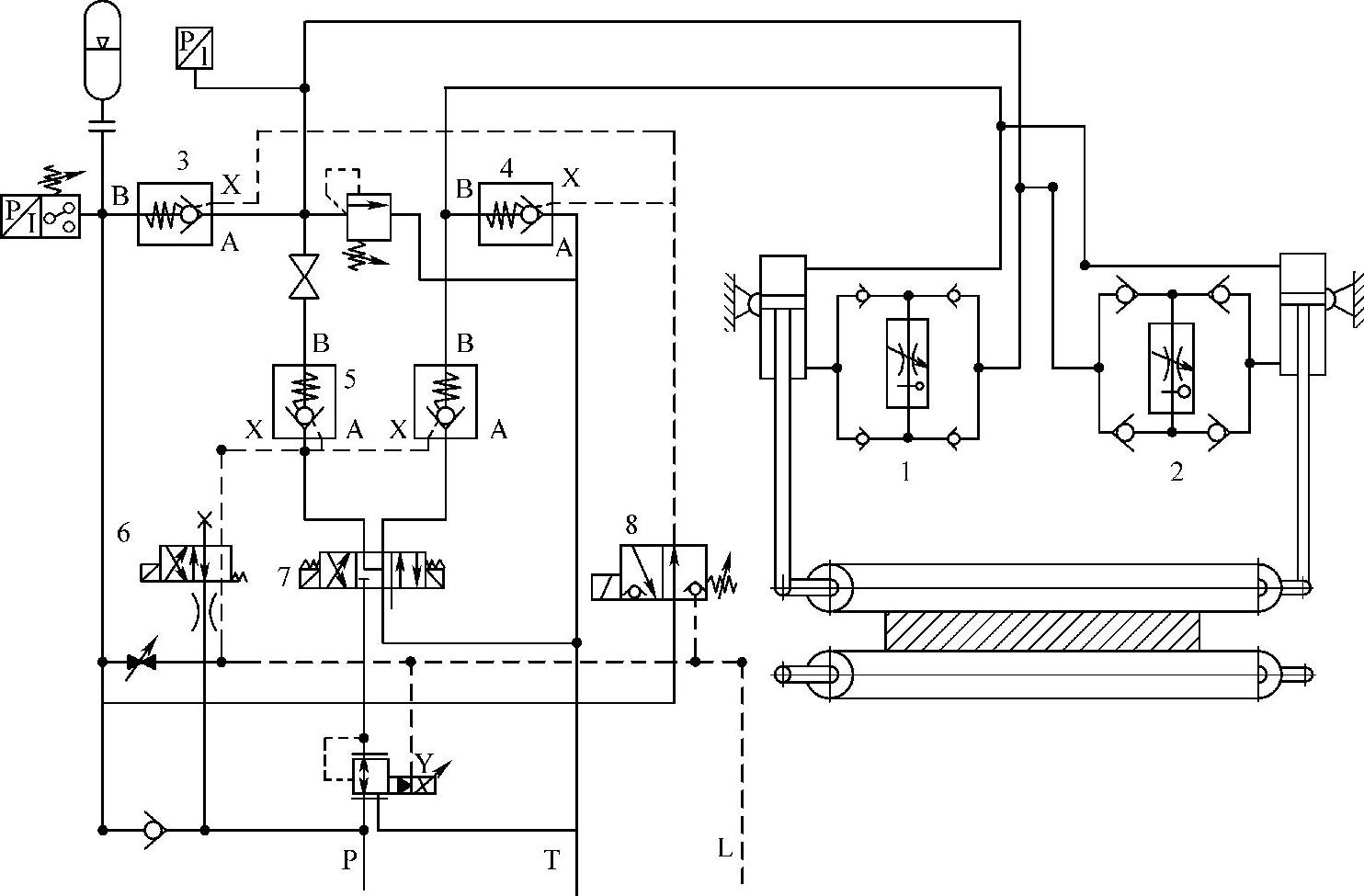
图8-37 使用调速阀的双缸驱动辊压下控制系统
有关现代冶金设备液压传动与控制的文章

液压压下系统由高压泵站、蓄能器、控制阀和连接管道组成。蓄能器均采用气囊式,以消除压力波动和满足高峰负荷的需要。在伺服阀前后还装有小型蓄能器,其作用主要是提高伺服阀响应性。以上是对液压伺服系统的要求,而森吉米尔轧机和热平整机的辊缝调节液压系统按一般的液压传动系统要求即可。......
2023-06-15

图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2023-06-15

开卷机还配置有外支撑和抗折弯辊,用于热轧卷上开卷机后对卷筒芯轴进行支撑和对热轧卷进行预处理。抗折弯辊由单侧液压缸驱动,并提供适当的压紧力对热轧卷进行处理及辅助改善热轧板型。......
2023-06-15

双机架平整机的辊缝调节柱塞缸放置在下机架的横梁上,是推上控制。虽是推上控制,但在带钢连轧机伺服系统中仍统称压下系统,其辊缝控制量仍称压下量。双机架平整机组22/15MPa液压系统是供平整机的液压辊缝调整和工作辊弯辊装置共用的。被过滤的液压油经过可变节流阀2分别输送给控制推上柱塞缸的4个控制阀座。在工作过程中,第一机架的两个推上柱塞缸从柱塞和缸体间泄露的油被引入另一油管直接返回油箱。......
2023-06-15
热轧机的1~7号机架的弯辊控制方式完全相同,均由操作人员根据轧制过程中的实际操作经验预选正负弯,并确定弯辊油压,再通过电液比例减压阀输出所给定的稳定压力来控制弯辊液压缸。调节电液比例减压阀的输出油压,则可调节弯辊力,从而改善板型。......
2023-06-15
平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15

图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2023-06-15
窜辊机构主要由窜辊液压缸和窜辊块组成。图10-16 中间辊窜辊功能示意图2.中间辊窜辊的液压回路分析中间辊窜辊是由窜辊液压缸驱动的,其液压原理如图10-17所示。......
2023-06-15
相关推荐