某冷轧厂五机架冷连轧机组的辊缝调整有两个液压系统,即1号和2号机架为一个系统,3号~5号机架为一个系统。液压油经高压泵20送往截止阀和格栅过滤器21,再经过单向阀将油送入压力蓄能器管路,并到达液压缸控制系统的单独的蓄能器1。表11-3 辊缝调整液压缸技术参数4.五机架冷连轧机液压压下系统的特点组成结构特点 该系统是由液压站、减压装置、蓄能器装置伺服阀和控制盘等组成。......
2023-06-15
1.扇形段辊缝调整机理
连铸机扇形段是连铸机的重要组成部分,它由弯曲段、弧形段、矫直段、水平段及基础框架支撑结构等组成。扇形段中的弧形段、矫直段、水平段均采用整体、密排的辊列,扇形段辊缝自上而下逐渐收缩,有利于改善铸坯内部质量,因此扇形段辊缝控制是连铸机最重要的控制动作之一。
图8-31 扇形段的一般结构
扇形段的一般结构如图8-31所示,其分成上、下两个框架。下框架固定在基础上,上框架为浮动框架,上、下框架各有一组辊道。外侧四个液压缸为辊缝调节液压缸,缸体与上框架固定,活塞通过拉杆固定在下框架上,两个框架之间间隙的拉开与接近通过液压缸活塞的伸出与收回来完成,上、下两个辊组随着框架的动作完成辊缝的调整。
辊缝的调整有两种方式:一种是液压系统仅打开或者关闭辊缝,具体辊缝的大小通过垫在框架间的辊缝垫块的尺寸来决定;另一种是在液压缸上设置位置传感器,通过位置反馈,由液压控制系统控制辊缝的大小。
2.垫块调整辊缝液压系统
垫块调整辊缝液压系统如图8-32所示。该系统液压缸的作用仅是打开或者关闭辊缝,因此四个液压缸不需要设置位置传感器。
电磁换向阀1控制液控单向阀5的反向启闭。电磁换向阀1得电,液控单向阀5正反向均导通,辊缝可双向调整;电磁换向阀1断电,液控单向阀5反向闭锁,将液压缸有杆腔内的高压油锁闭。生产状态下,电磁换向阀1始终得电,液控单向阀5处于打开状态,高压进入液压缸有杆腔,将扇形段活动侧向固定侧压紧,确保辊缝为垫块设定尺寸,液压缸大腔液压油经电磁换向阀3回油箱;如果遇到变形坯,液压油会倒流将辊缝适当打开一点。故障状态下,电磁换向阀1断电,液控单向阀5迅速关闭,将高压油锁定在液压缸有杆腔,维持辊缝状态直到板坯被拉出扇形段。
电磁换向阀2用于切换供油压力,生产时选择P1口的压力,该压力低于系统压力,仅略高于生产时液压缸压力。当冷坯或者变形坯进入扇形段时,液压缸内液压油会通过进油管返回一部分,从而适当调整辊缝让过变形坯,保护设备免受损坏。维护时切换到P2口的压力,即为系统压力,可以完成各种维护动作。电磁换向阀3、4配合使用,控制液压缸的上行和下行,完成扇形段的打开和关闭。电磁换向阀3断电、电磁换向阀4左位时液压缸下行,电磁换向阀3得电、电磁换向阀4右位时液压缸上行。
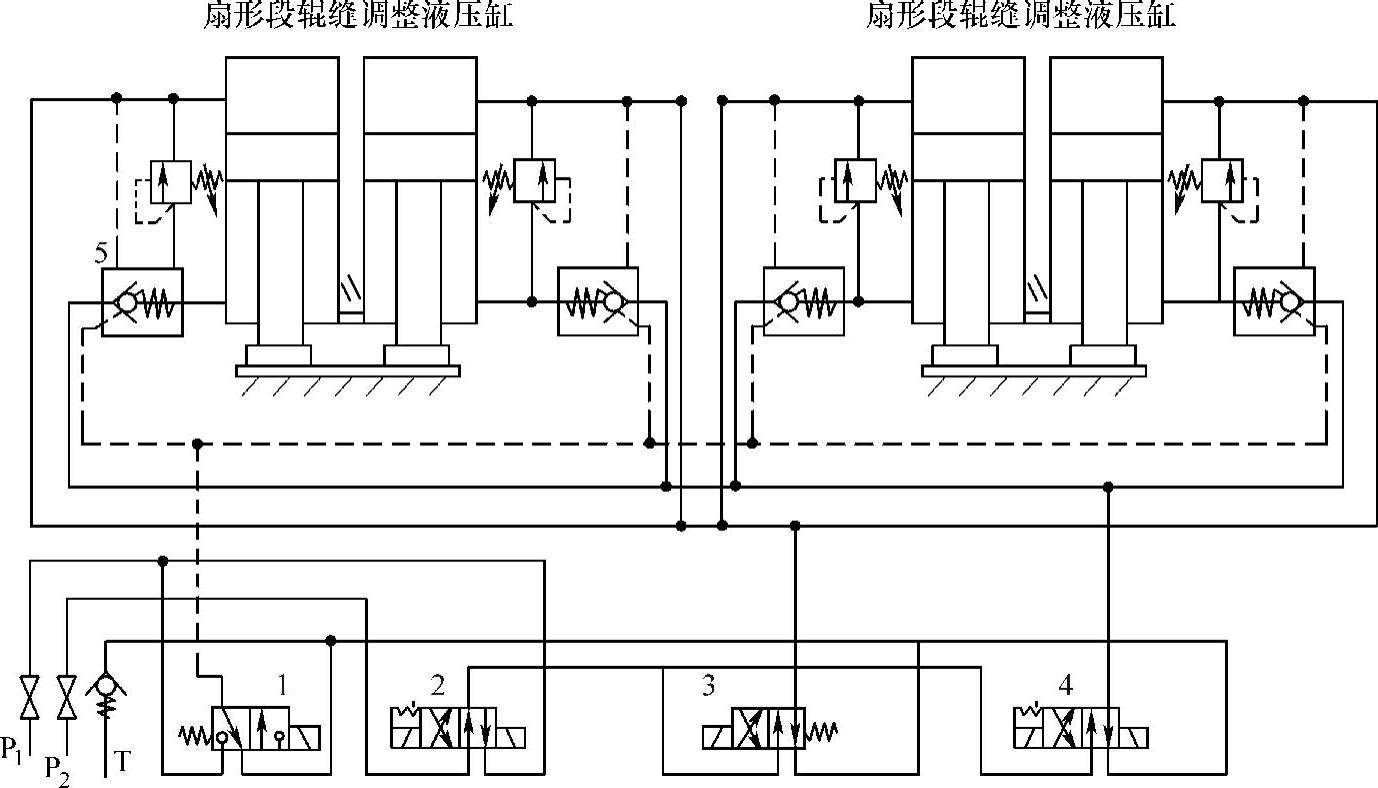
图8-32 垫块调整辊缝液压系统
1、2、3、4—电磁换向阀 5—液控单向阀
3.液压调整辊缝方式
液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。
(1)电磁阀组调整辊缝液压系统 最简单的电磁阀组调整辊缝液压系统如图8-33所示。该控制系统使用最简单的电磁阀组4、5、6、7控制相对应液压缸的伸缩,每个液压缸配置的位置传感器的反馈信号打开或者关闭液压缸对应的阀组,从而完成辊缝调整的动作。正常生产时,电磁阀组4、5、6、7完全关闭,液压缸内油液与泵源完全隔离。
每个液压缸本体装配了一个油路块,在这个油路块上设置了安全阀1,扇形段压紧板坯时,液压缸受力侧连通安全阀,在遇到冷坯或者变形坯时,安全阀打开,适当调整辊缝,防止设备受力损坏。扇形段经常拆卸更换,污染物容易进入管道污染系统,在扇形段上设置了两个单向阀2,当电磁换向阀10得电时,单向阀8和单向阀2同时打开,进回油连通完成冲洗功能,将已经进入系统的污染颗粒带入油箱。当电磁换向阀11得电时,仅打开单向阀2,此时液压缸上下两腔连通,完成泄压功能。此时操作快速接头非常容易。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。正常生产时该单向阀打开,发生软管破裂时辊缝会发生变化,一旦超过设定值,系统会自动关闭电磁换向阀12和液控单向阀3,将辊缝维持在一个安全位置,以防止出现辊缝过大导致漏钢等恶性事故。电磁阀组4、5、6、7中的每一个均是由四只两位两通电磁阀a1、a2、a3、a4组装成的阀组,如图8-34所示。液压油由P口经过a1、a3进入液压缸,回油经过a2、a4进入T口流回油箱。从动作时序表中可以看出,该阀组除了普通换向阀的打开、关闭功能外,还具备停止和冲洗功能,而这些功能都是连铸机正常生产必备的。
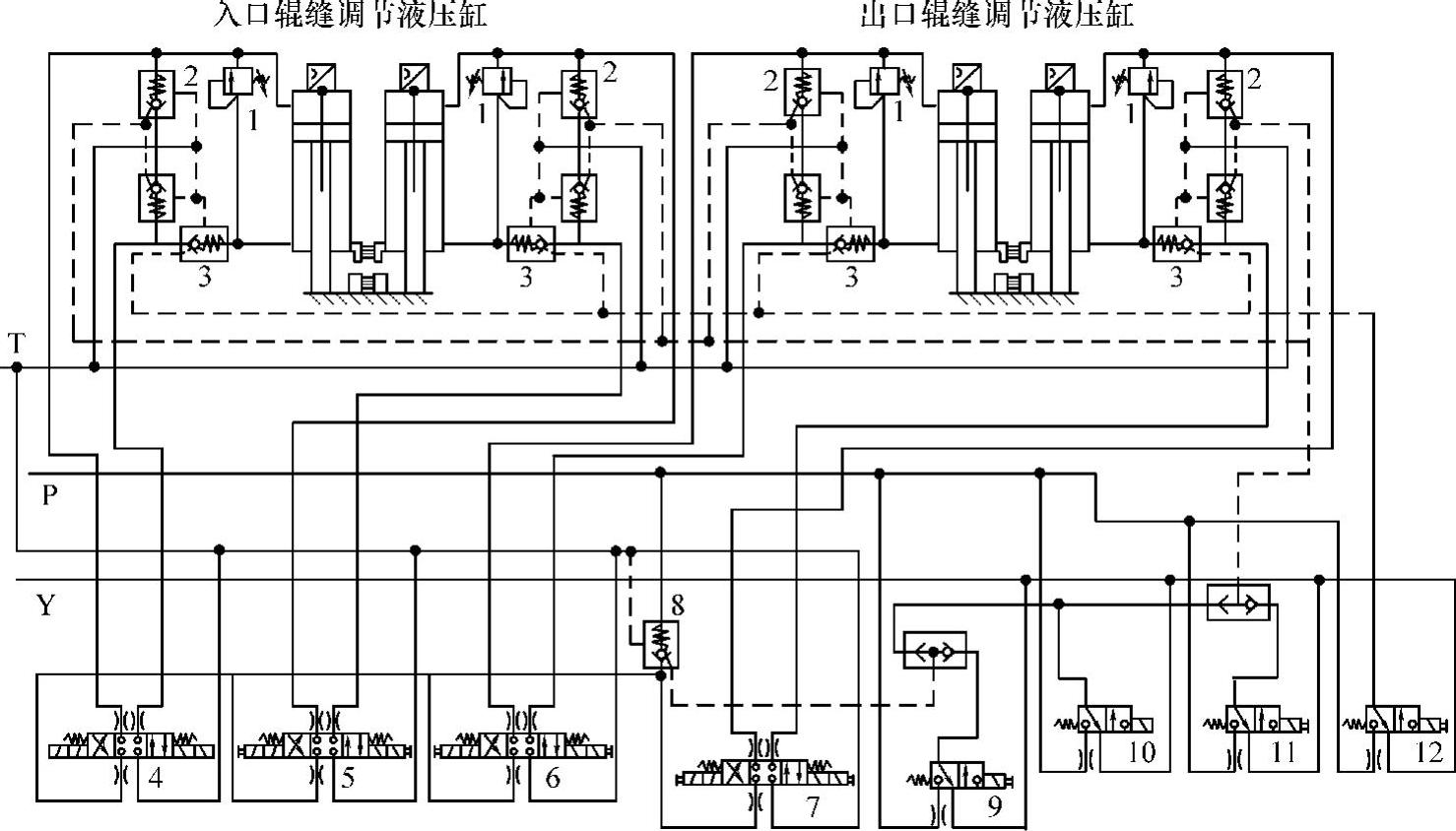
图8-33 最简单的电磁阀组调整辊缝液压系统
1—安全阀 2、8—单向阀 3—液控单向阀 4、5、6、7—电磁阀组 9、10、11、12—电磁换向阀
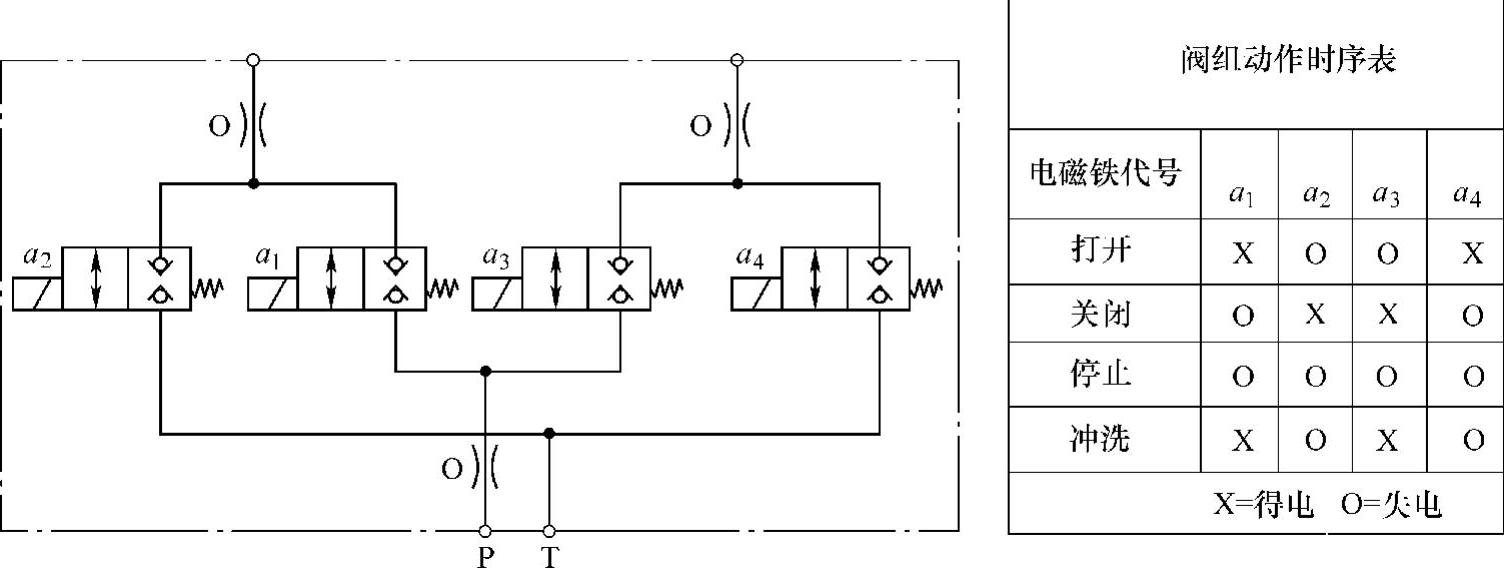
图8-34 电磁阀组
(2)比例伺服阀调整辊缝液压系统 如图8-35所示,液压缸上设置了安全阀和液控单向阀,安全阀用于保护设备免受过载损坏,液控单向阀在事故状态可以将扇形段辊缝锁定,防止辊缝打开出现生产事故。
该系统由于使用比例伺服阀控制,故对系统清洁度要求较高,为了防止管道拆卸带来的污染损坏比例阀,在快速接头与比例阀间设置了过滤器组,从而将污染颗粒隔离在系统之外;在比例阀前后设置了单向阀组,电磁换向阀1关闭时,单向阀组关闭,一方面可保护比例阀免受外界压力波动的损害,延长比例阀寿命,另一方面可将液压缸与油源系统隔离,防止外界干扰导致辊缝波动,维持辊缝的稳定,提高铸坯质量。

图8-35 比例伺服阀调整辊缝液压系统
辊缝调整时,液压缸上腔由比例三通减压阀始终给油,维持一定的压力;当需要打开辊缝时,比例阀开口度减小,液压缸下腔油压降低,缸体上抬,打开辊缝;当需要减小辊缝时,比例阀开口度增加,下腔油压增加,液压缸缸体下移,关闭辊缝;当需要维持辊缝时,电磁换向阀1失电,关闭比例阀前后单向阀,液压缸上、下腔压力平衡,辊缝锁定。
有关现代冶金设备液压传动与控制的文章

某冷轧厂五机架冷连轧机组的辊缝调整有两个液压系统,即1号和2号机架为一个系统,3号~5号机架为一个系统。液压油经高压泵20送往截止阀和格栅过滤器21,再经过单向阀将油送入压力蓄能器管路,并到达液压缸控制系统的单独的蓄能器1。表11-3 辊缝调整液压缸技术参数4.五机架冷连轧机液压压下系统的特点组成结构特点 该系统是由液压站、减压装置、蓄能器装置伺服阀和控制盘等组成。......
2023-06-15

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2023-06-15

开卷机还配置有外支撑和抗折弯辊,用于热轧卷上开卷机后对卷筒芯轴进行支撑和对热轧卷进行预处理。抗折弯辊由单侧液压缸驱动,并提供适当的压紧力对热轧卷进行处理及辅助改善热轧板型。......
2023-06-15
双机架平整机的辊缝调节柱塞缸放置在下机架的横梁上,是推上控制。虽是推上控制,但在带钢连轧机伺服系统中仍统称压下系统,其辊缝控制量仍称压下量。双机架平整机组22/15MPa液压系统是供平整机的液压辊缝调整和工作辊弯辊装置共用的。被过滤的液压油经过可变节流阀2分别输送给控制推上柱塞缸的4个控制阀座。在工作过程中,第一机架的两个推上柱塞缸从柱塞和缸体间泄露的油被引入另一油管直接返回油箱。......
2023-06-15
图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2023-06-15
图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15
定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15

表11-6 控制方式与对应的常数设定①此设定值是指带钢轧机在实际控制时Ke所使用的近似值。所以对应ΔS有只要改变轧机刚性调节系数,就可以改变因轧制力引起辊缝变化所对应的轧机常数,便可补偿轧机弹跳量。......
2023-06-15
相关推荐