目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15
结晶器是连铸机中的铸坯成型设备,是连铸机的核心设备之一。其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,散出钢液的热量,使之降温,使坯壳逐渐凝固成为具有所需断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。结晶器结构如图8-20所示。
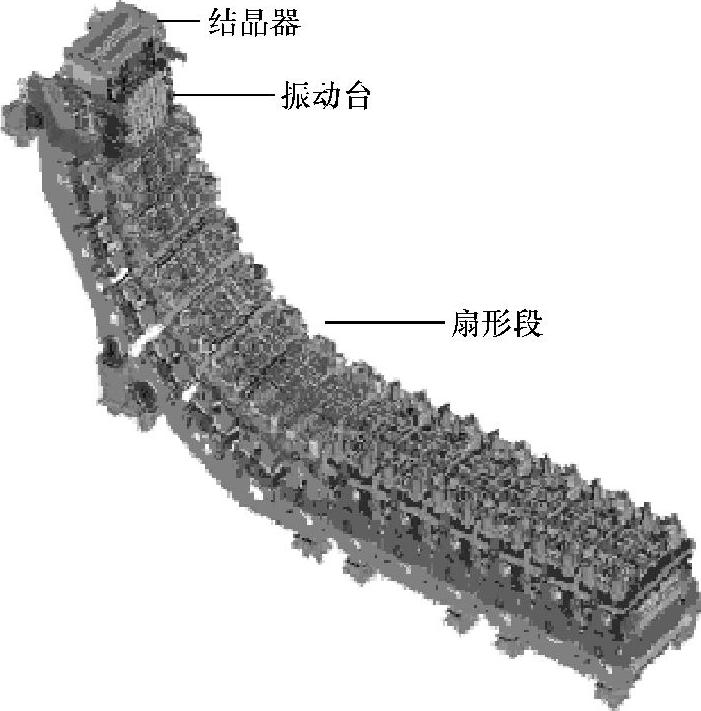
图8-19 铸流设备
图8-20 结晶器结构
1.宽面压紧力调整液压控制回路
(1)宽面压紧力调整的机理 图8-21所示为板坯连铸机的结晶器水口结构,它是由两块宽面铜板和两块窄面铜板组成。宽面铜板压在窄面铜板上,压紧力是用蝶形弹簧的预紧力,松开液压缸的液压力抵消弹簧的预紧力后使宽面铜板松开,便于窄面铜板动作,调节水口宽度,如图8-22所示。正常生产时,松开液压缸无输出力,蝶形弹簧一方面将左侧宽面铜板向右推,另外一方面向左推动拉杆,通过拉杆将右侧宽面铜板向左压,这样,两侧的宽面铜板紧紧压在窄面铜板上,并抵消内部钢液向外的静压力,确保在整个生产过程中,钢液被封闭在结晶器内形成坯壳;在线调宽时,内部始终受到钢液静压力的作用,这时给液压缸一个可控的力量,使钢液静压力和液压缸力之和与蝶簧力相当,此时宽面铜板对窄面铜板的作用力基本为0,窄面铜板具备动作条件,同时宽面依然压靠在窄面上,不会发生钢液泄漏事故,生产依然正常进行;生产准备时,为了清理铜板表面杂物和进行引锭杆操作,需要完全打开结晶器,此时给液压缸一个远大于蝶簧力的液压力,利用液压缸将蝶簧压缩,给宽面铜板打开留出活动空间。
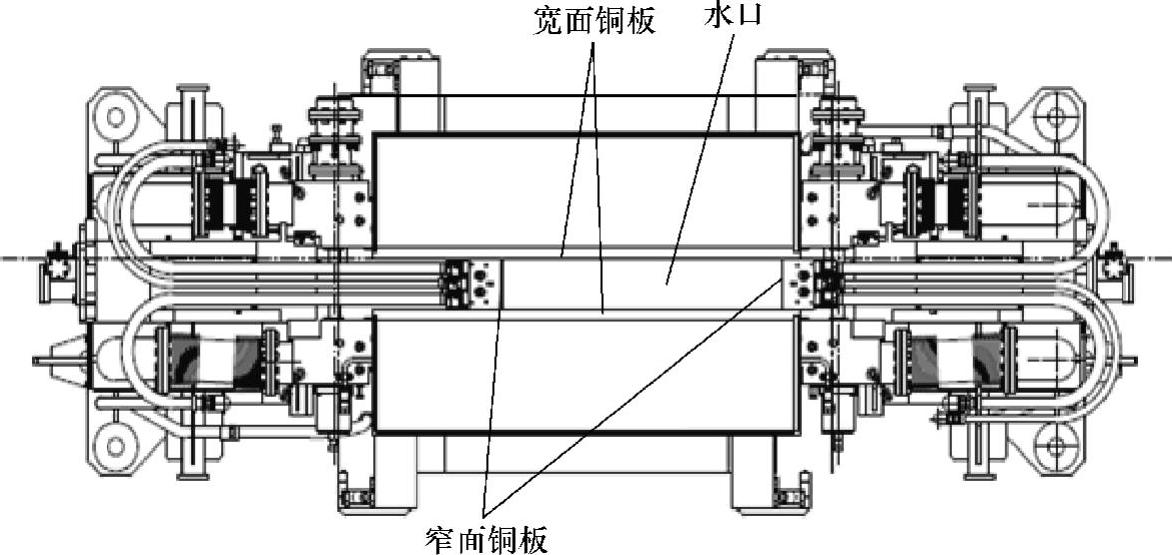
图8-21 板坯连铸结晶器水口结构

图8-22 结晶器宽面压紧力调整
(2)宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。正常生产时,电磁阀3、4的电磁铁全部失电,液压缸中的液压油通过电磁阀4回油箱,液压缸对外没有力量输出,结晶器水口在压紧蝶簧作用下关闭。
生产准备调宽时,电磁阀4得电,回油关闭,电磁阀3左侧电磁铁得电,液压油通过电磁阀3经过减压阀5分别进入上下两组液压缸,液压缸输出压力抵消蝶簧压力,由于减压阀5压力设定较高,液压缸输出力远大于蝶簧力,结晶器水口完全打开,为生产准备提供便利条件。
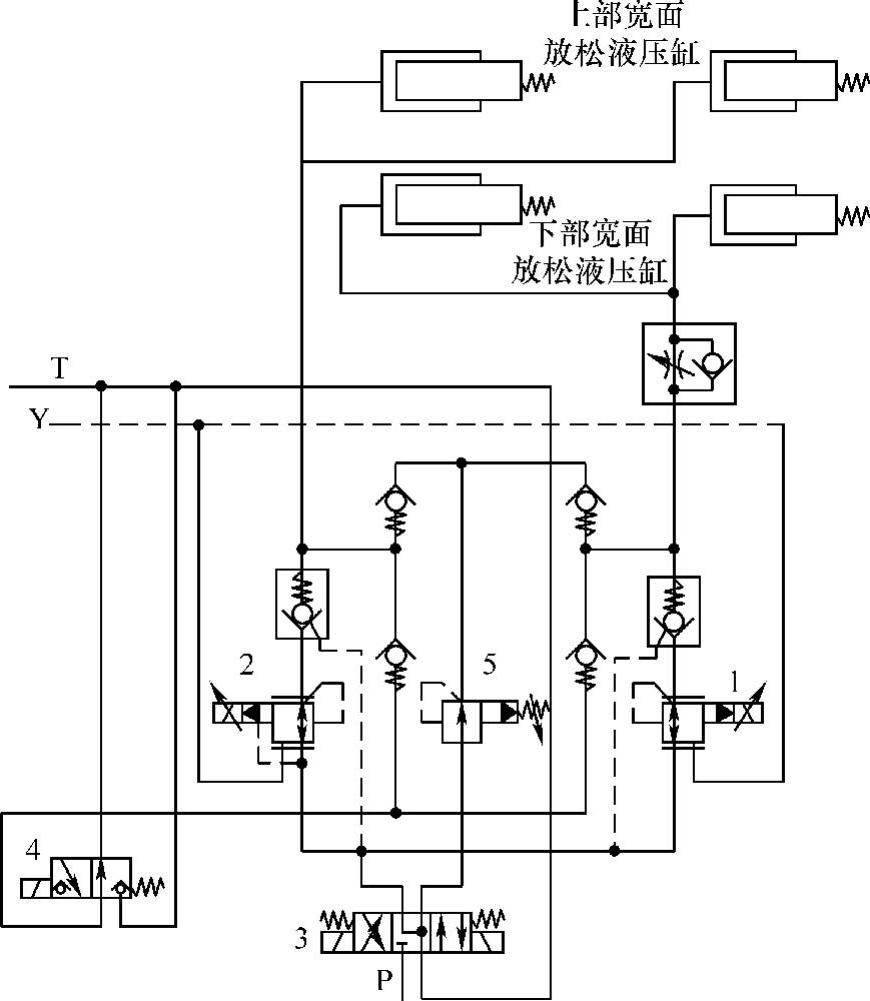
图8-23 结晶器宽面压紧力调整液压控制回路
1、2—电磁减压阀 3、4—电磁阀 5—减压阀
在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。由于生产时,结晶器内充满钢液,上部和下部液压缸所处深度不同,钢液静压力随着变化,上部静压力小,下部静压力相对较大,因此给予上部液压缸的油压较大,而给予下部液压缸的油压较小,加上钢液静压力,刚好抵消蝶簧产生的压力。此时在多个力的作用下,宽面夹紧力基本为零,窄面受压力降为0,钢液被封闭在结晶器内,同时窄面可以自由调整完成在线调宽功能。
为了确保生产中液压缸处于泄压状态,窄面铜板被适当压紧,又不压坏,而在线调宽时宽面夹紧力要降低为0,避免窄面铜板在受压状态强制动作被损坏。液压缸输出压力在不同工况应控制在不同的设定值。为此,在上、下部液压缸油路上设置压力传感器(即压力继电器),只有在液压缸油路的压力在对应的设定值时方可进行相关的动作。
有些结晶器设计为了简化液压系统,在机械机构上设置了限位,同时在结晶器组装时调整上下蝶簧压紧力,使结晶器充满钢液时,上下部钢液静压力的差别与蝶簧的压紧力的差别进行抵消,这样不管在宽面调整还是维护,液压缸输出力都一样。宽面压紧力调整简化液压控制系统如图8-24所示。
2.结晶器自动锁紧
(1)结晶器锁紧结构 由于结晶器铜板属于消耗件,随着生产的进行,铜板会逐渐磨损,厚度降低,表面粗糙度降低,而厚度和表面粗糙度降低到一定的程度就需要下线修复,因此结晶器和振动台连接的锁紧方式就要求比较灵活,需便于拆装。结晶器和振动台连接的锁紧有两种形式:一种是液压螺母形式,即结晶器在振动台上对位落座后,使用液压螺母锁紧在振动台上,这种方式操作复杂,需要用一套工具临时连接液压螺母,且锁紧力难以控制。另一种是现在通常采用的顶升液压缸锁紧形式,如图8-25所示。图8-25a所示为结晶器顶升液压缸锁紧装置结构图,最下部为顶升液压缸,复位蝶簧套压在液压缸活塞上方,锁紧杆的端部设置定位销孔。结晶器安装就位后,液压缸顶起,锁紧杆升出结晶器连接板露出销孔,手动插入销子后,液压缸压力解除,锁紧杆在复位蝶簧作用下向下拉紧,带动销子将结晶器按照设计的压力紧紧压在振动台上,压紧力即为蝶簧预紧力。
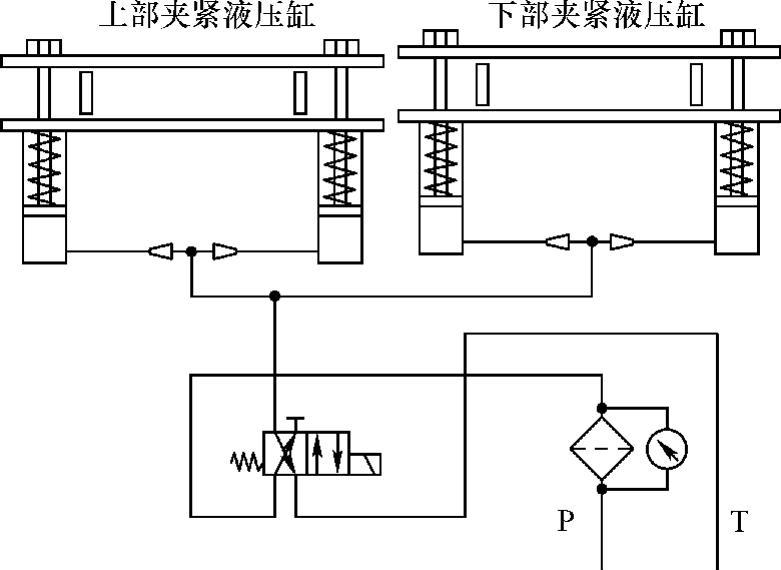
图8-24 宽面压紧力调整简化液压控制系统

图8-25 顶升液压缸锁紧形式
a)结晶器顶升液压缸锁紧装置结构 b)结晶器锁紧液压回路
1—换向阀 2—单向阀 3—单向节流阀
(2)结晶器锁紧液压回路 结晶器锁紧液压回路如图8-25b所示。换向阀1控制顶升液压缸泄压或者顶升,泄压时结晶器锁紧,顶升时才可将锁紧松开。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。为此,系统使用带定位的双电磁铁两位四通阀,该阀有记忆功能。生产过程中,阀的右侧电磁铁始终得电,以确保液压缸油路始终连接回油管,即使发生断电事故,由于电磁阀具有记忆功能,仍然能保证液压缸泄压,使蝶簧预紧力完全起锁紧作用。检修时,电磁阀左侧电磁铁得电,液压油进入液压缸,抵消蝶簧预紧力,顶起锁紧杆。这时,方可打开结晶器锁紧销。此后,即使检修液压站,液压站停止供应液压油,系统的单向阀2已将高压油锁在液压缸内,锁紧杆仍保持在顶起状态。为了避免生产中由于干扰信号误打开定位销导致结晶器锁紧失效带来的生产事故,系统还设置了压力传感器进行实时监控,一旦发生误动作,系统将自动关闭钢液供给,停止浇注,从而可避免发生恶性事故。
3.结晶器在线调宽
(1)结晶器在线调宽功能 连铸的每次开浇,操作工序都很复杂、费时费力,开浇又是漏钢事故的高发期。轧机对连铸板坯的宽度有多种需求,为了满足轧机的要求,结晶器的水口宽度需经常调整。若每次宽度调整都要停止生产,调好后再重新开浇,将极大影响连铸生产。为了减少生产事故,提高生产率,现代化板坯铸机均配置了水口宽度在线调宽功能。在线调宽功能可实现在连续生产过程中对板坯规格进行调整,避免了反复停产和开浇。
图8-26所示为板坯铸机结晶器在线调宽功能示意图。图8-26a所示为结晶器窄面铜板布置,图8-26b所示为调宽的动作过程。在线调宽实际上包括两个关键动作:首先是结晶器宽面夹紧进行压力释放动作,使得宽面对窄面的压力减少到窄面可正常移动,同时确保钢液静压力不会使宽面铜板与窄面铜板间产生间隙导致漏钢;其次利用窄面驱动装置调整窄面铜板的锥度和位置,达到调宽的目的。

图8-26 板坯铸机结晶器在线调宽功能
(2)窄面铜板驱动装置 窄面铜板驱动装置一般有两种形式:
1)伺服电动机控制。使用伺服电动机,通过减速机、连杆调整窄面铜板位置。这种控制方式由于包含了很多机械运动副,必然会有很多机械缝隙,如减速机的齿轮间隙、连杆连接的轴隙等,这些间隙进行累加后会直接影响调宽精度。
2)液压缸控制。由于液压缸可进行直接位置检测与控制,避免了电动机控制的机械间隙累加,调整精度较高,因此液压调宽成为现代板坯连铸机的常规配置。但是这种配置对液压系统维护要求较高,需确保系统稳定可靠,否则一旦发生误动作将必然导致漏钢事故。
(3)在线调宽液压缸控制回路
1)简单的调宽液压缸控制回路如图8-27所示,其每个窄面铜板对应两个液压缸和两套伺服阀。每个液压缸均配置位置传感器,位置传感器反馈的位置信号参与控制伺服阀,确保液压缸始终浮动在设定位置,这是一个较为简单的系统。

图8-27 简单的调宽液压缸控制回路
2)改进的调宽液压缸控制回路。为了保护伺服阀,同时为了提高系统的可靠性,在图8-27所示系统的基础上进行了一些改进,形成如图8-28所示的系统。

图8-28 改进的结晶器液压调宽
1—电磁切换阀 2—压力继电器 3—伺服阀 4—液压锁 5—压力缓冲阀 6—压力检测传感器
改进后的系统适当增加了一些检测和保护装置:伺服阀3后设置一套液压锁4,位置稳定后,关闭液压锁,使得液压缸锁定在合适的位置,以防止系统压力波动导致漏钢,并且将液压缸和伺服阀隔离,保护伺服阀免受压力波动影响,延长元件寿命;伺服阀前设置一个电磁切换阀1,功能和液压锁类似,当液压缸不需要动作时,切换阀关闭,保护系统和伺服阀,同时可以防止信号干扰出现误动作;在供油和回油路上设置压力继电器2,实时监控系统供油和回油压力,一旦发生意外,可及时停止钢液浇注,避免恶性事故发生;液压缸的两腔各设置了一个压力检测传感器6,用以实时监测液压缸受力情况,以便在压力不足时可以及时采取措施防止意外发生,另外由于本套系统完全封闭安装在环境恶劣的浇注设备中,维护人员无法接近,故将此两个压力检测数据送到计算机系统,可为事故诊断提供数据和依据,便于及时发现和排除故障;液压缸的两腔还各设置了一个压力缓冲阀5,在液压缸运动过程中,两腔压差过大时压力缓冲阀开启,可将高压腔压力释放到低压腔,避免液压缸对铜板产生冲击。
有关现代冶金设备液压传动与控制的文章

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2023-06-15

通过安装在入口夹送辊的钢带长度计数器,双层剪可以自动将切头切成长度为1m的废料。图10-10 双层剪主要结构示意图图10-11 双层剪液压控制原理图2.双层剪液压回路分析双层剪的剪切动作均由液压缸带动连杆机构完成,其液压控制原理如图10-11所示。该回路的换向单元为25通径的电液换向阀,中位机能为Y型,由叠加式液控单向阀进行锁紧控制,构成保压回路,防止剪刃坠落和误动作,并利用回流节流阀进行速度控制和一定的背压控制。......
2023-06-15

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2023-06-15

图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2023-06-15
平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15


相关推荐