在整个成本控制过程中,良好、有效的控制制度及环节要有整体、系统的观念,即目标一致。信息反馈是成本控制上最重要的一环。成本控制取决于企业内部的同心协力,上下结合,既要明确责任,又要同心协力,这样才能提高成本的可控程度。......
2025-09-29
中包是连铸机连续浇注的关键设备。开浇前,中包行走时,为了保护水口,必须将中包抬高;浇注时,中包水口需要插入结晶器钢液液面以下,防止钢液与空气接触和钢液冲击造成卷渣;浇注过程中,为了延长水口寿命,防止保护渣对水口的侵蚀,需要不断调整中包高度。基于以上工艺要求,中包必须具备高度可调的升降控制功能。中包升降设计有两种结构:两缸升降机构和四缸升降机构。两缸升降机构投资成本低,控制简单,但是控制中包对中难度较大;四缸升降机构中包对中简单,但是投资成本高,控制相对复杂。
1.同步液压马达控制两缸升降
同步液压马达控制两缸升降机构的液压原理如图8-16所示。
1)为了控制中包运动平稳,减少冲击,使用比例阀6控制升降速度,低速起步,逐步加速,停止时逐步降低速度,最后以很小的速度停止,确保升降过程平稳。
2)由于升降过程中,中包内钢液量变化很大,导致液压缸顶升力变化超过1倍,为了准确控制升降速度,避免因为载荷变化导致动作速度不稳定,系统特意设置了压力补偿阀5,用以稳定比例阀6进出口的压力差,这样液压缸动作速度仅仅随比例阀6的控制信号变化而变化,与载荷没有关系。
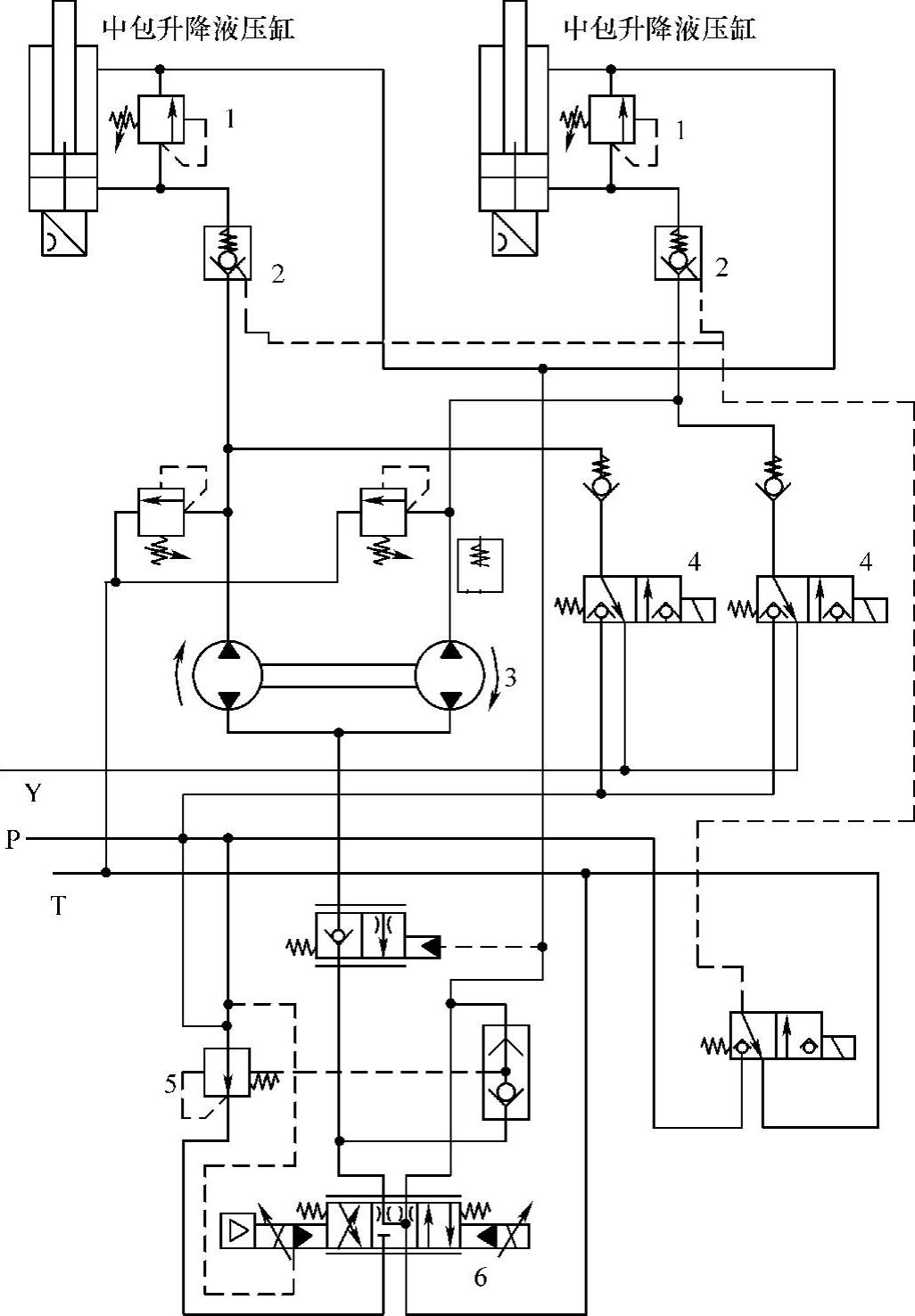
图8-16 同步液压马达控制两缸升降的液压原理
1—溢流阀 2—单向阀 3—液压马达 4—换向阀 5—补偿阀 6—比例阀
3)由于中包内装载的是钢液,要求中包必须水平,否则会导致钢液倾出,因此两个液压缸升降动作必须同步。为了满足这个工艺要求,在中包运动过程中使用同步分流液压马达3控制,确保进入两个液压缸的液压油完全相同,从而保证两个液压缸动作同步。为了防止意外,两个液压缸内设置了位置传感器,实时监控两个液压缸的同步性,一旦发现两个液压缸偏差超出设定值,中包离开停止动作,控制比例阀6信号锁定。此时可以手动操作按钮控制换向阀4,对滞后的液压缸进行低速补油,直到两个液压缸完全同步,手动按钮自动失灵,比例阀6信号激活,继续动作。
4)为了减轻中包载荷产生的高压对比例阀的损害,在液压缸本体上设置了液控单向阀2,中包停止时,液控单向阀2关闭,锁紧液压缸,既保护了比例阀6,同时也可防止软管爆裂导致液压缸失控,引发重大事故。
2.比例阀控制四缸提升
四缸提升时,每只缸的液压控制回路相同,各由一台比例阀控制。中包四缸升降比例控制原理如图8-17所示。

图8-17 中包四缸升降比例控制原理(https://www.chuimin.cn)
1—溢流阀 2—液控单向阀 3、4—电磁阀 5—隔离阀 6—比例阀
1)每个液压缸设置了一个液控单向阀2。下降时,电磁阀4得电,控制油通过电磁阀4打开液控单向阀2,液压缸正常下降;上升时,电磁阀4失电,液控单向阀2关闭,高压油通过液控单向阀2进入液压缸无杆腔,完成液压缸提升动作;停止时,液控单向阀2关闭,中包载荷在液压缸下腔产生的高压只作用在单向阀上,保护了比例阀6。此外,如果发生软管爆裂事故,则液控单向阀可立即关闭,液压缸停在原位,防止液压缸失控导致钢液外泄引发事故。
2)为了保持中包始终处于水平状态,四个液压缸单独使用比例阀控制。四个液压缸均设置了位置传感器,可实时对液压缸位置进行监控,实时调整。升降过程中,给比例阀6的信号应根据对应液压缸的位置信号反馈,在线进行调整,以确保四个液压缸高度位置一致。中包停止时,由于液压缸内泄不同,四个液压缸载荷也不同,中包会发生偏离,系统也会根据液压缸位置信号的反馈及时调整对应的比例阀6,使四个液压缸高度位置一致。
3)为了加强对比例阀6的保护,在比例阀6后面设置了隔离阀5,比例阀6停止动作时,隔离阀5完全关闭,将比例阀与液压缸完全隔离,以保护比例阀,延长比例阀的寿命,同时防止阀零位飘逸导致液压缸的漂移。
3.同步液压马达控制四缸提升
四缸提升时,使用4通道同步液压马达进行位置同步控制。每只缸各由一台液压马达控制。同步液压马达控制中包四缸升降原理如图8-18所示。
1)液压缸动作使用电磁换向阀1控制,速度使用单向节流阀2、3控制,控制简单,维护方便,故障易于诊断和排除。
2)为了确保四个液压缸同步动作,维持中包水平,需使用4通道同步液压马达进行位置同步控制,以确保每个液压缸升降高度完全一致。为了消除累计误差,该系统必须在每个浇次开始和结束时执行误差清除操作,即在每个浇次开始和结束时将液压缸升到顶或者降到底,强制使4个液压缸恢复到同一高度状态。
3)每个液压缸均设置了液控单向阀。液压缸停止时,电磁换向阀4失电,控制油压力消失,液控单向阀关闭,从而将液压缸保持住,同时也防止了软管爆裂时液压缸失控导致中包倾斜。
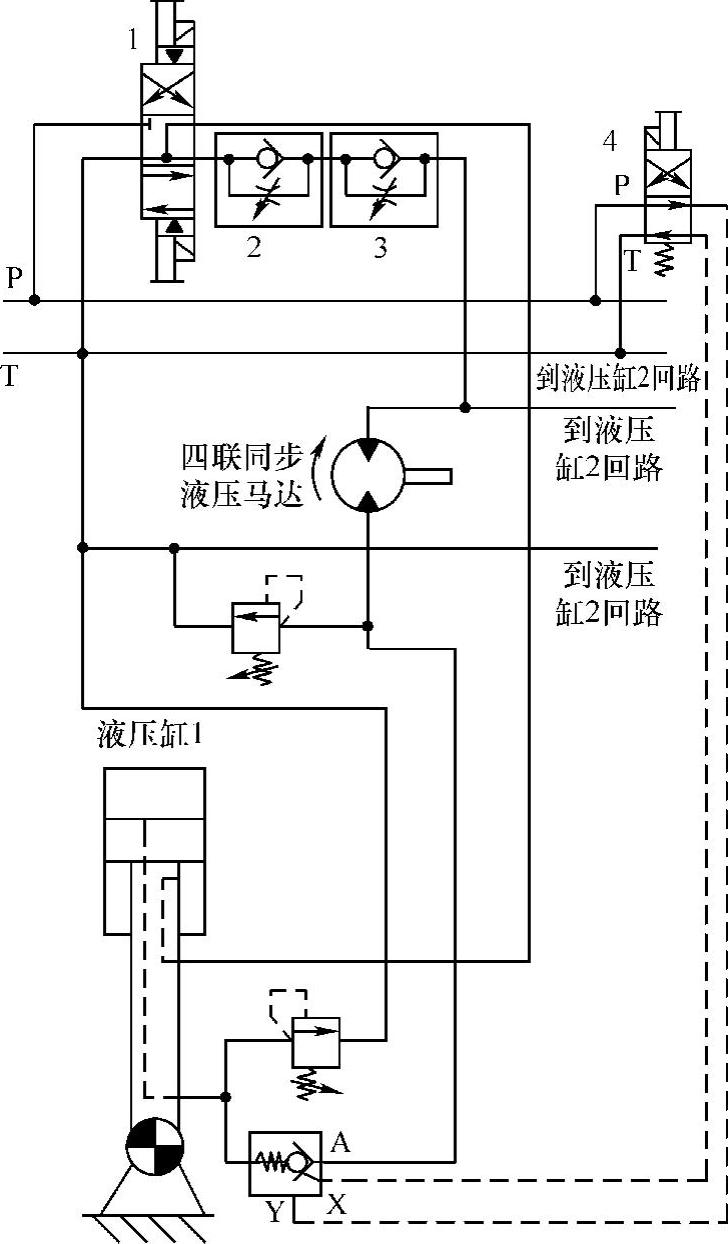
图8-18 同步液压马达控制中包四缸升降原理
1、4—电磁换向阀 2、3—单向节流阀
相关文章

在整个成本控制过程中,良好、有效的控制制度及环节要有整体、系统的观念,即目标一致。信息反馈是成本控制上最重要的一环。成本控制取决于企业内部的同心协力,上下结合,既要明确责任,又要同心协力,这样才能提高成本的可控程度。......
2025-09-29

限位控制线路如图3-39所示。从图3-39可以看出,限位控制线路是在接触器联锁正、反转控制线路的控制电路中串接两个行程开关SQ1、SQ2构成的。图3-39 限位控制线路线路工作原理分析如下:首先,闭合电源开关QS。2)正向限位控制。当电动机反转驱动运动部件运动到行程开关SQ2处→SQ2常闭触头断开→KM2线圈失电→KM2主触头断开、常开辅助触头断开、常闭辅助触头闭合→KM2主触头断开使电动机断电而停转→运动部件停止反向运动。......
2025-09-29

PLC进行定位控制前必须搜索到原点位置,从而建立运动控制的坐标系。FX3U系列PLC配置了相对位置控制和绝对位置控制的指令。图2-65定位控制过程图2-65中,最高速度受限于电动机和PLC的最大输出频率,指定速度应不大于允许的最高速度。下面仅对YL-335B定位控制中所使用的部分特殊软元件加以介绍。......
2025-09-29
针对某型固定鸭舵式二维弹道修正智能榴弹, 对固定鸭舵的制动控制是弹道修正的关键技术。结合固定鸭舵的受力和运动特性, 从上述两种控制方案中进行优选。其次, 从固定鸭舵的控制对磁力矩电机提出的要求角度考虑。固定鸭舵滚转一周的时间约为0.033 s, 在如此短的时间内实现多次无偏差速度控制, 对磁力矩电机的响应速度提出了很高的要求, 且由于固定鸭舵飞行环境干扰的复杂性, 控制的精度很难保证。......
2025-09-29

继电器控制式正转控制线路如图4-16所示。调节端子10、2、5外接电位器RP,变频器输出电源频率会发生改变,电动机转速也随之变化。3)变频器异常保护。同时继电器KA线圈也失电,3个KA常开触头均断开。在变频器运行时,若要切断变频器输入主电源,必须先对变频器进行停转控制,再按下按钮SB1,接触器KM线圈失电,KM主触头断开,变频器输入电源被切断。......
2025-09-29
弹道导弹具有较强的修正能力, 弹道导弹的射击方向与发射装置和目标点之间的连线方向重合即可, 导弹飞行中控制系统将其严格控制在发射平面内直至命中目标。基于以上5 方面的原因, 无法将弹道摄动理论直接挪用到弹道修正火箭弹上。......
2025-09-29

基于上述优点,PLC现在已经成为目前自动控制系统和机电一体化设备中必不可少的控制装置。(二)可编程序控制器系统的工作元件1.PLC的分类按照结构形式可分为整体式和单元式两种。采用PLC控制系统的电梯在输入和输出部分与继电器和微机控制系统电梯没有明显区别,主要是通过PLC的内部软件程序取代了大量的中间继电器逻辑控制部分,使整个控制系统显得简单,同时也降低了故障率。PLC控制系统与继电器控制系统的主要区别见表3-1。......
2025-09-29
Z3050型钻床的控制线路如图6-7所示。图6-7 Z3O5O型钻床的控制线路摇臂上升控制的详细过程如下:2)摇臂下降的大致过程是,首先液压泵电动机正向运转,使摇臂和立柱松开,然后摇臂升降电动机反向运转,将摇臂下降到要求的高度,再让液压泵电动机反向运转,将摇臂与立柱夹紧。......
2025-09-29
相关推荐