停机时,导卫会开到最大位待机。停机时一套伺服阀配合换向阀5将导卫退回到最大位置。卷取机侧导卫液压控制有位置控制模式和压力控制模式两种。......
2023-06-15
1.大包加盖装置
大包加盖是指在钢液完成精炼后,在钢包上加盖封罩的作业。其目的是减少热量损失,防止钢液翻溅,减少钢液氧化。设置包盖有两种方式:一种是传统做法,在大包台上方设置一个可以旋转和升降的加盖装置(见图8-9),钢包落在包臂上后,包盖旋转到钢包上方,再下降到钢包上,完成钢包加盖动作;另外一种做法是在钢包离开处理位时,加上一个独立包盖,全程跟随钢包动作,这种方式需要在钢液处理位设置加盖装置,不属于连铸设备,这里不再介绍。
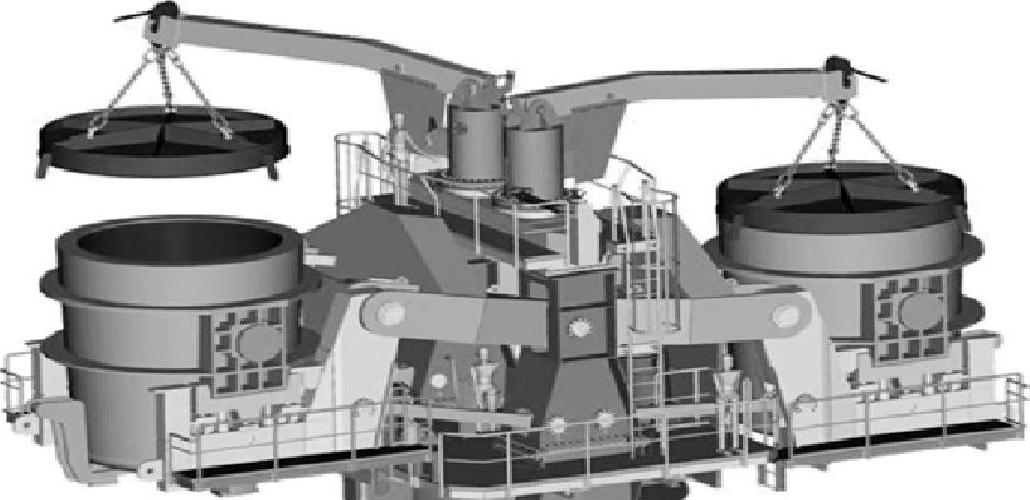
图8-9 大包加盖装置结构图
2.大包包盖液压控制原理
大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。包盖停止时,为了保持包盖的位置,使用平衡阀2完成该动作,当电磁换向阀1失电时,阀芯处于中位,阀接液压缸的两个工作油口均接回油箱,压力卸掉后,平衡阀2的阀芯在弹簧力作用下右移,单向阀封死油路,液压缸停止动作。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。
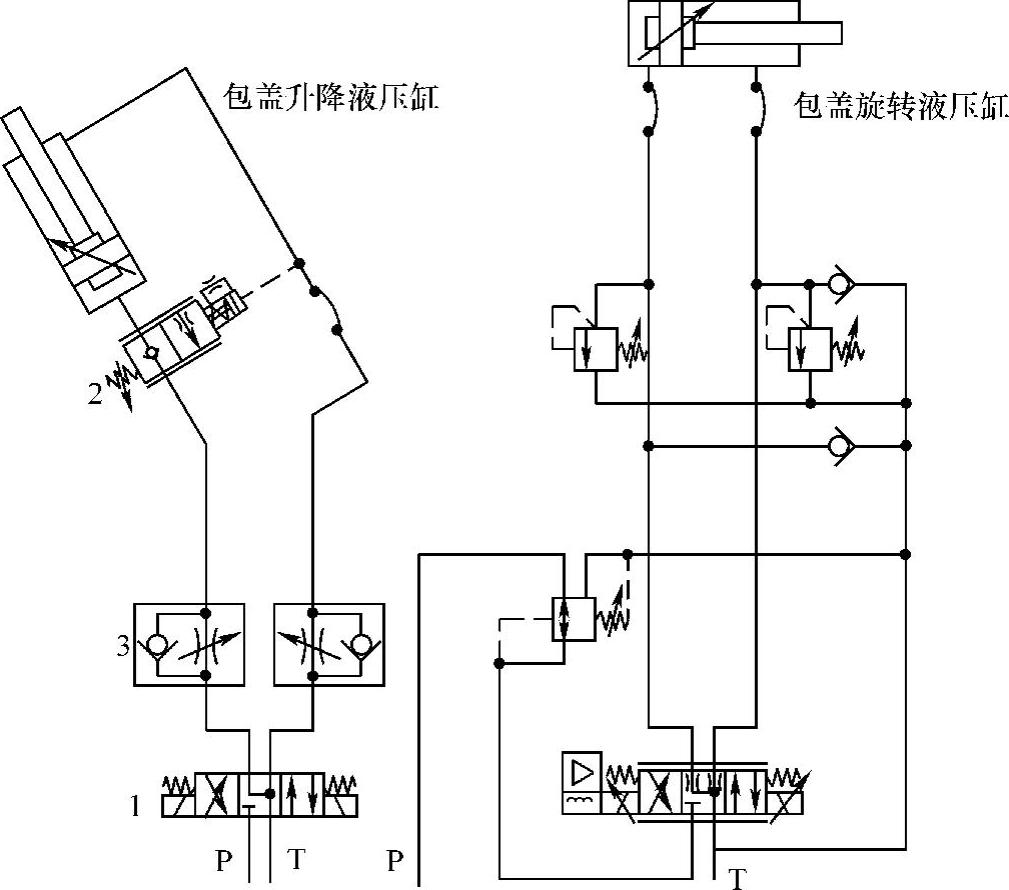
图8-10 大包加盖及液压缸驱动旋转原理图
包盖旋转一般采用两种驱动方式,即液压马达驱动和液压缸驱动。
液压缸驱动包盖旋转如图8-10所示。由于液压缸设置在包盖旋转装置的根部,加上包盖的质量,液压缸连接处惯量较大,为了减少冲击和振动,使用比例阀控制液压缸动作,起步时慢速动作,然后开始加速运动,到达设计速度后匀速动作,接近末端时降低速度,最后在很低的速度下停止,避免了冲击和振动。
有关现代冶金设备液压传动与控制的文章

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2023-06-15

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15

图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2023-06-15

图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2023-06-15
目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15

高炉开铁口机是高炉炉前关键设备之一,其功能是打开铁口,使铁液流出。SGK型遥控全液压开铁口机由机械部分、液压部分、组合输油管路及遥控装置组成。回转机构的作用是将钻进机构由停放位置送到工作位置,并在出铁口打开后能够迅速退回。显然目前开口机无法满足这一要求。......
2023-06-15

概述由液压缸驱动的动力滑台称为液压动力滑台。YT4543 型动力滑台是组合机床上用以实现进给运动的通用部件。图7.1 是YT4543 型动力滑台液压系统原理图。YT4543 型动力滑台液压系统工作原理下面以二次工进带死挡铁停留的自动工作循环为例,说明系统的工作原理。......
2023-06-18
相关推荐