图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2023-06-15
1.大包回转台典型工艺动作
近年来,新的连铸机根据产品要求,大包台多选择蝶型回转台(见图8-5),两个包臂升降单独控制。这种结构可以满足生产工艺控制和设备安全的要求。
图8-5 双臂单独升降蝶形回转台
大包回转台典型工艺动作如下:大包臂旋转到浇注工位,装满钢液的钢包下降至低位,安装长水口,钢包继续下降(长水口操作器跟着大包下降随动)至浇注位,打开钢包滑板,钢液通过长水口进入中包,开始浇注;浇注完毕后关闭钢包滑板,空钢包升起至最高位;大包臂旋转至接收工位后降低到中位,行车接近空钢包耳轴后行车停止动作,包臂下降,将空钢包留在行车吊钩上;行车起吊移走空钢包,包臂停止运动,等待装满钢液的钢包;装满钢液的钢包由行车调运至接收位上方后下降,在接近大包臂前停止下降,改由大包臂主动升起,接触装满钢液的钢包,再连同钢包一道上升到最高位(行车吊钩脱离钢包后开走),装满钢液的钢包随着包臂旋转到浇注工位后下降,开浇,完成一个循环周期。
钢包旋转时需要升到高位,主要是为了防止在低位时钢包底部刮碰及损坏设备。包臂接收钢液时,采取的措施是主动升起接触钢包,这样可以大大降低钢包对回转台的冲击,保护大包回转台。
大包回转台液压系统包括大包升降液压控制、大包旋转液压控制、大包加盖液压控制和大包滑动水口控制等。
2.大包提升典型液压回路
图8-6b所示为一种典型的大包升降液压回路,其具有以下特点:
1)比例换向阀实现换向速度控制。由于钢包加上包内钢液质量非常大,显然一般换向阀控制很难避免换向时因为惯性而产生的冲击,本回路采用比例阀(见图8-6b中1元件)控制,动作过程中可根据行程位置采取不同的速度,即动作开始时采用低速,中间过程采用高速,接近行程末端换向前降低速度,控制冲击,既避免了冲击和振动,又可加快动作节奏,提升生产率。
2)大包和钢液重量非常大,如果行车在钢包下落过程中出现失控,极有可能损坏大包回转台和液压缸,发生设备和生产事故,为此,应在液压缸无杆腔设置安全阀(见图8-6b中3元件),并将其压力设置高于工作压力1~2MPa,一旦出现动作失控,安全阀打开,可保护设备免受意外损坏。
3)液压缸在重量载荷作用下,为防止出现速度失控,回路设置了一个平衡阀(见图8-6b中2元件),速度过大时,平衡阀截流口缩小,起到减速作用;另外,为了防止速度失控时液压缸有杆腔吸空,在有杆腔和回油管路间设置一个单向阀,在有杆腔吸空时可以从回油管路补油,以保护液压缸及防止出现振动。
4)液压系统一旦发生故障,本套设备将面临钢液无法处理,这将带来很大的损失。为了避免这个问题,回路设置了一个事故手动阀(见图8-6b中元件4),在液压控制系统出现故障时,通过手动控制可以将大包降下,以完成一个完整的浇注周期。这样既保证了生产持续进行,又为设备维护和抢修提供了条件。
5)为了防止软管爆裂导致钢液失控,本套设备的液压控制阀块直接安装在液压缸本体上,即使液压控制阀块外的软管出现爆裂事故,平衡阀2会迅速关闭,钢包也不会出现动作失控。
6)平衡阀的组成。平衡阀结构如图8-6a所示,包括阀体1、主阀芯2、先导体3、控制阀芯4、阻尼阀芯5和阻尼孔6。提升负载时,液压油从A流动到B,使主阀芯2打开。如果压力下降(如出现管子破裂),由于腔7通负载压力,故主阀芯可立即关闭;下降时,只有控制油X(也就是有杆腔)压力达到设定压力时,主阀芯才能打开,控制流量的开口面积则靠主阀芯2的控制棱边逐渐打开阀套上的小孔来实现,这样动作开启和速度都能得到有效控制,以确保系统安全运行。
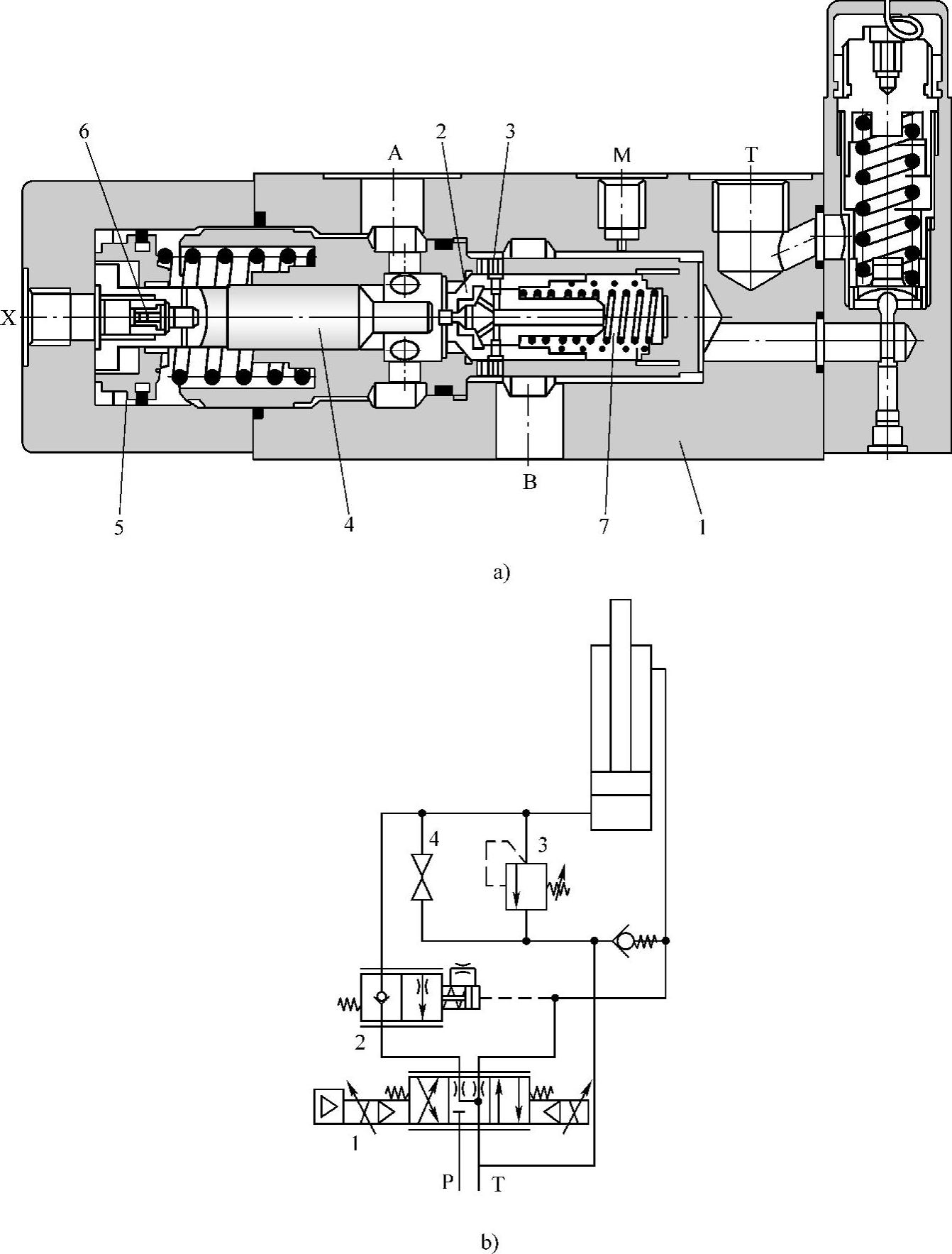
图8-6 大包提升液压控制原理
a)平衡阀结构图
1—阀体 2—主阀芯 3—先导体 4—控制阀芯 5—阻尼阀芯 6—阻尼孔 7—腔
b)回路原理图
1—比例阀 2—平衡阀 3—安全阀 4—手动阀
3.大包臂旋转控制液压回路
通过大包臂旋转,将在大包台两个位置(浇注位和接受位)的包臂对调,可使装满钢液的钢包旋转到浇注位继续浇注生产,然后将浇完钢液的空钢包回送到接受位,用行车吊走;接着行车再送来灌满钢液的钢包放置在接受位上,等待大包臂再次旋转。大包旋转的方式主要有:①电动正常旋转加液压事故旋转;②电动正常旋转加气动事故旋转;③液压正常旋转加液压事故旋转等。
(1)电动正常旋转加液压事故旋转方式 现在连铸机大多采用电动正常旋转加液压事故旋转的组合驱动方式。液压事故旋转驱动液压原理如图8-7所示。
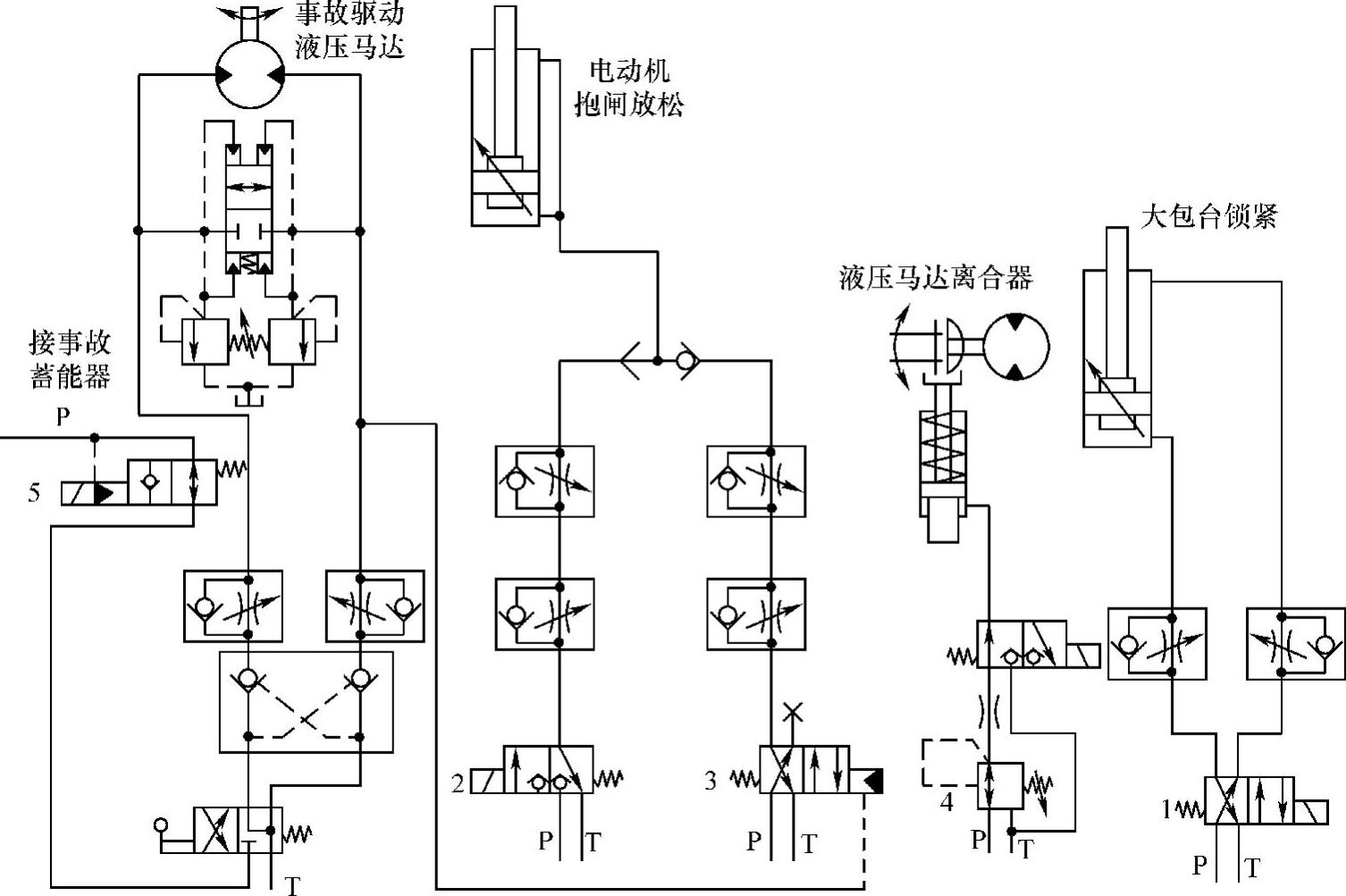
图8-7 大包事故旋转控制液压原理图
1、2—电磁阀 3—液控换向阀 4—电磁换向阀 5—电磁隔离阀
在事故状态下,电动机、液压站和电磁阀均失电,为了移走浇注位的大包,需使用事故旋转功能。在此功能下,所有连锁均取消,强制进行大包旋转。拉起事故手动阀(一般情况下,此手动阀设置在大包浇注平台的逃生通道上,且远离大包回转台,但是操作者视线必须能够观察到大包台的状态),事故蓄能器提供的液压油经过手动阀进入控制回路,然后通过管道分成两个回路,一路进入大包台,另一路进入液压马达。进入大包台的油路,在失电状态下,通过电磁阀1收回大包台锁紧液压缸;通过电磁阀2,使大包电动机松开抱闸,为了防止电机抱闸不能及时打开,还设置了一个备用液控换向阀3,此阀与电磁阀2是“或”逻辑关系,可确保电动机抱闸打开;通过电磁换向阀4驱动液压马达离合器闭合。在上述控制均完成的情况下,液压马达具备旋转条件,进入液压马达的另一路,使液压马达动作,旋转大包台到合适的位置,完成大包台事故旋转动作。
由于事故手动阀设置在逃生通道上,且处于易操作状态,故很容易被误碰或者误操作,影响生产及发生安全事故。为了避免误动作,在事故手动阀前设置了一个电磁隔离阀5,正常状态时此阀常得电,液压油被关闭,此时手动阀与系统液压油隔离,即使被误操作,液压油也不会驱动大包台动作,而在失电情况下液压油接通,则可以进行事故动作。
(2)全液压驱动方式 有些公司为了降低投资和维护成本,会采用一种简单的大包回转装置,即正常状态和事故状态均使用液压驱动,只不过事故状态的液压驱动是从事故蓄能器取油。大包全液压驱动旋转原理如图8-8所示。
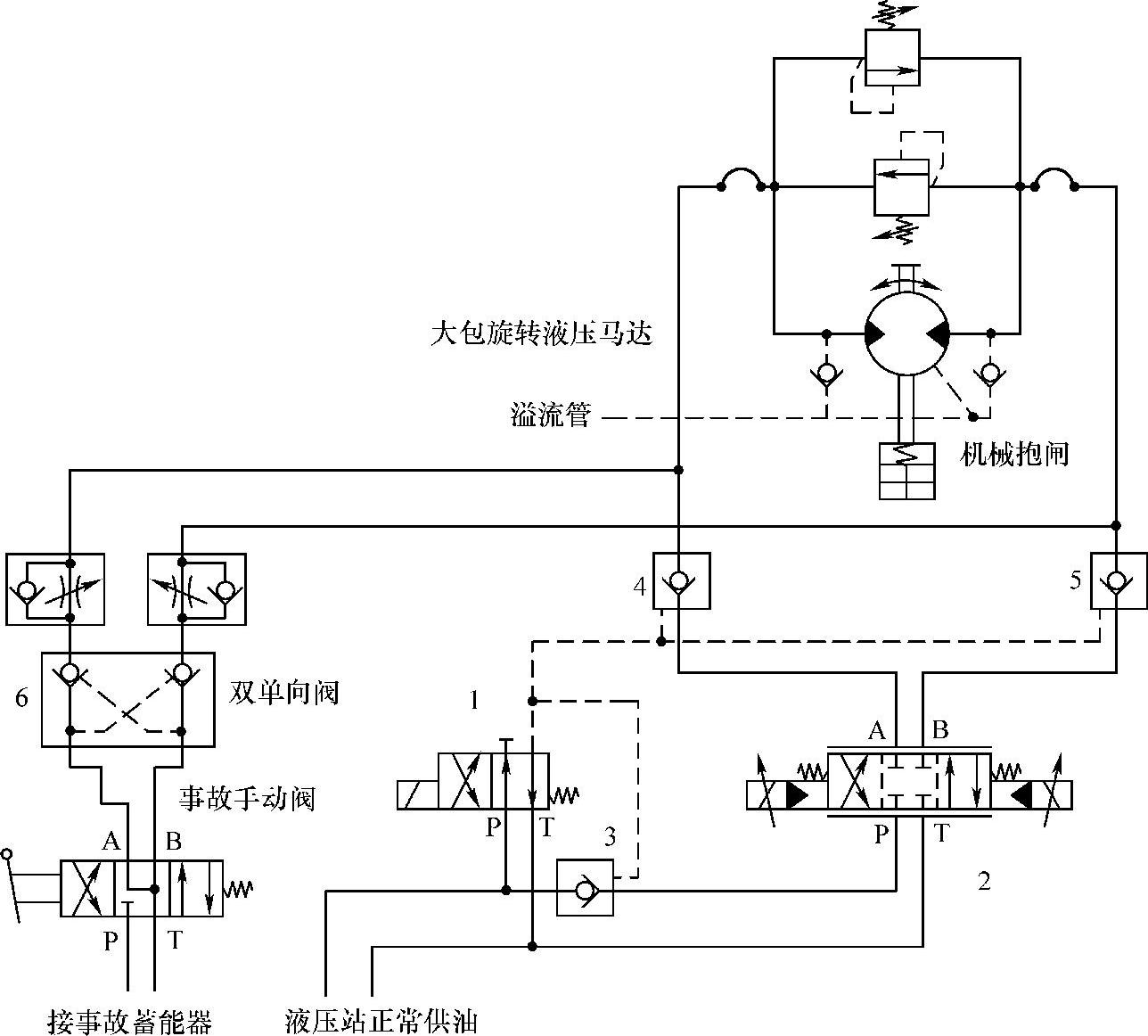
图8-8 大包全液压驱动旋转原理图
1—电磁换向阀 2—比例阀 3、4、5—液控单向阀 6—液压锁
正常工作情况下,首先打开电磁换向阀1,将液控单向阀3、4、5同时打开,然后给比例阀2一个控制信号,油液通过比例阀2进入液压马达,液压马达按照给定的速度运行驱动大包台旋转。此时,通往事故手动阀的油液被液压锁6关闭。停止状态时,关闭电磁换向阀1,切断供油回路和液压马达与比例阀2的连接,一方面可保护比例阀2不会因为压力冲击损坏或者降低寿命,另一方面可防止比例阀2因为信号干扰产生误动作,导致事故。
事故状态及液压站停电或比例阀无法正常动作时,可手动打开事故手动阀,将蓄能器内液压油供给液压马达,驱动大包台回转完成事故驱动。
这种控制方式投资成本低,控制简单,维护方便,发生设备故障时易于诊断和排除,但是有以下隐患:首先,正常驱动和事故驱动使用同一个液压马达,在液压马达发生故障或者给液压马达供油的管路发生问题时,大包台就无法动作,以致造成钢液焊死在包内的严重生产事故。为了解决这个问题,有些单位对此进行了升级,改为使用两个液压马达驱动,一个液压马达用于正常驱动,出现事故状态时启用另外一个液压马达。其次,事故手动阀没有任何防护,容易发生误动作,如正在生产时可能会出现旋转大包的误动作,使包内钢液浇到大包台上,发生重大设备事故甚至是人身伤亡事故。
有关现代冶金设备液压传动与控制的文章

图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2023-06-15

某CSP连铸机大包回转台有两个对称分布的液压缸,用于托举钢包与钢液。在托举的过程中,随着托臂的升高,液压缸与托臂之间的夹角发生变化。由于液压缸承受一定的径向力,在径向力的作用下,活塞杆与缸筒支持面摩擦加剧,引起活塞杆表面严重划伤,进而导致严重漏油,控制不稳。通过采取以上措施,大幅度改善了液压缸密封件的受力状况。......
2023-06-15

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2023-06-15

高炉开铁口机是高炉炉前关键设备之一,其功能是打开铁口,使铁液流出。SGK型遥控全液压开铁口机由机械部分、液压部分、组合输油管路及遥控装置组成。回转机构的作用是将钻进机构由停放位置送到工作位置,并在出铁口打开后能够迅速退回。显然目前开口机无法满足这一要求。......
2023-06-15
图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2023-06-15

液压压下系统由高压泵站、蓄能器、控制阀和连接管道组成。蓄能器均采用气囊式,以消除压力波动和满足高峰负荷的需要。在伺服阀前后还装有小型蓄能器,其作用主要是提高伺服阀响应性。以上是对液压伺服系统的要求,而森吉米尔轧机和热平整机的辊缝调节液压系统按一般的液压传动系统要求即可。......
2023-06-15

QY20B 型液压汽车起重机为动臂式全回转液压起重机,属于重型汽车起重机,可分为平台上部和平台下部两部分。支腿收放液压回路支腿是汽车起重机的必备工作装置,目的是提高稳定性和安全性。将阀23.5 置于上位时,液压油经平衡阀30 的单向阀进入变幅缸40 的无杆腔,使变幅缸活塞上移,吊臂上仰,吊起重物。阀23.4 置于中位时,液压缸有杆腔迅速卸压,平衡阀迅速关闭,活塞即停止下降,并被锁定在该位置,此时,泵1.3 的油通至变幅换向阀23.5。......
2023-06-18

概述由液压缸驱动的动力滑台称为液压动力滑台。YT4543 型动力滑台是组合机床上用以实现进给运动的通用部件。图7.1 是YT4543 型动力滑台液压系统原理图。YT4543 型动力滑台液压系统工作原理下面以二次工进带死挡铁停留的自动工作循环为例,说明系统的工作原理。......
2023-06-18
相关推荐