“电源-电弧”系统稳定有以下两个方面的含义:1)无干扰时,能在给定负载电压和焊接电流下,保证电弧的稳定燃烧,系统保持静态平衡状态。满足“电源-电弧”系统稳定性的要求是电源外特性选择的必要条件,同时所选择的外特性形状还需要满足各种焊接工艺特点对电源外特性形状的要求。图2-24 “电源-电弧”系统稳定条件表2-1 常用焊接电弧静特性与弧焊电源外特性......
2023-06-30
电弧炼钢炉是利用三相炭质电极与物料之间形成的高温电弧对金属材料进行熔化,将生铁转化成钢。图7-15所示为20t电弧炼钢炉结构示意图。
1.设备简介
电弧炼钢炉的液压传动机构有电极升降装置、炉门升降机构、炉体旋转机构、炉盖顶起装置、炉盖旋转机构及倾炉装置等六部分,如图7-15所示。电极升降为的是调整电流大小,以控制冶炼温度。电极与物料形成的电弧,其变化量由伺服缸的位移控制,缸由伺服阀控制。电炉工作时,其弧长值可由电流和电压反映,通过电控器的平衡电阻两端输入伺服阀。炉盖顶起和旋开的目的是便于装料,炉门升降是冶炼操作需要,炉体旋转是均匀炉内温度,而倾炉装置的作用是:在出钢和出渣时将炉体倾动一定角度,打开出钢口或出渣口,使钢液流入钢包或使钢液表面的炉渣溢出流入渣罐。倾炉的目的是出钢和出渣。
电弧炼钢炉的工艺参数如下:
容许最大出钢量 35t
熔池面直径 3700mm
熔池最大深度 730mm
熔池面到炉盖高度 1800mm
电极直径 400mm
电极升降最大行程 3100mm
电极升降速度:
上升 0.15m/s
下降 0.1m/s
炉体倾翻最大角度:
出钢 45°
出渣 15°
炉体倾翻时间 75s
炉盖顶起高度 500mm
炉盖顶起时间 60s
炉盖旋开最大角度 80°
炉盖旋开时间 60s
炉体最大旋转角度 ±30°
炉体旋转时间 60s
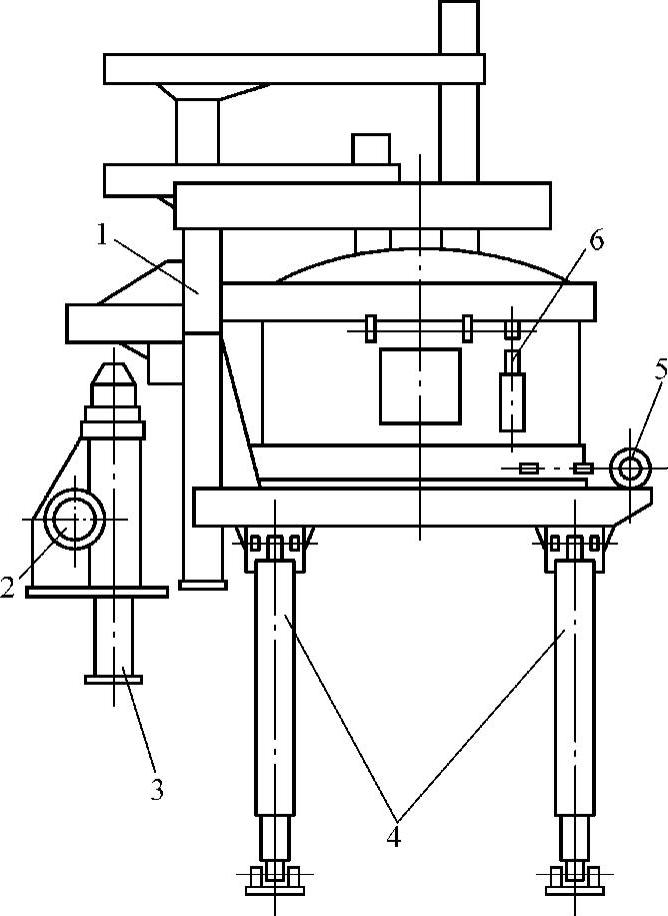
图7-15 20t电弧炼钢炉结构示意图
1—电极升降装置 2—炉盖旋转机构 3—炉盖顶起装置 4—倾炉装置 5—炉体旋转机构 6—炉门升降机构
2.液压传动系统说明
液压传动系统如图7-16所示。整个电弧炉液压系统的油源采用泵-蓄能器形式。
1)系统参数如下:
系统工作压力 4.5MPa

图7-16 20t电弧炼钢炉液压传动系统
1—电极升降缸(3个) 2—倾炉缸(2个) 3—炉体旋转缸 4—炉门升降缸 5—炉盖旋转缸 6—炉盖顶起缸 7—伺服阀 8—减压阀 9、10、11、12、13—电液换向阀 14—控制泵 15—电磁换向阀 16、21—蓄能器 17、20—压力表 18—液控单向阀 19—空压机 22—换向阀 23—工作泵
工作泵23(高压离心泵,2台):
流量 90、167、250L/min
压力 6.4、6.15、6MPa
功率 55、55、55kW
工作介质:乳化液
高压蓄能器21总容积 3800L
低压蓄能器16总容积 1050L
电极升降伺服阀控制泵14:
流量 60L/min
压力 0.6~0.8MPa
炉盖顶起缸6:
顶力 140t
最大行程 1150mm
炉盖旋转缸5:
推力 20t
最大行程 922mm
炉体旋转缸3:
最大牵引力 18t
最大行程 1350mm
2)系统工作原理如下:系统采用乳化液作为工作介质,价格低廉,不易发生火灾。两台工作泵23,其中一台工作,一台备用,并用蓄能器21储蓄流量,调节系统压力。当蓄能器的压力达到规定的极限值时,由电接点压力表20控制工作泵23停止或起动。二位四通换向阀22(作为二位二通阀使用)为常开式,如果系统出现事故,如高压软管断裂等,系统压力突然下降,则换向阀22立即关闭,防止工作介质大量流失。
除电极升降缸1以外的所有液压缸,均用电液换向阀进行操纵,用可调节流阀进行调速。电液换向阀9~13分别控制倾炉缸、炉体旋转缸、炉门升降缸、炉盖旋转缸和炉盖顶起缸。
伺服阀控制回路所用的油由专用泵提供。伺服阀出口的低压蓄能器用于平衡电极升降装置的自重,保证电极下降时速度平稳。
三个电极升降缸1的升降根据电极电流的变化,用各自的伺服阀7自动进行调节。伺服阀的控制回路所用的油由专用的控制泵14提供。减压阀8用于调节和稳定伺服阀的进口压力。伺服阀出口的低压蓄能器16所储存的压力用于平衡电极升降装置的自重,保证电极下降时速度平稳。该蓄能器由电接点压力表17操纵电磁换向阀15,启闭液控单向阀18,将压力控制在一定的范围内。当罐中的液位在高位,而压力在低位时,则起动空压机19进行充压。
有关现代冶金设备液压传动与控制的文章

“电源-电弧”系统稳定有以下两个方面的含义:1)无干扰时,能在给定负载电压和焊接电流下,保证电弧的稳定燃烧,系统保持静态平衡状态。满足“电源-电弧”系统稳定性的要求是电源外特性选择的必要条件,同时所选择的外特性形状还需要满足各种焊接工艺特点对电源外特性形状的要求。图2-24 “电源-电弧”系统稳定条件表2-1 常用焊接电弧静特性与弧焊电源外特性......
2023-06-30

大焊丝伸出长度意味着提高电阻热,采用高电弧电压、大电流的结果是提高其熔敷效率和保持焊缝宽度不会因提速而变窄,并在大电流的MAG焊禁区开创了新的应用领域。......
2023-06-26

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2023-06-15
图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2023-06-15

在焊条电弧焊中,焊条的种类、规格等对焊接生产效率有着重大影响,高效率焊条包括两个方面:熔敷效率高和熔化速度快。通常用熔敷效率130%来区分一般铁粉焊条和高效铁粉焊条。......
2023-06-25
高炉开铁口机是高炉炉前关键设备之一,其功能是打开铁口,使铁液流出。SGK型遥控全液压开铁口机由机械部分、液压部分、组合输油管路及遥控装置组成。回转机构的作用是将钻进机构由停放位置送到工作位置,并在出铁口打开后能够迅速退回。显然目前开口机无法满足这一要求。......
2023-06-15

如图1-1-15a所示,在电弧焊中,弧焊电源是供电者,焊接电弧是用电者,两者构成“电源-电弧”系统。该系统的稳定性包含如下两方面的含义。这两个交点确定了系统的静态稳定状态。在干扰消失之后,系统能够自动地达到新的稳定平衡,使焊接参数重新恢复。系统自动恢复速度与弧焊电源Uy和电弧Uf之差及回路L有关,Kw越大,电感越小,恢复越快,稳定性越好。......
2023-06-25
热轧机的1~7号机架的弯辊控制方式完全相同,均由操作人员根据轧制过程中的实际操作经验预选正负弯,并确定弯辊油压,再通过电液比例减压阀输出所给定的稳定压力来控制弯辊液压缸。调节电液比例减压阀的输出油压,则可调节弯辊力,从而改善板型。......
2023-06-15
相关推荐