通过安装在入口夹送辊的钢带长度计数器,双层剪可以自动将切头切成长度为1m的废料。图10-10 双层剪主要结构示意图图10-11 双层剪液压控制原理图2.双层剪液压回路分析双层剪的剪切动作均由液压缸带动连杆机构完成,其液压控制原理如图10-11所示。该回路的换向单元为25通径的电液换向阀,中位机能为Y型,由叠加式液控单向阀进行锁紧控制,构成保压回路,防止剪刃坠落和误动作,并利用回流节流阀进行速度控制和一定的背压控制。......
2023-06-15

图6-29 液压缸差动连接回路
1.液压缸差动连接回路
图6-29所示的回路是利用二位三通换向阀4实现的液压缸差动连接回路。这种连接方式可在不增加液压泵流量的情况下提高液压执行元件的运动速度。快速进给时,换向阀2在左位,二位三通换向阀4断电,液压缸差动连接;工作进给时二位三通换向阀4通电,液压缸回油经节流阀3节流后回油箱。但是,泵的流量和有杆腔排出的流量合在一起流过的阀和管路应按合成流量来选择,否则会使压力损失过大。
2.采用蓄能器的快速运动回路
图6-30所示为采用蓄能器的快速运动回路。采用蓄能器的目的是可以用规格较小的液压泵。当液压缸6运动时,由蓄能器4和液压泵1共同供油;当液压缸6停止,换向阀5在中位时,液压泵1为蓄能器4充油。溢流阀2用于调定工作压力。
3.双泵供油回路
图6-31所示为双泵供油快速运动回路。图中1为大流量泵,3为外控式顺序阀,其调定压力高于快速运动的负载压力,低于工作进给的负载压力;2为小流量泵,5为溢流阀,用以调定工作进给压力。快速运动时,双泵给系统供油;工作进给时,大流量泵1卸荷,小流量泵2供油。
双泵供油回路的优点是功率损耗小,系统效率高。
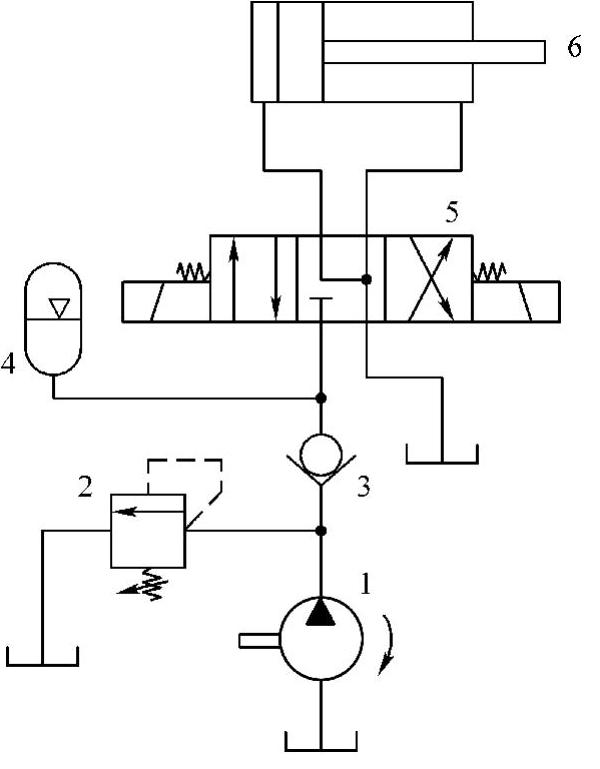
图6-30 采用蓄能器的快速运动回路
1—液压泵 2—溢流阀 3—单向阀 4—蓄能器 5—换向阀 6—液压缸
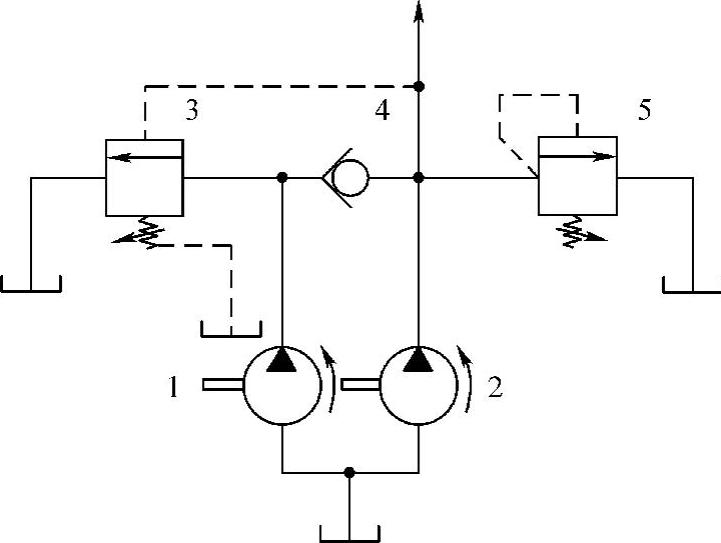
图6-31 双泵供油快速运动回路
1—大流量泵 2—小流量泵 3—外控式顺序阀 4—单向阀 5—溢流阀
有关现代冶金设备液压传动与控制的文章

通过安装在入口夹送辊的钢带长度计数器,双层剪可以自动将切头切成长度为1m的废料。图10-10 双层剪主要结构示意图图10-11 双层剪液压控制原理图2.双层剪液压回路分析双层剪的剪切动作均由液压缸带动连杆机构完成,其液压控制原理如图10-11所示。该回路的换向单元为25通径的电液换向阀,中位机能为Y型,由叠加式液控单向阀进行锁紧控制,构成保压回路,防止剪刃坠落和误动作,并利用回流节流阀进行速度控制和一定的背压控制。......
2023-06-15

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2023-06-15

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15

带头在1号芯轴卷取位开始卷取时,助卷器转臂转动,抱紧涨开的卷筒,带头引入建立卷取张力后,转臂打开,卷取机下降到待机位置。图10-12 传动带助卷器结构2.传动带助卷器的液压回路分析传动带助卷器的传动带张力是由传动带张紧液压缸提供的,其液压原理如图10-13所示。......
2023-06-15

平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15
图10-5 不可压缩流体在圆管内做均匀层流运动10.5.2 流体流场的速度分布情形圆管层流的最大速度umax为于r=0处,其计算公式为。......
2023-06-29

由于“运动与干涉”要素的破坏性极强,所以尤其要重视该要素。由其他五要素形体分析的遗漏而导致的注塑模结构的缺失,还可能有补救的办法,而“运动与干涉”要素分析不到位,将会导致注塑模运动机构的碰撞,这是无法补救的。......
2023-06-30

相关推荐