图12-34 所示为管子卡箍多工位级进模总装图。其结构特点如下:图12-34 管子卡箍多工位级进模总装图图12-34 管子卡箍多工位级进模总装图图12-34 管子卡箍多工位级进模总装图(续)1)采用滚动式自动送料机构送料,用导料板导料、导正销精定位,顶杆及顶块抬料。2)为了使模具结构简单化,方便调试、维修,此模具采用三大组独立模板组合而成一副多工位级进模。......
2023-06-26
内啮合齿轮泵的工作原理也是利用齿间密封容积的变化来实现吸油和压油的。内啮合齿轮泵分为内啮合渐开线齿轮泵和内啮合摆线齿轮泵。
图2-11所示为内啮合摆线齿轮泵的工作原理。它是由配油盘(前、后盖)、外转子(从动轮)和偏心安置在泵体内的内转子(主动轮)等组成,也叫转子泵。外转子齿形是圆弧,内转子齿形为短幅外摆线的等距线,内、外转子相差一齿,图中内转子为6齿,外转子为7齿。由于内外转子是多齿啮合,这就形成了若干密封容积。当内转子围绕中心O1旋转时,带动外转子绕外转子中心O2做同向旋转。这时,由内转子齿顶A1和外转子齿谷A2间形成的密封容积c,随着转子的转动密封容积逐渐扩大,于是就形成局部真空,油液从配油窗口b被吸入密封腔,至A′1、A′2位置时封闭容积最大,这时吸油完毕。当转子继续旋转时,充满油液的密封容积便逐渐减小,油液受挤压,于是通过另一配油窗口a将油排出,至内转子的另一齿全部和外转子的齿谷A2全部啮合时,压油完毕。内转子每转一周,由内转子齿顶和外转子齿谷所构成的每个密封容积完成吸、压油各一次,当内转子连续转动时,即完成了液压泵的吸排油工作。内啮合摆线齿轮泵有许多优点,如结构紧凑,体积小,零件少,转速可高达10000r/min,运动平稳,噪声小,容积效率较高等。缺点是流量脉动大,转子的制造工艺复杂等。目前已采用粉末冶金压制成形。内啮合摆线齿轮泵结构如图2-12所示。内啮合摆线齿轮泵可正、反转,可作液压马达用。
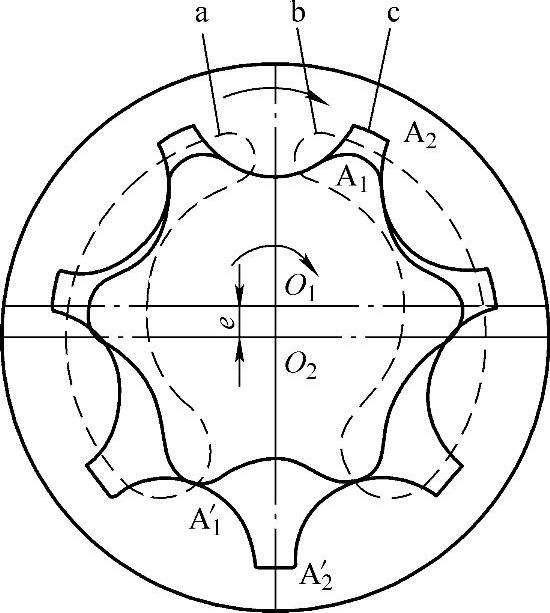
图2-11 内啮合摆线齿轮泵的工作原理
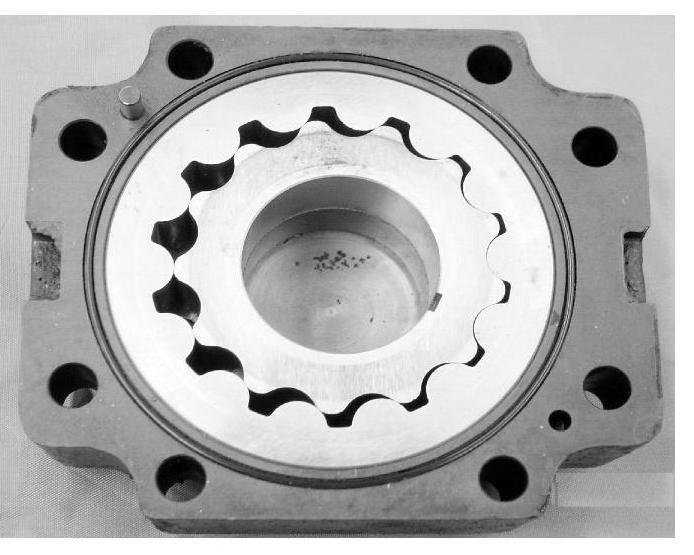
图2-12 内啮合摆线齿轮泵的结构
图2-13所示为内啮合渐开线齿轮泵的工作原理。驱动轴带动转子齿轮在定子的内齿廓上转动,转子和定子间有一半月板将吸压油区隔开。内转子如图2-13所示转动时,下部120°吸油,上部120°压油。
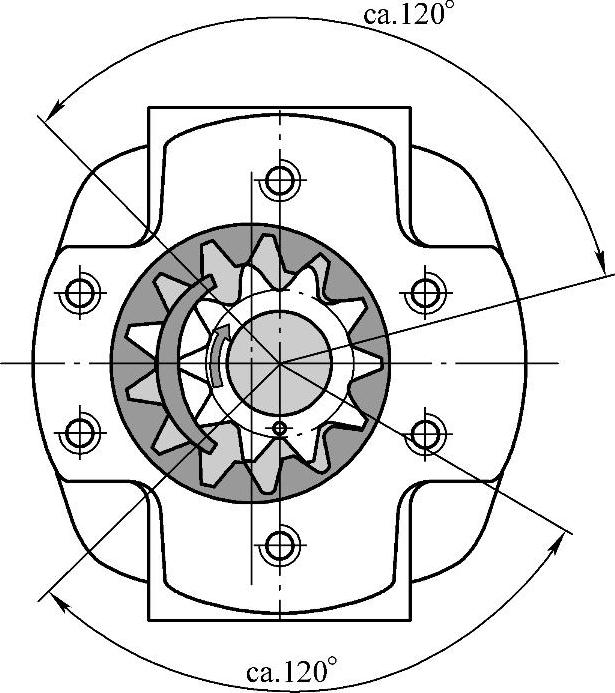
图2-13 内啮合渐开线齿轮泵的工作原理
有关现代冶金设备液压传动与控制的文章

图12-34 所示为管子卡箍多工位级进模总装图。其结构特点如下:图12-34 管子卡箍多工位级进模总装图图12-34 管子卡箍多工位级进模总装图图12-34 管子卡箍多工位级进模总装图(续)1)采用滚动式自动送料机构送料,用导料板导料、导正销精定位,顶杆及顶块抬料。2)为了使模具结构简单化,方便调试、维修,此模具采用三大组独立模板组合而成一副多工位级进模。......
2023-06-26

2)模座结构设计。制件年产量较大,为了确保制件的精度,此模具采用四套外径为ф22mm的精密滚珠钢球导柱、导套进行导向,上、下模座材料均采用45钢,以增强刚性和冲压的稳定性。4)卸料板设计。材料也是选用日本冷作模具钢SKD11,其热处理硬度为60~62HRC。图12-3 铁链垫片冲孔落料一出二级进模总装图......
2023-06-26

要实现前述通信要求,需要在PLC_1中调用并配置TSEND_C、T_RCV通信指令。在“端点”中选择通信伙伴为“PLC_2”,则接口、子网及地址等随之自动更新。选择本地PLC_1的“建立主动连接”选项。定义PLC_1的TSEND_C发送通信块接口参数根据所使用的接口参数定义变量符号表,如图8-8所示。创建并定义PLC_1的发送数据区DB块。......
2023-06-15

PSCAD是当前主流的电力系统暂态分析软件,主要用于一般的交流电力系统电磁暂态研究,进行简单和复杂电力系统的故障建模及故障仿真,分析电力系统的故障电磁暂态过程。EMTDC/PSCAD还可以广泛地应用于高压直流输电、FACTS控制器的设计、电力系统谐波分析及其电力电子仿真。此外,EMTDC/PSCAD还具有强大的自定义功能,用户可以根据自己的需要创建具有特定功能的装置。......
2023-06-23

有一天,陈尧咨练习射箭,只见他举起了弓,搭上箭,一连发出十支箭,每支箭都正中红心。陈尧咨自己也很得意,他环顾四周,发现一个卖油的老头只是略微地点了点头,有些不以为然的样子。陈尧咨听了十分惭愧,从此更加努力地练习射箭,再也不夸耀自己的箭术了。成长悟语学习不是一蹴而就的事情,它需要我们花费大量的时间和精力去钻研。所以,学习中不断地重复是必不可少的。......
2023-08-26

4)左脚迅速踩住离合器踏板,右手将变速杆挂入1档。8)当汽车平稳起步之后,再慢慢抬离合器踏板到顶,并且把左脚放在离合器踏板左下方,起步操作完成。给您提个醒——起步平稳的关键汽车起步时,抬离合器踏板有“快、停、慢”三个不同过程,能否做到平稳起步,关键在于能否掌握好“停”的时机。......
2023-08-29

内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02

逐线提取纸样、逐块提取纸样、整块提取纸样都是在最后右键单击形成纸样,光标即可变成工具形式。如果希望一条整线上的多个点都是放码点,则在造取轮廓线时要先将这条整线在需要设为放码点的位置断开、再提取样板。......
2023-06-22
相关推荐