2.PLC系统设计基本方法不同编程人员面对同一个工程有着不同的编程方式,因而当我们需要开发程序的时候,如何得出最优解法是需要靠我们不断地累积与钻研的,下面介绍一些比较常用的编程手法与思路,以供大家参考。......
2023-06-15
假设有一个伺服电动机带动一滑块在轨道上左右滑行,伺服电动机转速3000转/分钟,旋转编码器一圈为1000个脉冲,电动机每转一圈滑块运行10 mm,左限位开关输入点I0.1,右限位开关为输入点I0.2,参考点输入为I0.0。系统示意图如图9-45所示。要求从参考点位置,向左极限方向运动30 mm。
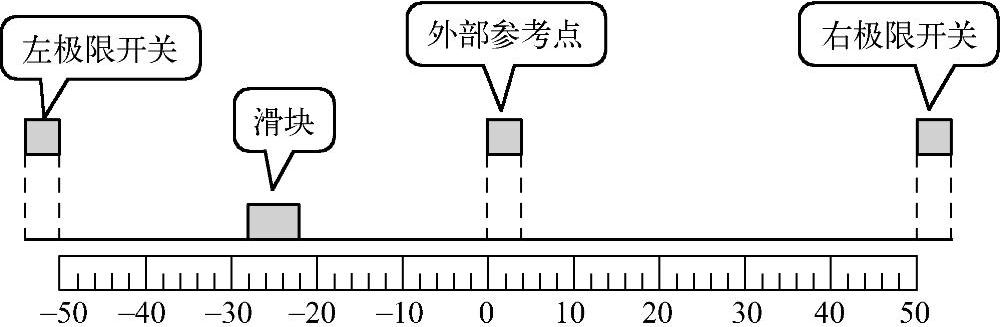
图9-45 系统示意图
1.IO分配和定义变量表
根据要求定义的变量表如图9-46所示。

图9-46 变量表
2.组态CPU脉冲输出
在设备配置中组态CPU属性的“脉冲发生器”项,勾选激活脉冲发生器,脉冲输出类型为PTO型,则系统默认指定Q0.0为脉冲输出,Q0.1为方向输出,HSC1为此脉冲发生器功能的高速计数器。
3.组态工艺对象
在项目视图的项目树中添加轴工艺对象,再定义轴的相关参数。硬件接口组态选择Pulse_1作为轴控制PTO,长度单位为mm。驱动器接口组态Q0.4作为“启用”输出,其他默认。机械组态电动机每转的脉冲数为1000,每转的运载距离为10 mm。位置限制如图9-47所示。最大速度、启动/停止速度组态以及加减速曲线组态如图9-48所示。急停减速组态如图9-49所示。回参考点组态如图9-50所示。
4.编写程序
首先添加全局数据块,建立相关的控制变量和状态指示,再建立FC块,将相关的控制指令拖入到FC块中,在主程序块中循环调用FC。
新建全局数据块DB15,定义控制变量与状态变量如图9-51所示。
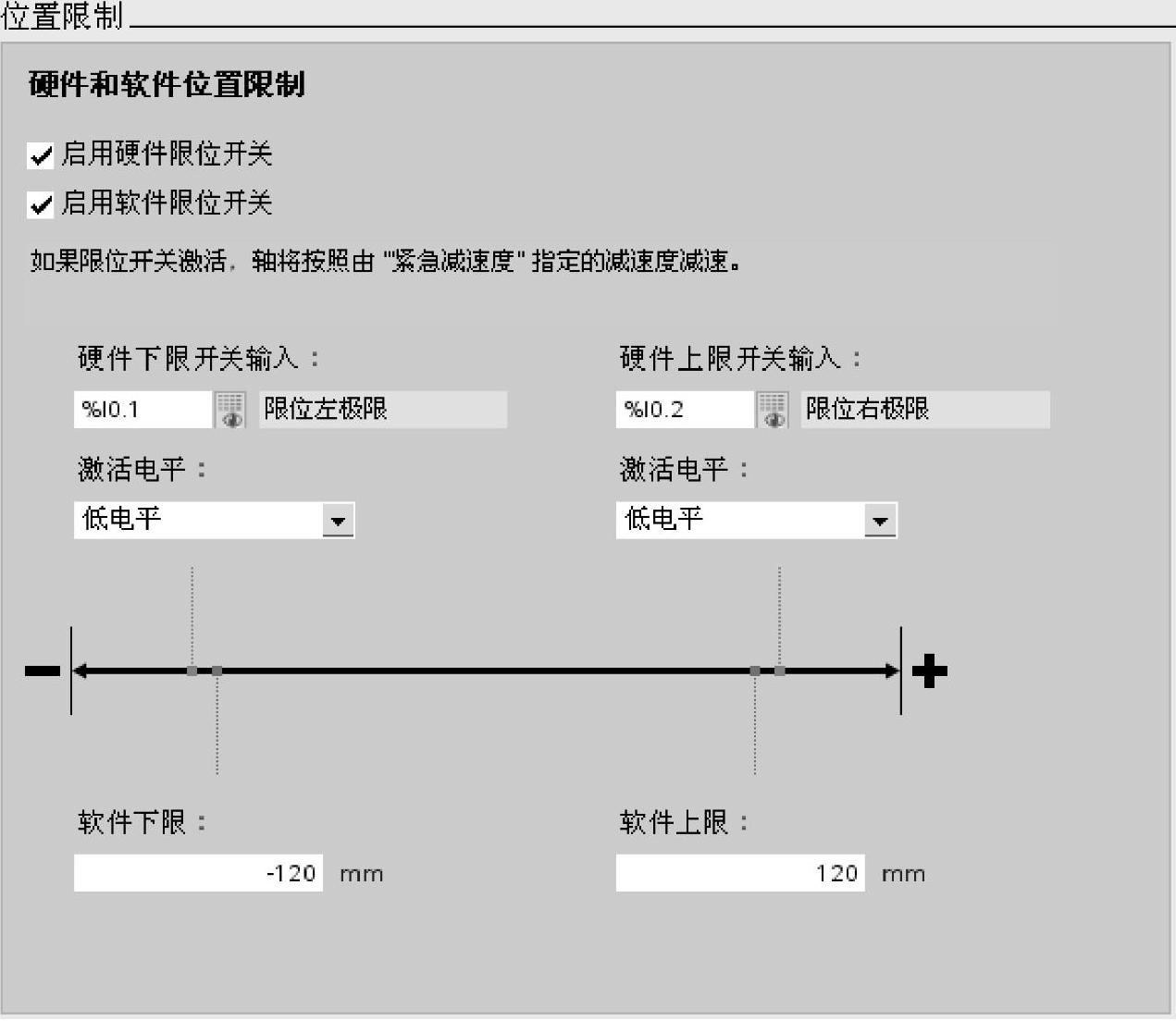
图9-47 位置限制组态
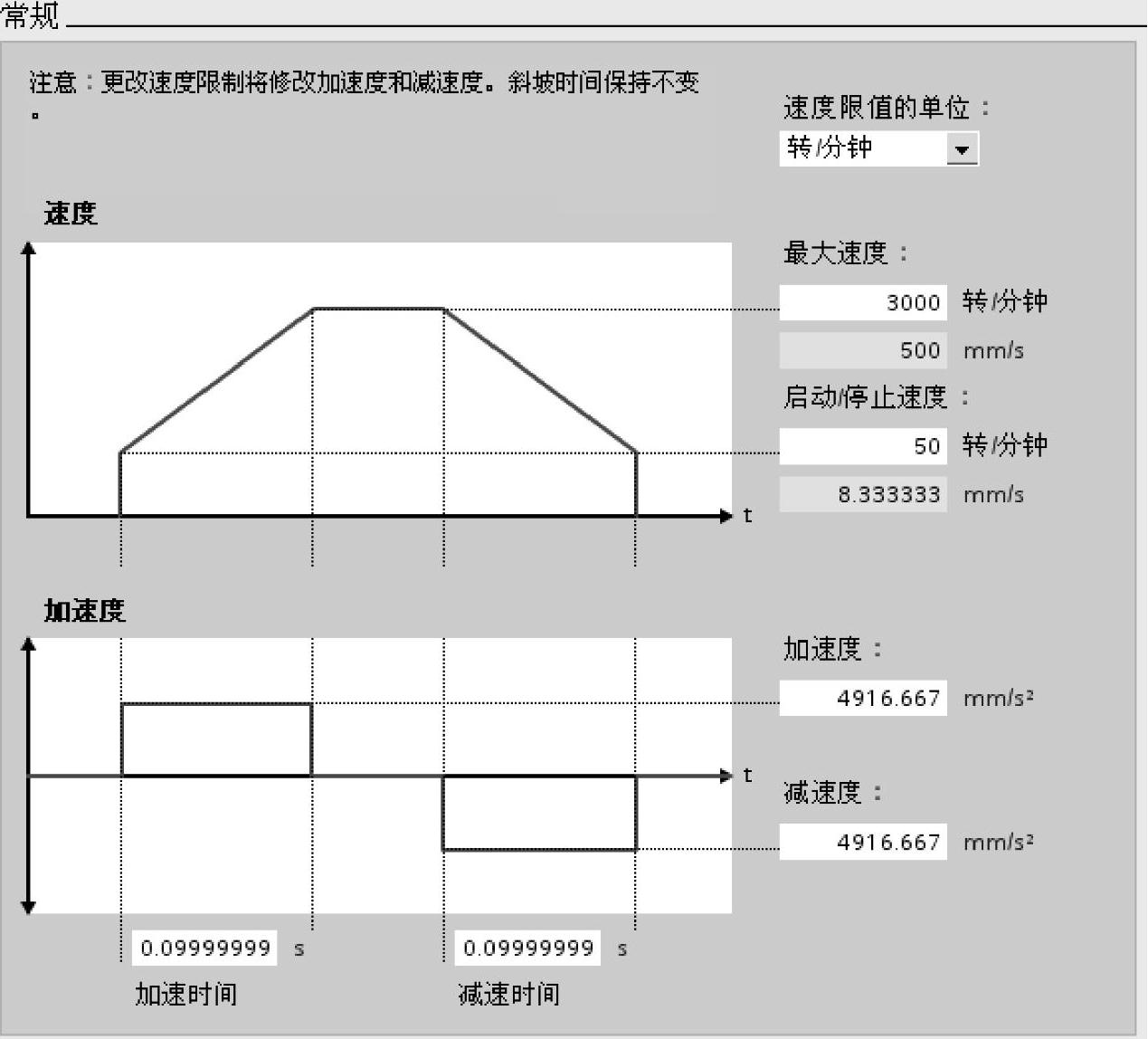
图9-48 速度和加速度组态

图9-49 急停减速组态
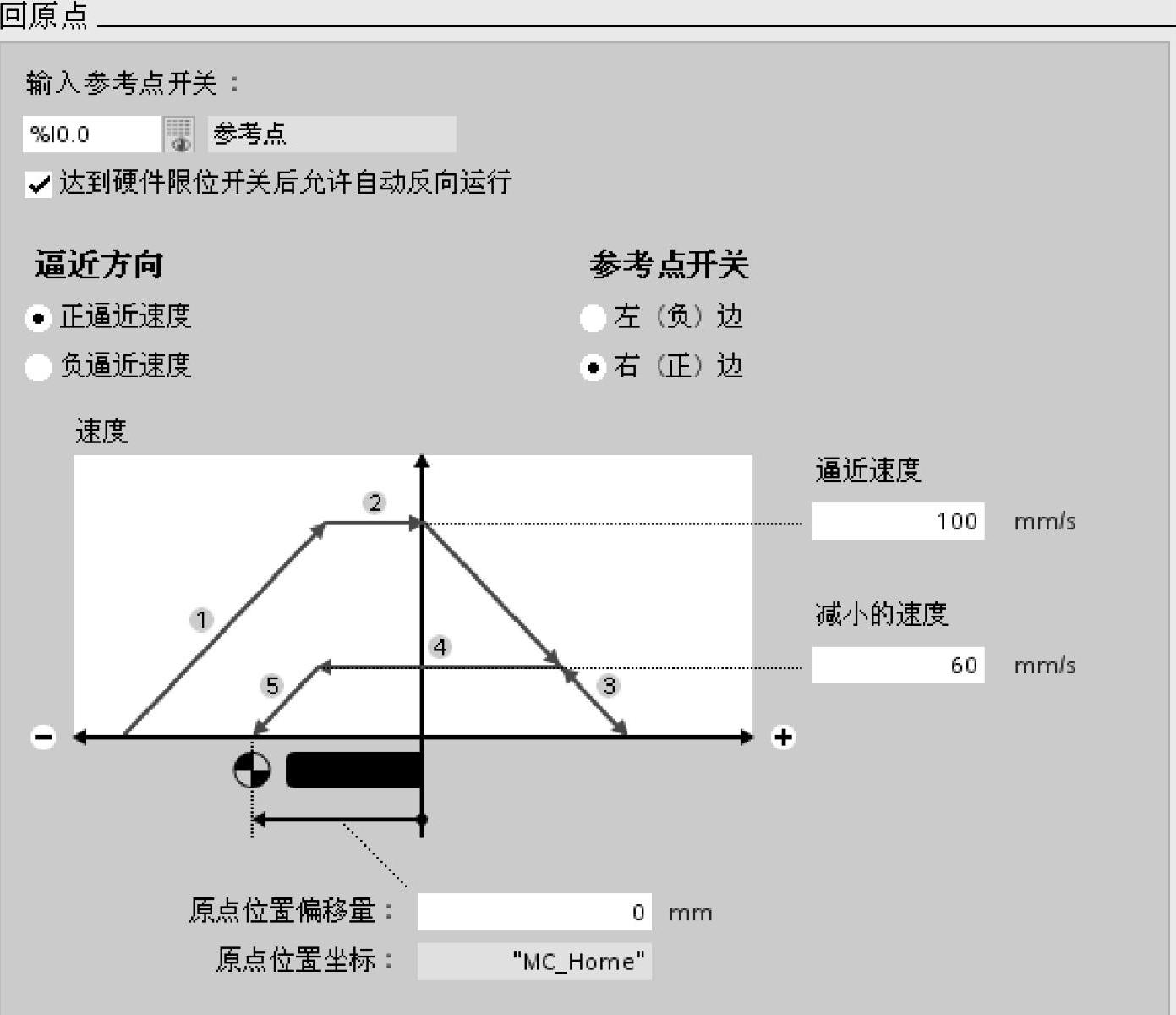
图9-50 回原点组态
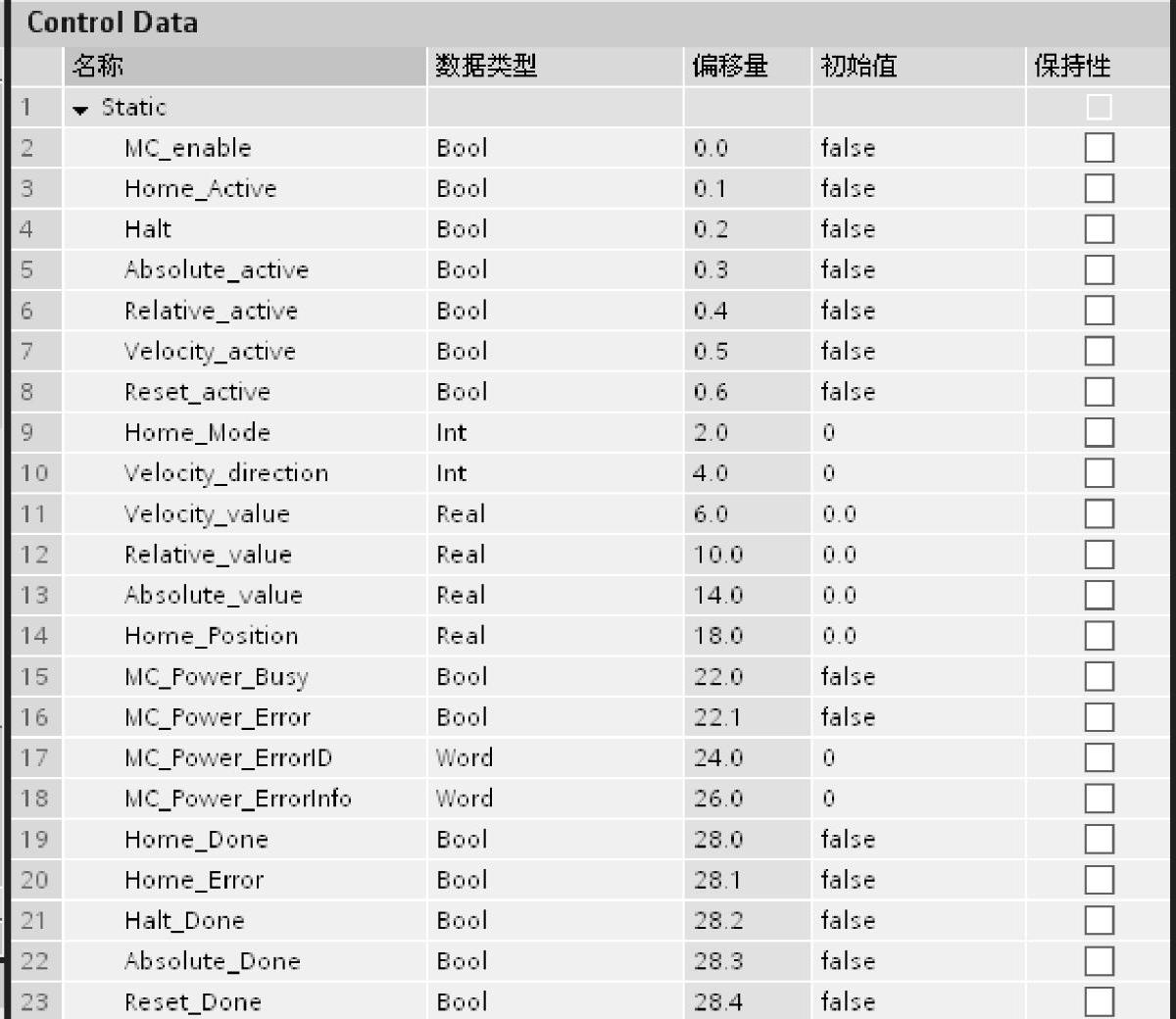
图9-51 定义数据块
添加FC块FC6,编写程序如图9-52所示,程序含义见注释。
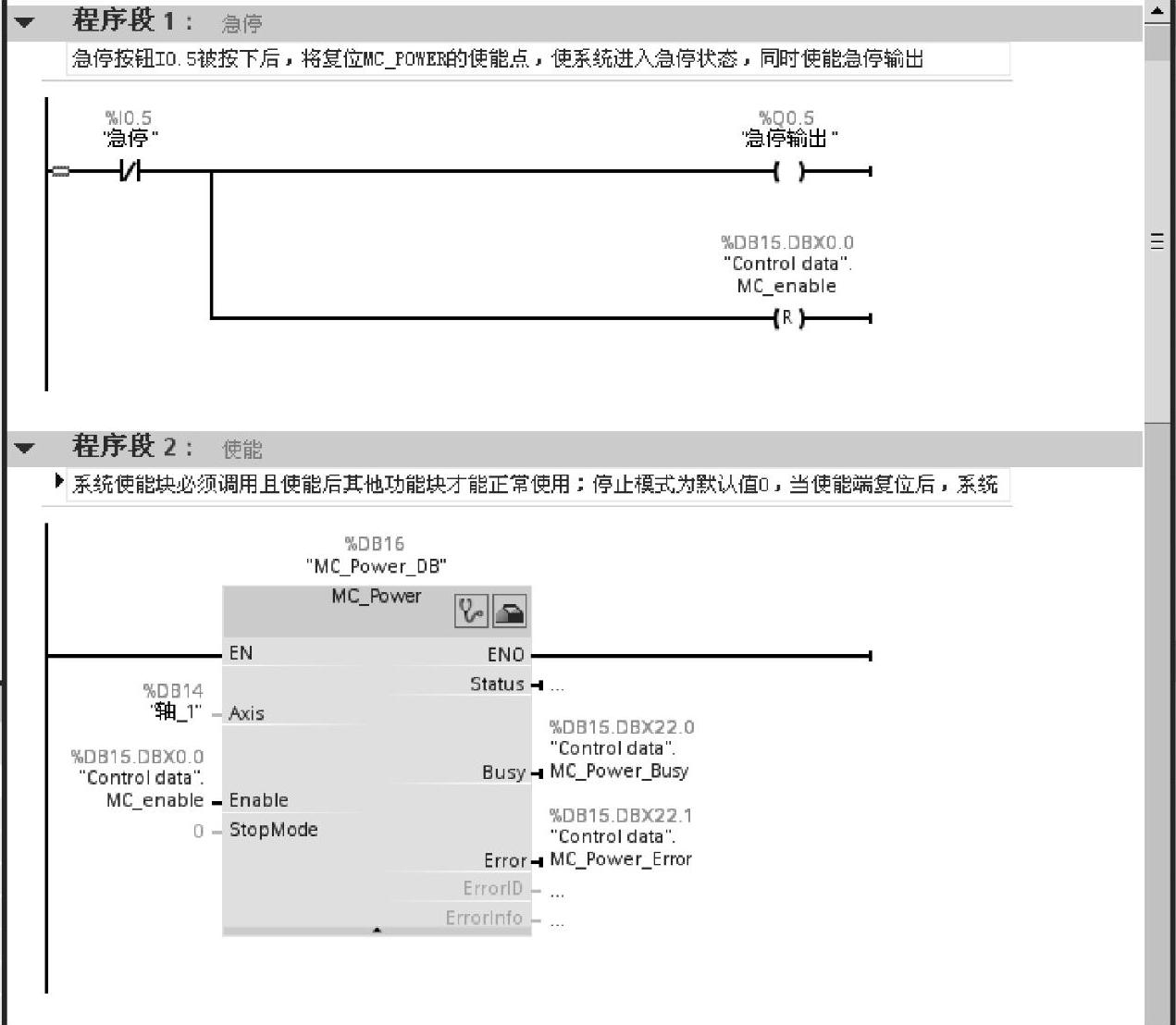
图9-52 例子程序FC6
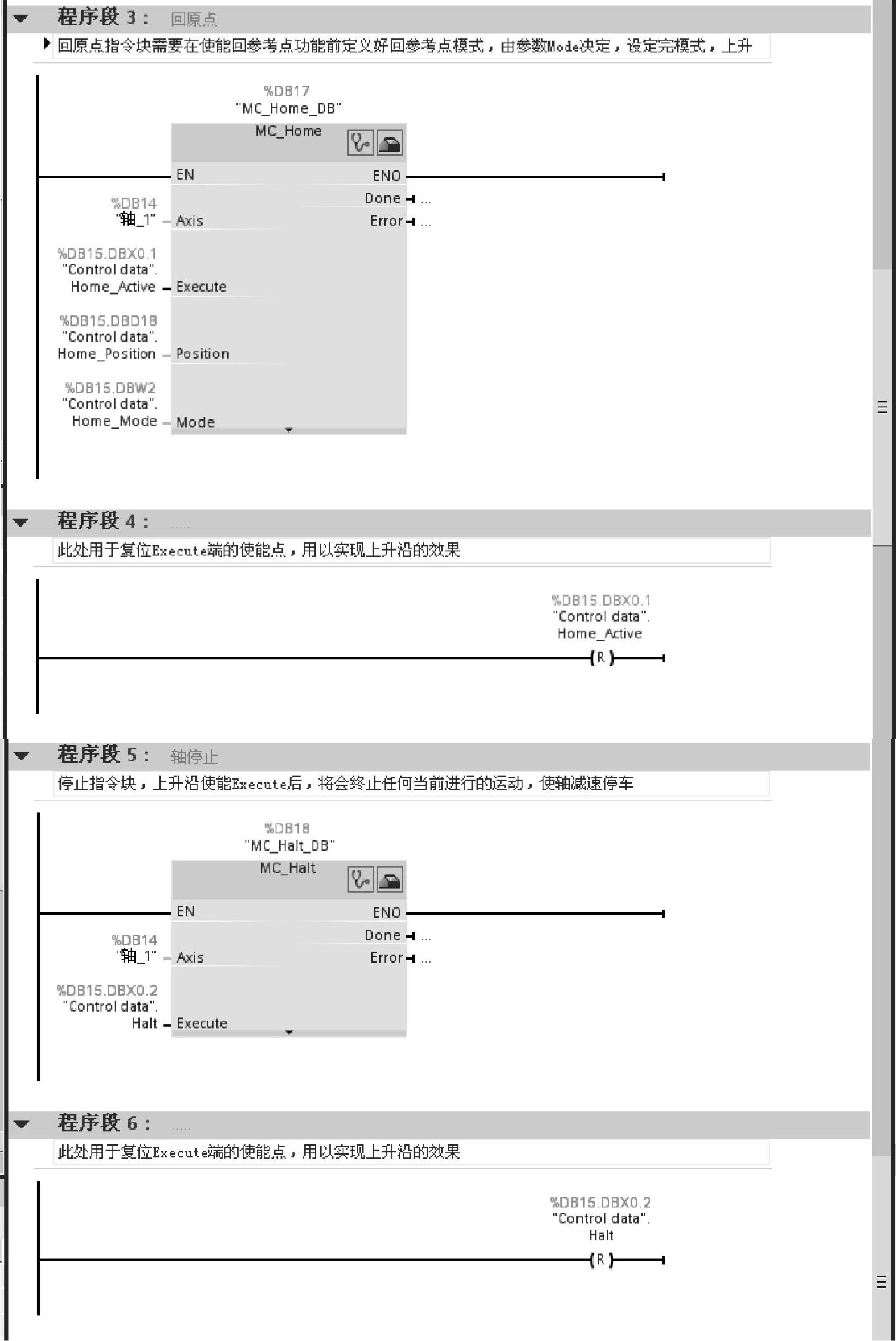
图9-52 例子程序FC6(续)

图9-52 例子程序FC6(续)
FC中程序编写完成后,需要在Main(OB1)中调用此FC块。至此,程序组态部分完成。程序组态完毕后,将整个项目下载到CPU中。
5.相关控制位使能
通过监视表格使能相关控制位实现向左极限运动30 mm的功能,具体操作步骤如下:
1)将变量Control data.MC_enable置为“1”,使能MC_Power指令块。
2)设置Control data.Home_mode为3,主动回原点。
3)将Control data.Hone_Active置为“1”执行回原点功能。
4)令Control data.Velocity_value=100.0,设置速度为100。
5)令Control data.Absolute_value=-30.0,设置绝对位置为-30。
6)令Control data.Absolute_active为“1”,激活绝对位置移动。
7)可通过状态位监控程序运行状态。若程序在运行过程中出现报错,如到达软件限位,可通过MC_Reset指令块复位错误后再进行下一步操作。
需要注意的是,在此例中,回参考点过程会有如下3种情况。
1)滑块起始位置在参考点左侧,在到达参考点右边沿时。从逼近速度减速至到达速度的过程已经完成。当检测到参考点左边沿时,电动机开始减速至到达速度,轴按此速度移动到参考点右边并停止,此时位置计数器会将参数Position中的值设置为当前参考点。
2)滑块起始位置在参考点左侧,在到达参考点右边沿时,从逼近速度减速至到达速度的过程没有执行完。由于在右边沿位置,轴未能减速至到达速度,轴会停止当前运动并以到达速度反向运行,直到检测到参考点右边沿的上升沿,轴会再次停止然后以到达速度正向运动,直到检测到参考点右边沿的下降沿。
3)滑块起始位置在参考点右侧,轴在正向运动中没有检测到参考点,直到碰到右限位点,此时轴减速至停止,并以逼近速度反向运行,当检测到左边沿后,轴减速停止并以到达速度正向运行,直到检测到右边沿,回参考点过程完毕。
回参考点过程中,MC_Home指令块中的Busy位始终输出高电平,一旦整个回参考点过程执行完毕,工艺对象数据块中的HomingDone位被置位成1。
6.获得当前位置及在线修改组态参数
要获得当前位置及在线修改组态参数,需在编辑模式下打开工艺对象数据块。以当前应用为例,当滑块正在运行时,可实时修改绝对位移指令块中的速度值,并用上升沿重新触发绝对位移指令块的Execute使能端,则此时系统会按当前速度计算所需的加减速时间及所用脉冲数,系统不会先到达启动停止速度,实时改变速度后运动到指定位置。
有关西门子S7-1200 PLC编程与应用的文章

2.PLC系统设计基本方法不同编程人员面对同一个工程有着不同的编程方式,因而当我们需要开发程序的时候,如何得出最优解法是需要靠我们不断地累积与钻研的,下面介绍一些比较常用的编程手法与思路,以供大家参考。......
2023-06-15

图5.3指针变量指针变量本身也是变量,所以指针变量在使用之前也需要定义。为指针变量赋值的方法有两种:一种是定义后,使用赋值语句的方式;另外一种是定义的同时进行初始化方式。......
2023-11-20
联合体(共用体)类型定义的一般形式为:联合体类型的定义确定了参与共用存储区域的成员项以及成员项具有的数据类型。定义联合体变量的形式与定义结构体变量完全相似,只是把关键字struct换成union。union联合体名{成员列表;};union联合体名变量列表;·定义联合体类型的同时定义联合体类型变量。例如:有如下语句序列:union test key;key.a=100;key.b=40000.123;那么,联合体变量key中只有一个值,那就是key.b的值。联合体变量作为函数参数。......
2023-11-20

S7-1200 PLC的比较指令如表5-3所示。比较指令只能对两个相同数据类型的操作数进行比较。图5-27 例5-7程序值在范围内指令IN_RANGE和值在范围外指令OUT_RANGE可测试输入值是在指定的值范围之内还是之外。如果比较结果为TRUE,则其输出为真。图5-28 例5-8程序使用OK和NOT_OK指令可测试输入的数据是否为符合IEEE规范754的有效实数。......
2023-06-15

按润滑方式大体分为自润滑轴承和外注润滑脂润滑轴承两种。这种轴承能长期保持自润滑性能,在自动扶梯上得到广泛地使用。图9-1-9 自润滑密封轴承使用实例示意图a)滑动轴承 b)小链轮也有的普通型自动扶梯在不重要部位以自润滑滑动轴承代替滚动轴承,以降低生产成本。这种轴承的材料一般采用具有低摩擦因数的材料(如尼龙),有的带有一定的自润滑功能,在使用中也不需要加油。......
2023-06-15
3颗铝基板固定螺钉、棕/白两根约6cm长的电源引线是否合适。表4-8 球泡灯组装的部件铝基板上涂散热硅脂取散热硅脂均匀涂在铝基板标示的LED灯封装的中心圆上,如图4-43所示。图4-43 涂散热硅脂的铝基板图4-44 焊接LED的铝基板焊接电源输入/输出引线将灯头的引出线与电源输入端焊接好,在电源输出端用棕/白两根电源引线按“+/-”极焊接,如图4-45所示。至此,本节就系统介绍了球泡灯的设计与组装。......
2023-06-15
由于构音障碍并不一定会伴随显著的外在缺陷,也不会有明显的疾病痛苦,更不会对患者构成直接的身体危险,往往被患者本人、家属等所忽略。构音障碍只是口语的表达障碍,其词义和语法正常。构音障碍患者的言语障碍程度主要受神经、肌肉及其功能受损程度的影响。还有一些构音障碍是由于构音器官形态和结构异常所致。听力损失和智力异常也可能导致患者出现并发性构音障碍。可见,构音障碍的致病因素有很多,在临床实践中应该仔细甄别。......
2023-07-02
用于C-RoFN的MDRI架构如图9-19所示。需要注意的是,C-RoFN中的多维资源分为3个层次,包括无线资源层、光谱资源层和处理资源层。在软件定义的C-RoFN中MDRI架构的动机是双重的。首先,MDRI可以加强RC和OC之间的合作,以克服多层覆盖网络产生的互通障碍,并有效实现垂直整合。同时,RC中的射频监测模块获取并管理天线中的虚拟无线资源,PC通过PU监控模块周期性地或基于事件的触发获得PU资源信息。......
2023-06-19
相关推荐