钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2025-09-29
在工业生产过程中,存在着大量的连续变化的信号(模拟量信号),例如温度、压力、流量、位移、速度、旋转速度、pH值、粘度等。通常先用各种传感器将这些连续变化的物理量变换成电压或电流信号,然后再将这些信号接到适当的模拟量输入模块的接线端上,经过块内的模/数(A/D)转换器,最后将数据传入到PLC内部。同时,也存在着各种各样的由模拟信号控制的执行设备,如变频器、阀门等,通常先在PLC内部计算出相应的运算结果,然后通过模拟量输出模块内部的数/模(D/A)转换器将数字转换为现场执行设备可以使用的连续信号,从而使现场执行设备按照要求的动作运动。模拟量输入/输出示意图如图9-2所示。
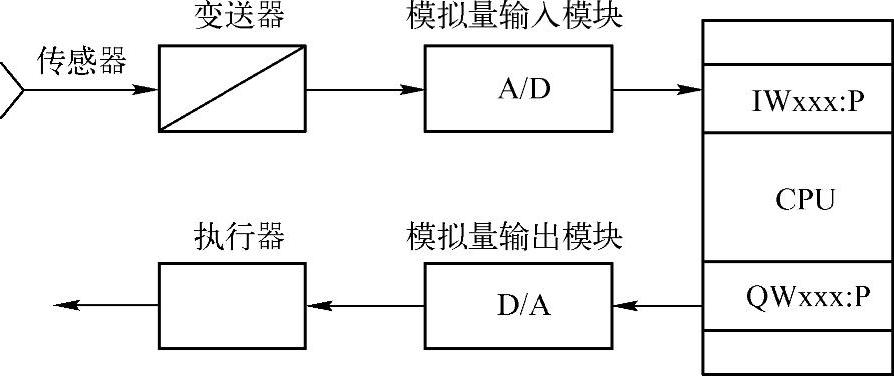
图9-2 模拟量输入/输出示意图
图9-2中,传感器利用线性膨胀、角度扭转或电导率变化等原理来测量物理量的变化。变送器将传感器检测到的变化量转换为标准的模拟信号,如±500 mV、±10 V、±20 mA、4…20 mA等,这些标准的模拟信号将接到模拟量输入模块上。PLC为数字控制器,必须把模拟值转换为数字量,才能被CPU处理,模拟量输入模块中的A/D转换器用来实现转换功能。A/D转换是顺序执行的,即每个模拟通道上的输入信号是轮流被转换的。A/D转换的结果存在结果存储器IW中,并一直保持到被一个新的转换值所覆盖。
用户程序计算出的模拟量的数值存储在存储器QW中,该数值由模拟量输出模块中的D/A转换器转换为标准的模拟信号,控制连接到模拟量输出模块上的采用标准模拟量输入信号的模拟执行器。
1.模拟量模块的配置
S7-1200 PLC自带模拟量,另外还有模拟量模块可供选用。下面介绍模拟量的硬件组态。
通常每个模拟量模块或通道可以测量不同的信号类型和范围,要参考硬件手册正确地进行接线,以免损坏模块。
硬件接线设定了模拟量模块的测量类型和范围后,还需要在STEP 7 Basic软件中对模块进行参数设定。必须在CPU为“停止”模式时才能设置参数,且需要将参数进行下载。当CPU由“停止”模式转换为“运行”模式后,CPU即将设定的参数传送到每个模拟量模块中。
在项目视图中打开“设备配置”,单击选中模拟量模块,此处以模拟量输入/输出模块SM1234 AI4×13/AO2×14 Bit为例,模拟量模块的属性对话框如图9-3所示。其中,包含“常规”、“模拟输入”和“模拟输出”几个选项,“常规”项给出了该模块的描述、名称、订货号和注释等,“IO地址/硬件标识符”项给出了输入/输出通道的地址,可以自定义通道地址。
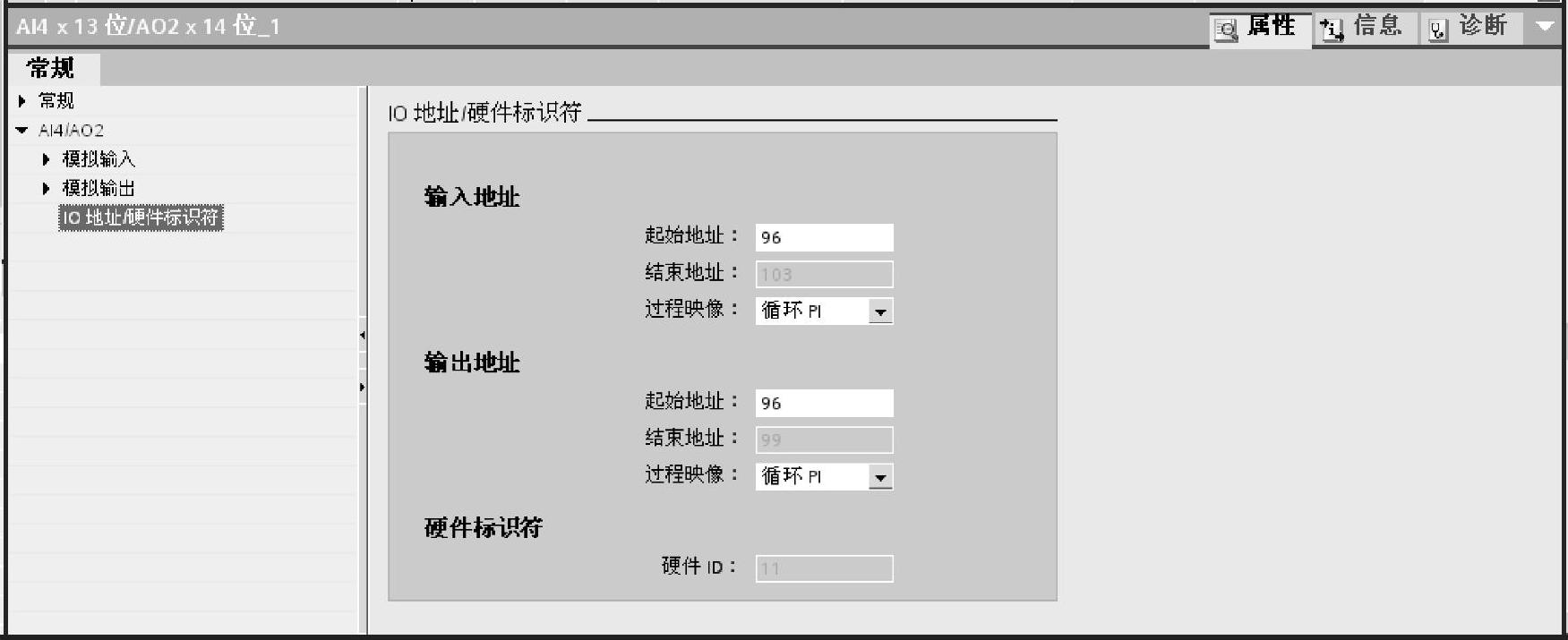
图9-3 模拟量模块的属性对话框
“模拟输入”项中,根据模块类型及控制要求可以设置用于降低噪声的积分时间、滤波时间以及启用“上溢诊断”和“下溢诊断”等。更重要的是在此设置模拟量的测量类型和范围,SM1234模块所能测量的各种模拟输入量类型如图9-4所示,此处设置要与实际变送器量程相符。
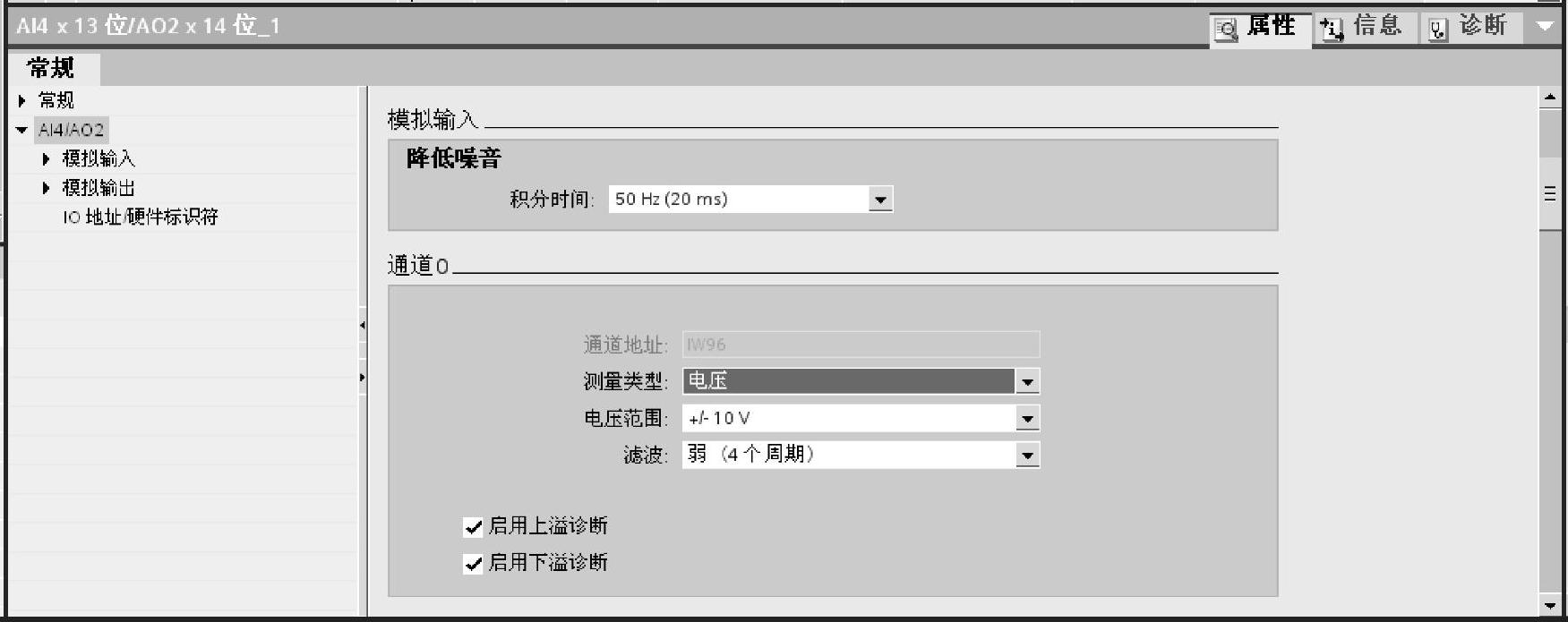
图9-4 SM1234模块属性对话框的“模拟输入”项
2.模拟量模块的分辨率(https://www.chuimin.cn)
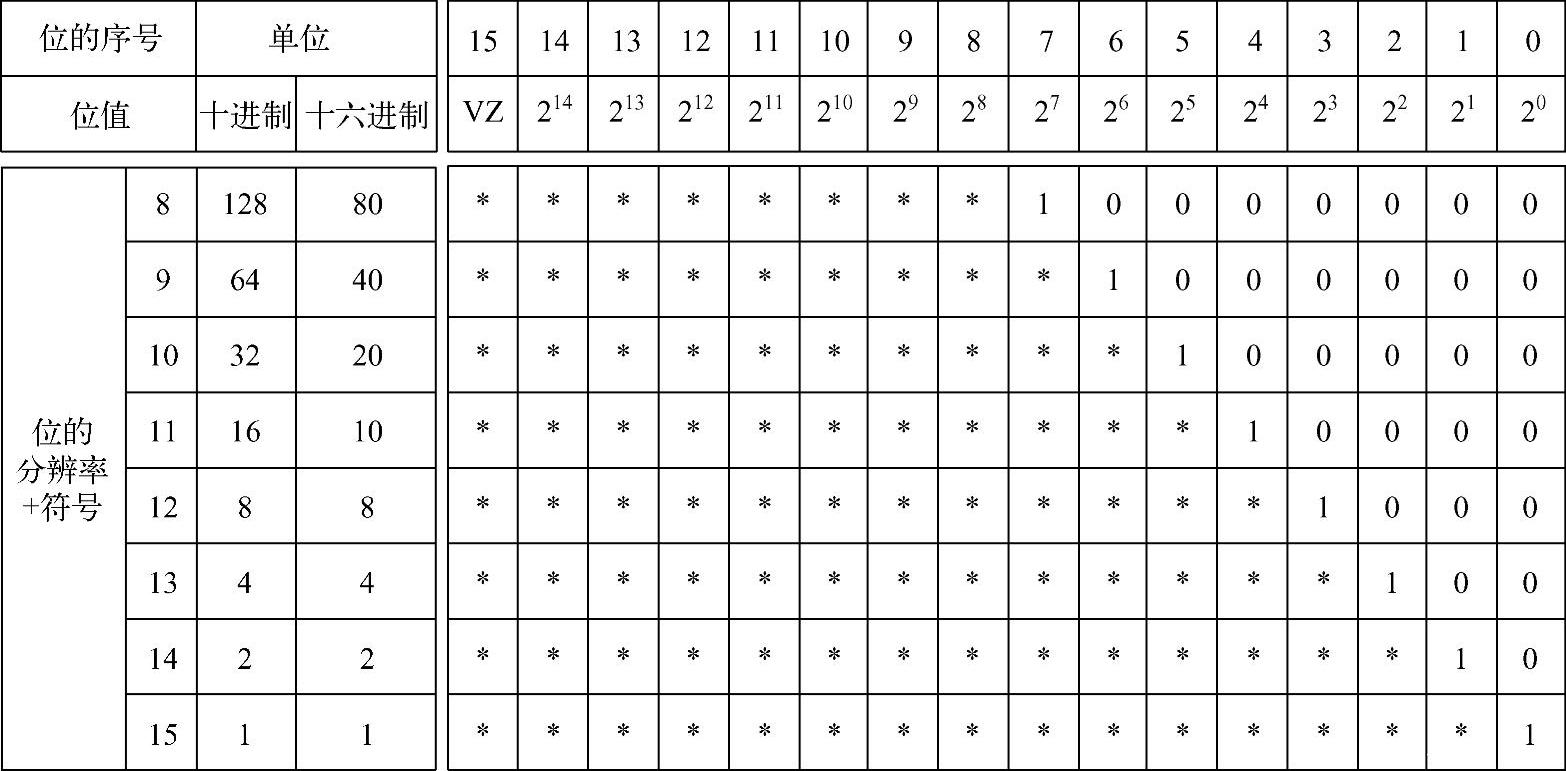
由前面可以看出,模拟量模块的分辨率是不同的,从8位到16位都有可能。如果模拟量模块的分辨率小于15位,则模拟量写入累加器时向左对齐,不用的位用“0”填充,如表9-1所示。这种表达方式使得当更换同类型模块时,不会因为分辨率的不同而导致转换值的不同,无需调整程序。
3.模拟量规格化
一个模拟量输入信号在PLC内部已经转换为一个数,而通常我们希望得到该模拟量输入对应的具体的物理量数值(如压力值、流量值等)或对应的物理量占量程的百分比数值等,这就需要对模拟量输入的数值进行转换,这称为模拟量的规格化(SCALING)。
表9-1 模拟量的表达方式和测量值的分辨率
不同的模拟量输入信号对应的数值是有差异的,表9-2所示为不同的电压、电流、电阻或温度输入信号对应的数值关系。此处仅选取部分典型信号作为示意,具体对应关系请查看硬件手册。
表9-2 不同的电压、电流、电阻或温度输入信号对应的数值关系
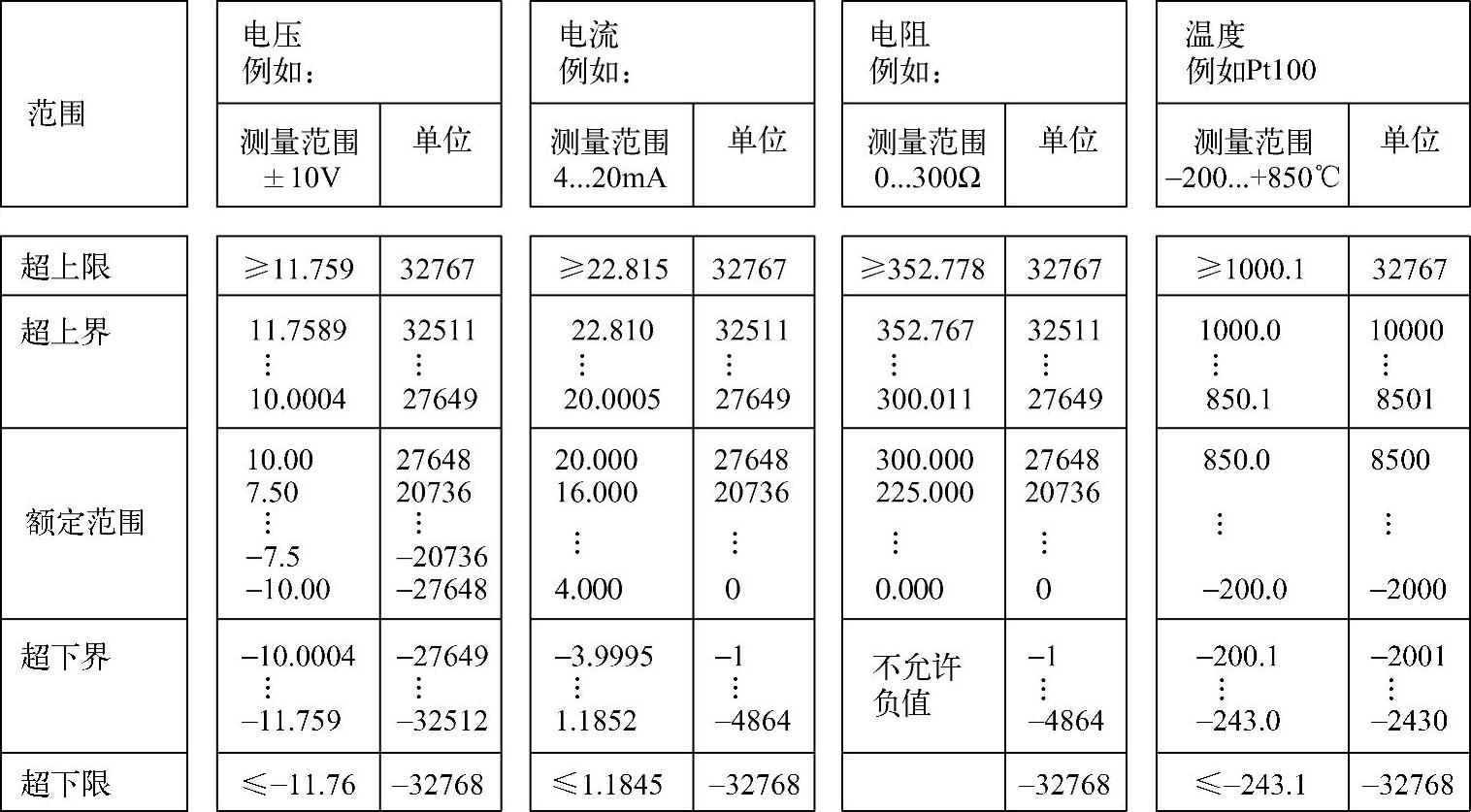
由表9-1可以看出,额定范围内的模拟量输入信号双极性对应的数值范围为±27648,如±10 V对应±27648并呈线性关系,单极性信号对应数值范围为0~24648,如0~10 V、4~20 mA、0~300Ω等都对应0~27648;而对于Pt100测温范围-200~850℃,其对应的数值范围为-2000~8500,即10倍关系。
对于上面的各种模拟量输入信号的对应关系,需要编写相应的处理程序来将PLC内部的数值转换为对应的实际工程量(如温度、压力)的值,因为工艺要求是基于具体的工程量而来的,例如“当压力大于3.5 MPa时打开排气阀”,如果不进行模拟量转换,就无法知道当前的0~27648范围的这个数值对应的压力到底是多少,编程实现也就无从谈起了。
例如,假设某温度传感器的输入信号范围为-10~100℃,输出信号为4~20 mA,模拟量输入模块将4~20 mA的电流信号转换为0~27648的数字量,设转换后得到的数字为N,容易获得对应的实际温度值计算公式为

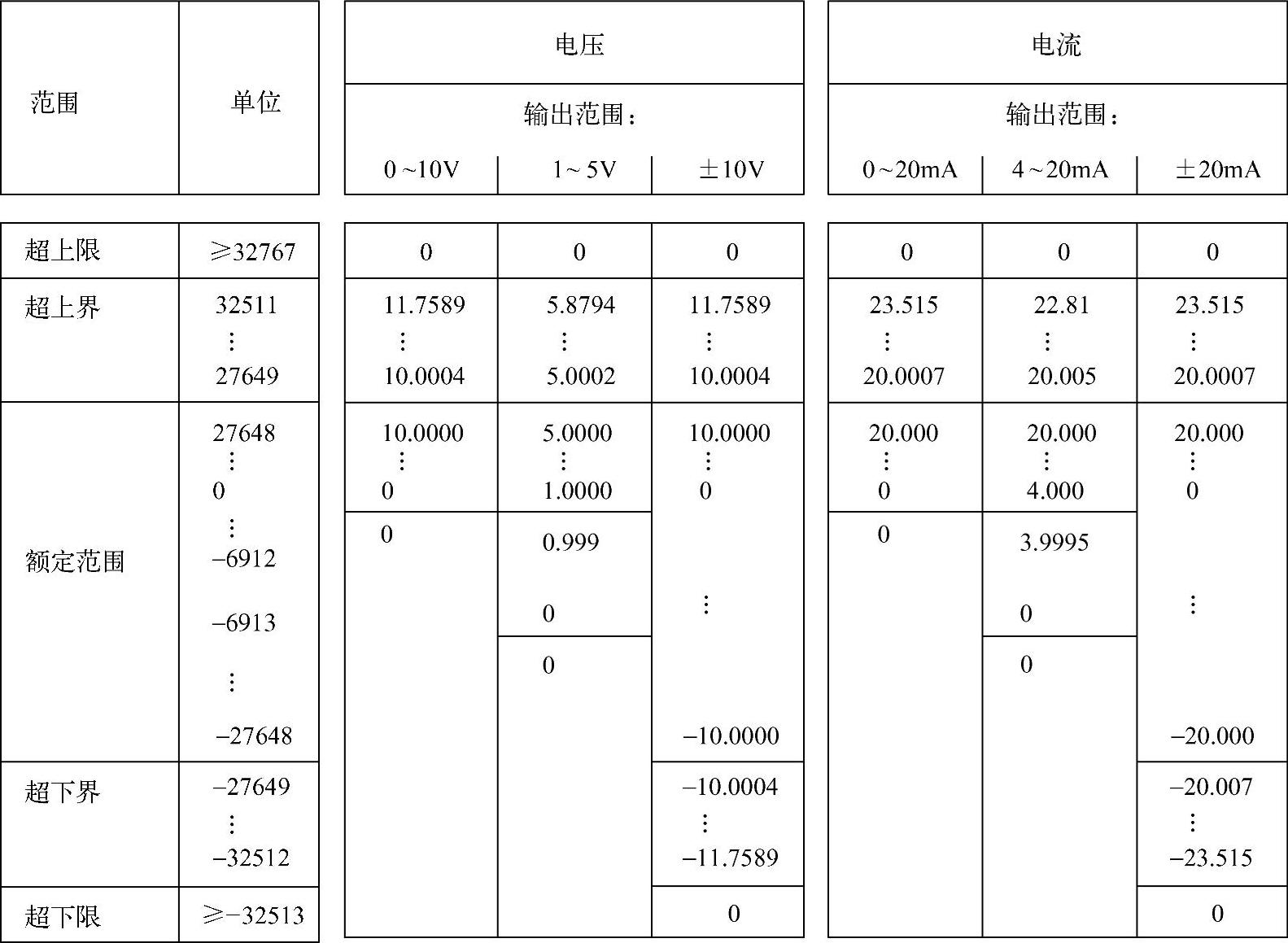
模拟输出量的分析过程与模拟输入量刚好相反,PLC运算的工程量要转换为一个0~27648或±27648的数,再经D/A转换变为连续的电压电流信号,数值和执行器量程的对应关系如表9-3所示。
表9-3 不同的数值对应的输出电压、电流关系
相关文章

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2025-09-29

由于各生产厂家的电引机结构不同,电梯曳引机的故障诊断技术的要求也不尽一致,所以对具体问题的处理方法不可能公式化。下面是几种常见的与电引机有关的电梯故障及其处理方法。(六)油箱温度过高,接近或超过85℃故障原因为:1.蜗杆滑动轴承及推力轴承润滑不良,一般是因为油路堵塞或油位低。......
2025-09-29

图9-1 PLC模拟量闭环控制系统框图图9-1所示的sp是给定值,pv为A/D转换后的实际值,通过控制器中对给定值与实际值的误差ev的PID运算,经D/A转换后去控制执行机构,进而使实际值趋近于给定值。S7-1200 PLC提供了多达16个PID控制器,可同时进行回路控制,用户可手动调试参数,也可使用自整定功能,即由PID控制器自动调试参数。下面首先介绍S7-1200 PLC中模拟量处理的思路和PID控制器的相关基础知识,再通过一个应用实例演示其组态及编程方法。......
2025-09-29

图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2025-09-29
一般来说,电气设备在电磁环境中会受到电磁干扰。所谓电磁干扰是指电磁引起的设备、传输通道或系统性能的下降,或者引起对生命或无生命物质产生损害作用的电磁现象。电磁干扰来自于电磁噪声。各种干扰源与敏感设备间的耦合途径有传导、共阻抗、感应、辐射,以及它们间的组合等几种形式。抑制电磁干扰贯穿于电梯的设计、制造、安装、调试、使用及维护全过程。......
2025-09-29

实验中触头预压力FK保持为25.1N。表6-5为两组实验和仿真的详细结果数据。图6-21为峰值电流为11.3kA时的电流和电动斥力实验波形。表6-5 实验和仿真结果比较在仿真中,表征触头接触情况的参数ξ取值为0.45。而电流峰值为9.0和11.3kA时,对应的触头压力分别为35.4和55.9N。根据式(6-1),可得导电斑点的半径分别为0.158和0.199mm。因此,引入导电桥模型,采用有限元静态分析的方法计算电动斥力是合理的,也是有效的。......
2025-09-29

相关推荐