表3-1供料单元的装配步骤续表装配过程中应注意如下两点:装配铝合金型材支撑架时,注意调整好各条边的平行度及垂直度,锁紧螺栓。......
2025-09-29
要实现前述通信要求,需要在PLC_1中调用并配置TSEND_C、T_RCV通信指令。
1.在PLC_1的OB1中调用TSEND_C通信指令
拖动指令树中的TSEND_C指令到程序段1,自动生成背景数据块。
(1)定义PLC_1的TSEND_C连接参数
要设置PLC_1的TSEND_C指令的连接参数,先选中指令,点击其属性对话框的“连接参数”项,如图8-7所示。在“端点”中选择通信伙伴为“PLC_2”,则接口、子网及地址等随之自动更新。“连接类型”选择为“TCP”。先“连接ID”中输入连接的地址ID号1,这个ID号在后面的编程将会用到。在“连接数据”项中,创建连接时,系统会自动生成本地的连接DB块,所有的连接数据都会存于该DB块中。通信伙伴的连接DB块只有在对方(PLC_2)建立连接后才能生成,新建通信伙伴的连接DB并选择。选择本地PLC_1的“建立主动连接”选项。在“地址详细信息”项中定义通信伙伴方的端口号为2000。
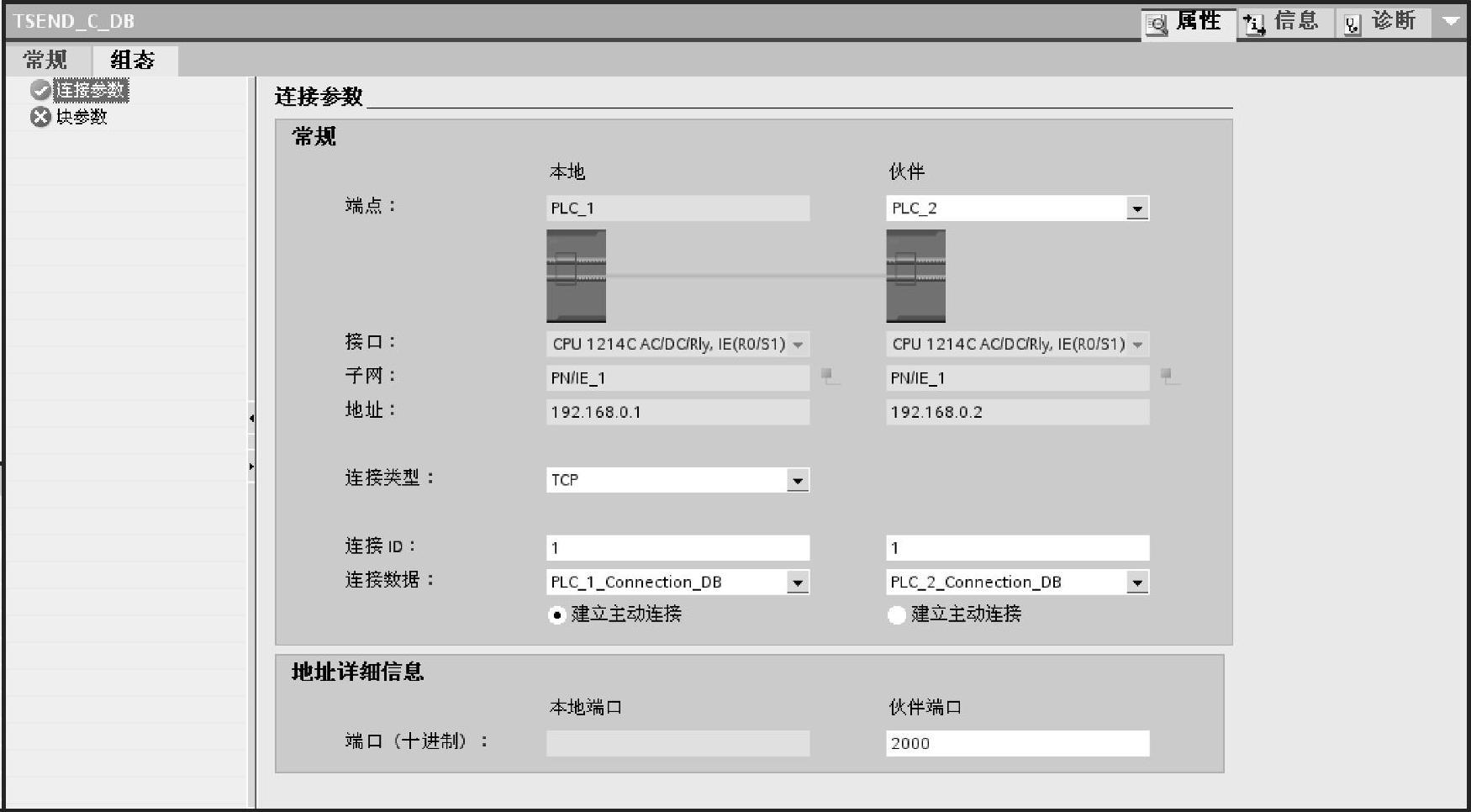
图8-7 定义TSEND_C连接参数
如果“连接类型”选用的是ISO on TCP,则需要设定TSAP地址,此时本地PLC_1可以设置成“PLC1”,伙伴方PLC_2可以设置成“PLC2”。使用ISO on TCP通信,除了连接参数的定义不同,其他组态编程与TCP通信完全相同。
(2)定义PLC_1的TSEND_C发送通信块接口参数
根据所使用的接口参数定义变量符号表,如图8-8所示。
创建并定义PLC_1的发送数据区DB块。要注意的是,新建数据块时,应取消勾选“仅符号访问”选项。在数据块中定义发送数据区为100字节的数组,勾选“保持性”选项。
对于双边编程通信的CPU,如果通信数据区使用数据块,既可以将DB块定义成符号寻址,也可以定义成绝对寻址。使用指针寻址方式时,必须创建绝对寻址的数据块。
要设置TSEND_C指令的发送参数,先选中指令,点击其属性对话框的“块参数”项,如图8-9所示。在输入参数中,“启动请求(REQ)”使用2Hz的时钟脉冲,上升沿激活发送任务,“连接状态”设置为常数1,表示建立连接并一直保持连接,“发送长度”设置为100。在“输入/输出”参数中,“相关的连接指针”为前面建立的连接DB块,“发送区”使用指针寻址,DB块要设置绝对寻址,“pdb2.dbx0.0 byte 100”的含义是发送数据块DB2中第0.0位开始的100个字节的数据,“重新启动块”为1时完全重启动通信块,现存的连接会中断。在“输出”参数中,任务执行完成并且没有错误,“请求完成”位置1,“请求处理”位为1代表任务未完成,不激活新任务,若通信过程中有错误发生,则“错误”位置1,“错误信息”字给出错误信息号。(https://www.chuimin.cn)

图8-8 定义变量表
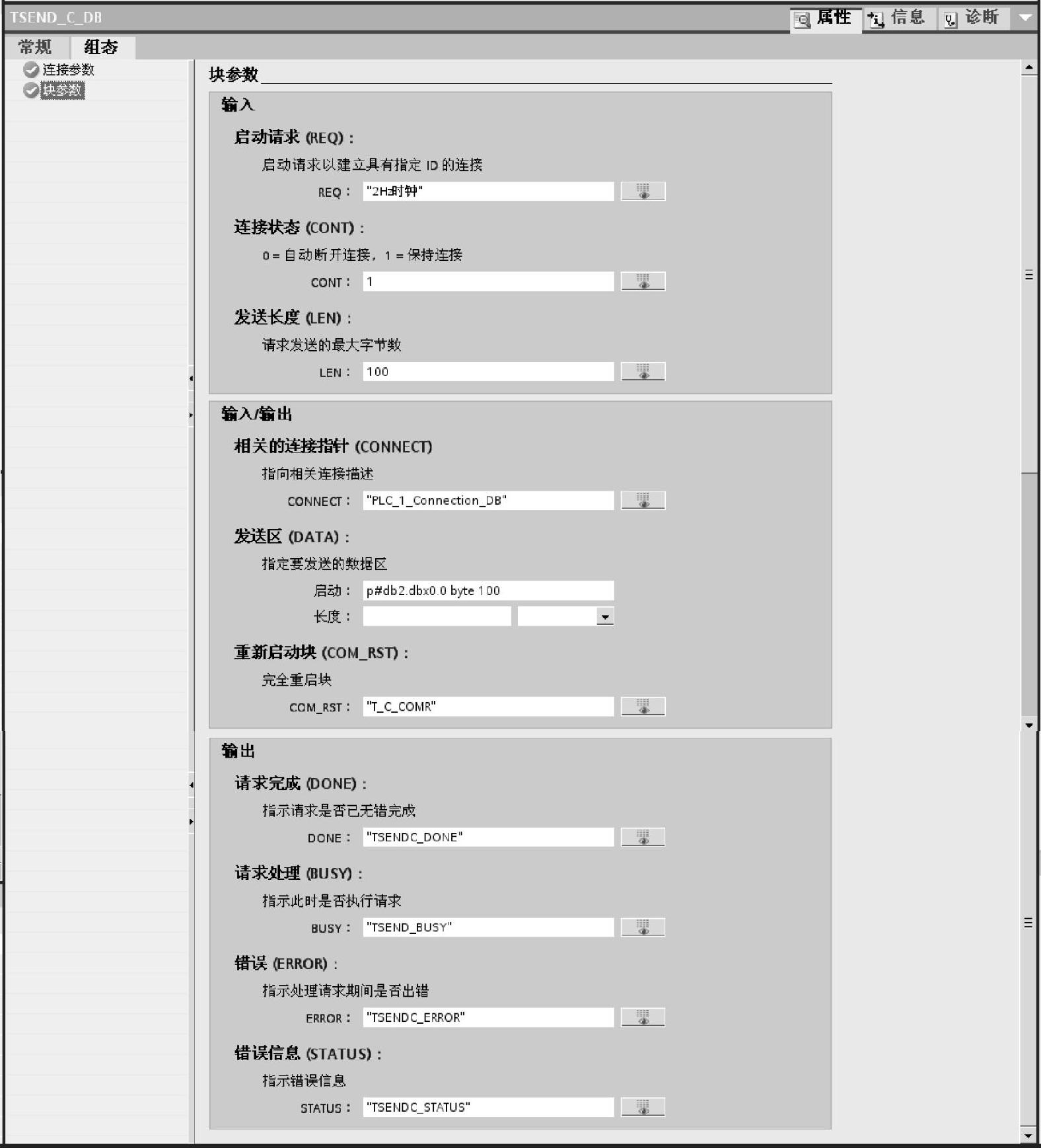
图8-9 定义TSEND_C接口参数
设置TSEND_C指令块的“块参数”,程序编辑器中的指令参数将随之更新,也可以直接编辑指令块,如图8-10所示。
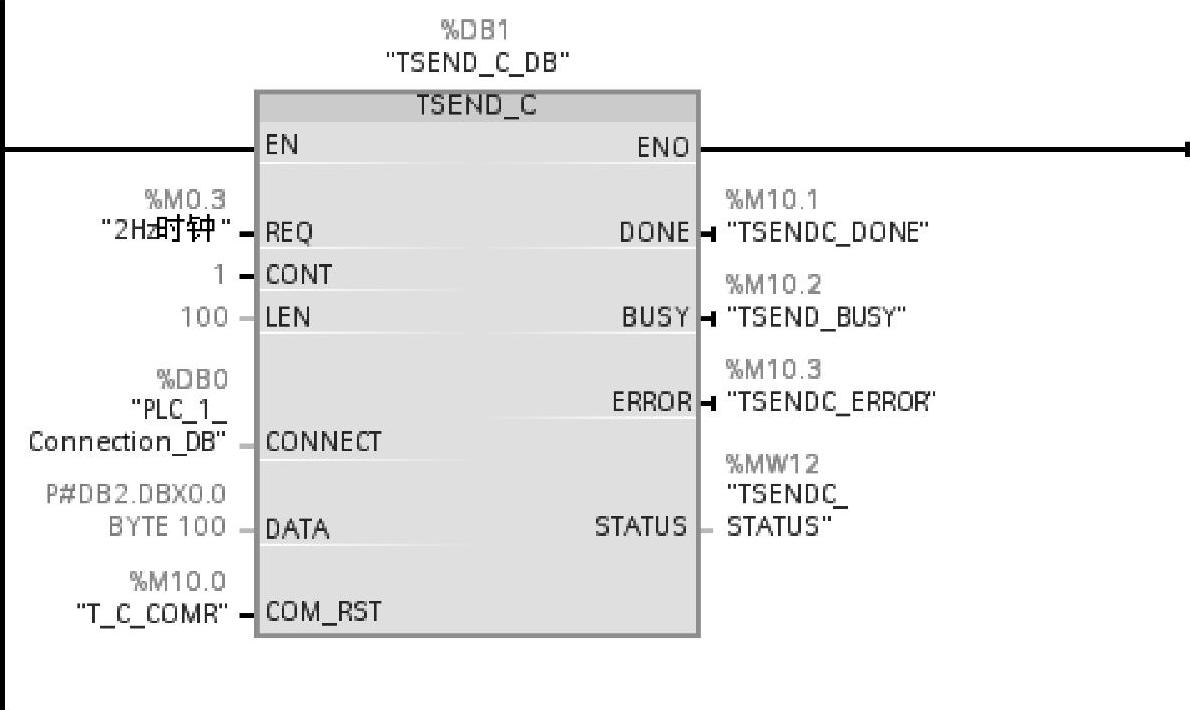
图8-10 定义TSEND_C接口参数
2.在PLC_1的OB1中调用接收指令T_RCV并配置基本参数
为了使PLC_1能够接收来自PLC_2的数据,在PLC_1中调用接收指令T_RCV并配置基本参数。
接收数据与发送数据使用同一连接,所以使用不带连接管理的T_RCV指令。根据所使用的接口参数定义符号表,如图8-8所示,配置接口参数,如图8-11所示。其中,“EN_R”参数为1,表示准备好接收数据;ID号为1,使用的是TSEND_C的连接参数中的“连接ID”的参数地址;“DATA”表示接收数据区;“RCVD_LEN”表示实际接收数据的字节数。
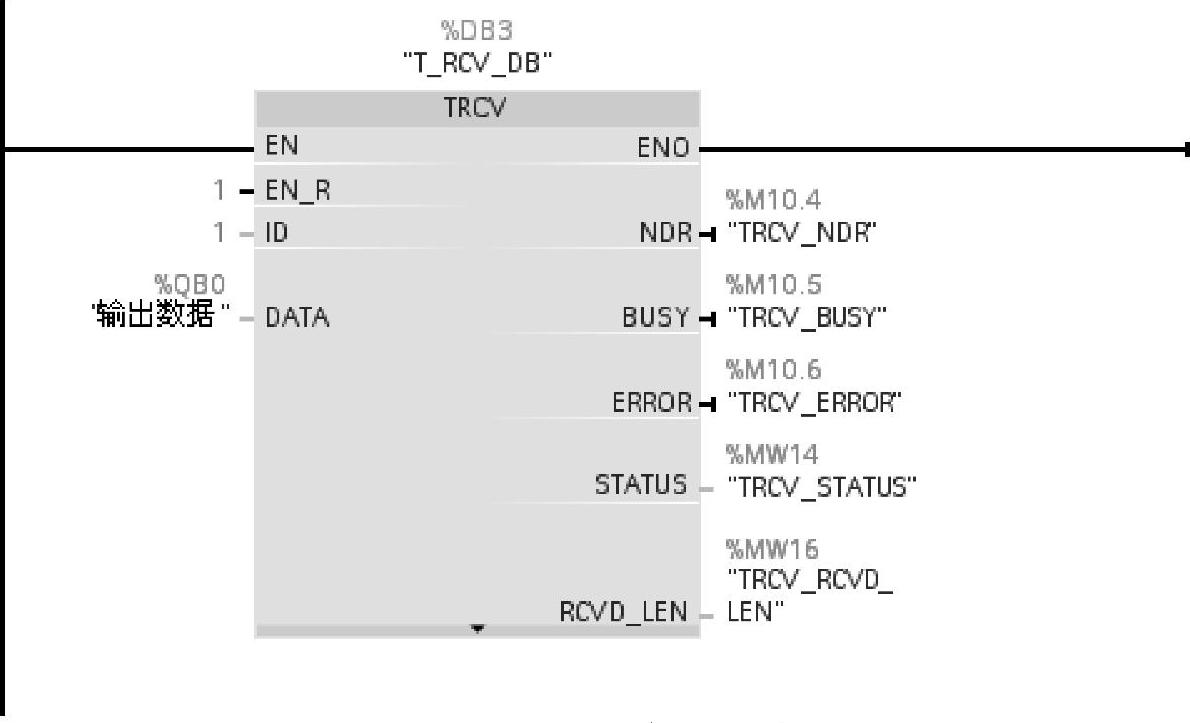
图8-11 调用TRCV指令并配置接口参数
相关文章

比较CB3和CB1的计算结果,将静导电杆的形状从水平U型改为平板型,电动斥力有所减小,说明水平U型通过改变电流的方向,有利于加强触头区域的磁场及相应的电动斥力,这一点也和图6-20的结果相一致。对CB1和CB2来说,FH分别为40.33N和38.45N,同表6-4的结果相比,有一定的差别,这主要是由于导电回路产生的磁场对动触头上电动斥力的影响引起的。表6-4 5个模型在10kA电流时的电动斥力计算结果......
2025-09-29

图3-43分拣单元步进控制流程图根据步进控制流程图,下面给出初始步、黑白检测步、分配物料槽步和物料入槽步的梯形图。图3-44分拣单元的初始步梯形图程序图3-45分拣单元的黑白检测步梯形图程序图3-46分拣单元的分配物料槽步梯形图程序图3-47分拣单元的物料入槽步梯形图程序3.程序的调试本工作任务的分拣要求并不复杂,但要准确判别工件属性、在目标料槽气缸中心位置平稳地推出工件,则需要进行细致的调试。......
2025-09-29

黄铜板熔化极氩弧焊的焊接参数见表5-11。表5-11 黄铜板熔化极氩弧焊的焊接参数6.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝处于原始状态。......
2025-09-29

若在运行中料仓芯件不足,则工作单元继续工作,但HL2以1 Hz的频率闪烁,HL1保持长亮。③装配子过程是一个单序列的周而复始的步进过程。“装配完成标志”为OFF状态,是防止发生重复装配的措施,其原理与加工单元主控过程所采取的防止重复加工的措施相同,即在一次装配周期结束时,置位“装配完成标志”,只有将装配好的工件取出,该标志才能复位,再重新放下待装配工件,才有可能满足初始步转移条件。图3-37装配单元供料过程部分梯形图......
2025-09-29

一般的,变频器的速度控制流程如图8-4-6所示。表8-4-2 变频控制信号说明图8-4-7中,虚线框内是CMPU(主微机)与变频器进行通信的电路,CM-PU直接将速度指令传送给变频器。使用RS485以通信方式控制变频器速度,通信方式虽然非常灵活,但容易受干扰。......
2025-09-29
通过对上述各种状况下的最大和最小制动力矩的分析和反复验算,可制定一个既能满足制停距离要求,又能符合最大减速度规定的附加制动器制动力矩Taux,作为附加制动器具体结构设计参数。......
2025-09-29

图3-50输送单元的机械手示意图3)拖链装置当机械手装置做往复运动时,连接到机械手装置上的气管和电气连接线也随之运动,机械手装置上的所有气缸连接的气管和电线沿拖链带敷设,插接到电磁阀组上。图3-51输送单元的拖链装置图3-52输送单元的原点开关和极限开关示意图2.输送单元装置侧的安装输送单元装置侧的安装分为两部分:直线运动组件的安装、拖链的安装和机械手装置的安装。图3-54输送单元装置侧安装完成示意图......
2025-09-29
相关推荐