例如,铁路通信信号设备生产企业审批实施细则中对设备工作场地的具体要求:不小于2 000 m2;贴片、插装、焊接、单板(盒)调试环境:温度18~30℃,相对湿度30%~70%;机架、机柜、组匣类组装,整机组装环境:温度15~35℃,相对湿度不大于85%;电子元件储存环境:温度10~30℃,相对湿度30%~70%;满足ESD要求;有良好的接地系统;电子高温运行室控制点温度偏差:±2℃。......
2023-10-23
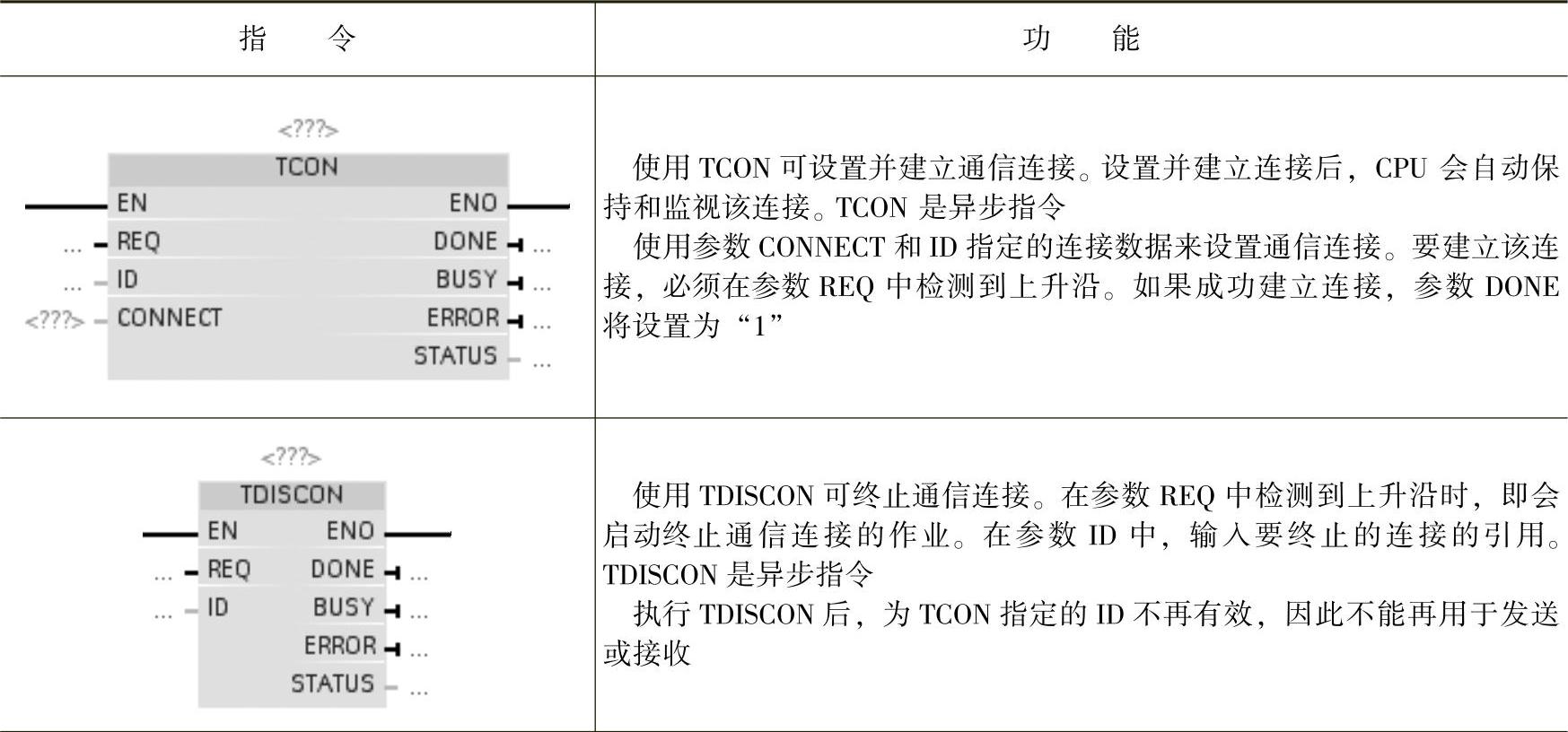
通信指令包括可自动连接/断开的开放式以太网通信指令、控制通信过程的指令以及PTP指令等。使用通信指令都需要设置背景数据块。
1.可自动连接/断开的开放式以太网通信指令
可自动连接/断开的开放式以太网通信指令包括TSEND_C和TRCV_C,如图5-33所示。要注意的是,图5-32所示的通信指令底部有个“▼”符号,点击此符号将显示该指令的更多参数,可以根据需要进行参数设置,后面遇到此种情形将不再赘述。

图5-33 开放式以太网通信指令
(1)TSEND_C指令
TSEND_C是异步指令,该指令具有以下功能:
1)设置并建立通信连接。TSEND_C可设置并建立TCP或ISO-on-TCP通信连接。设置并建立连接后,CPU会自动保持和监视该连接。在参数CONNECT中指定的连接描述用于设置通信连接。要建立连接,参数CONT的值必须设置为“1”。连接成功建立后,参数DONE在一个周期内设置为“1”。若CPU转到STOP模式,则将终止现有连接并删除所设置的相应连接。必须再次执行TSEND_C,才能重新设置并建立该连接。
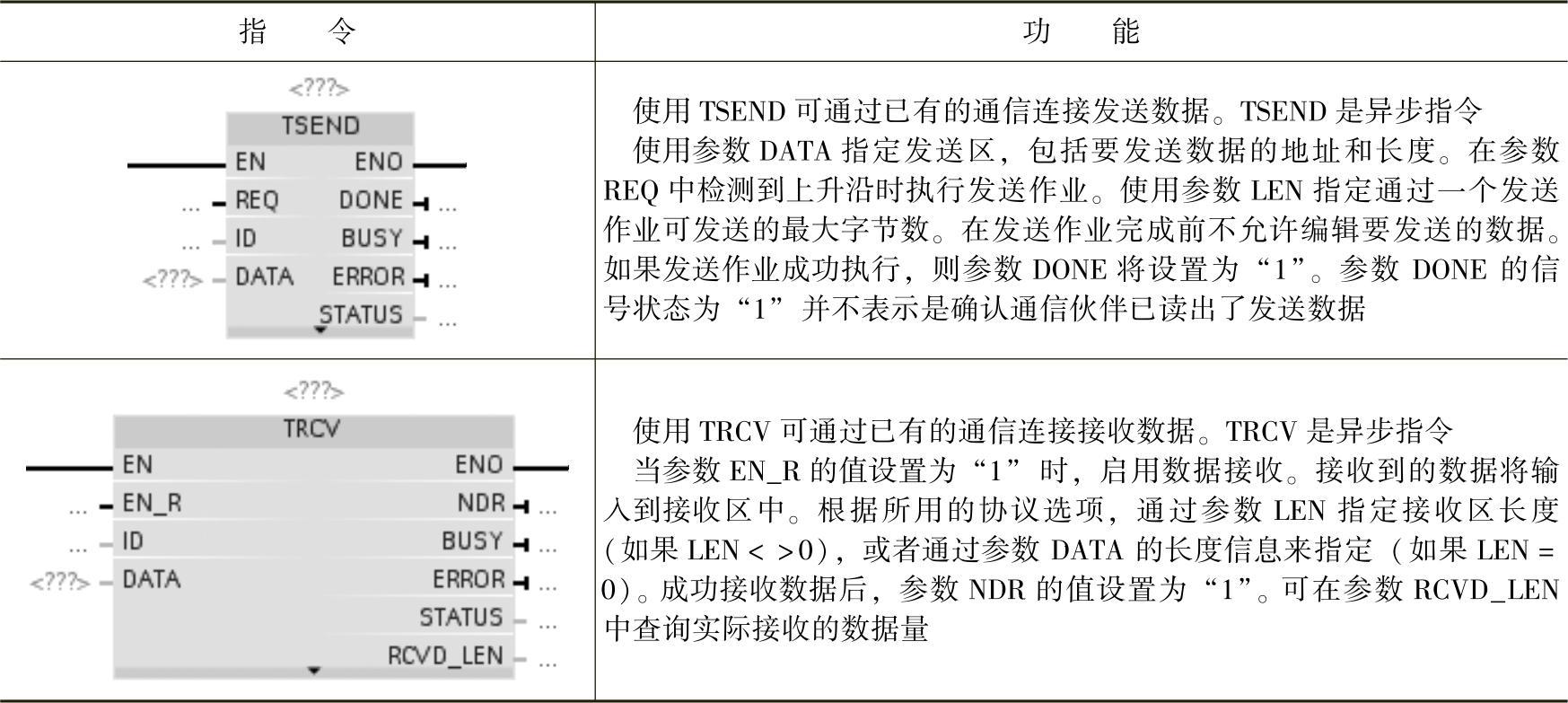
2)通过现有通信连接发送数据。通过参数DATA可指定要发送的区域,包括要发送数据的地址和长度。在参数REQ中检测到上升沿时执行发送作业。使用参数LEN指定通过一个发送作业可发送的最大字节数。在发送作业完成前不允许编辑要发送的数据。如果发送作业成功执行,则参数DONE将设置为“1”。参数DONE的信号状态为“1”并不表示是确认通信伙伴已读取发送数据。
3)终止通信连接。参数CONT设置为“0”时,将终止通信连接。
(2)TRCV_C指令
TRCV_C是异步指令,该指令具有以下功能:
1)设置并建立通信连接。TRCV_C可设置并建立TCP或ISO-on-TCP通信连接。设置并建立连接后,CPU会自动保持和监视该连接。使用参数CONNECT指定的连接描述,可以设置通信连接。要建立连接,参数CONT的值必须设置为“1”。连接成功建立后,参数DONE在一个周期内设置为“1”。若CPU转到STOP模式,将终止现有连接并删除所设置的相应连接。必须再次执行TRCV_C,才能重新设置并建立该连接。
2)通过现有通信连接接收数据。如果参数EN_R的值设置为“1”,则启用数据接收,接收到的数据将输入到接收区中。根据所用的协议选项,通过参数LEN指定接收区长度(如果LEN<>0),或者通过参数DATA的长度信息来指定(如果LEN=0)。成功接收数据后,参数DONE的信号状态为“1”。如果数据传送过程中出错,参数DONE将设置为“0”。
3)终止通信连接。参数CONT设置为“0”时,将终止通信连接。
2.控制通信过程的指令
控制通信过程的指令如表5-16所示。
表5-16 控制通信过程的指令
(续)
3.点对点指令
点对点指令如表5-17所示。
表5-17 点对点指令

(续)

以上仅是简要介绍通信指令的功能,关于通信指令的详细使用将在第8章进行介绍。
有关西门子S7-1200 PLC编程与应用的文章

例如,铁路通信信号设备生产企业审批实施细则中对设备工作场地的具体要求:不小于2 000 m2;贴片、插装、焊接、单板(盒)调试环境:温度18~30℃,相对湿度30%~70%;机架、机柜、组匣类组装,整机组装环境:温度15~35℃,相对湿度不大于85%;电子元件储存环境:温度10~30℃,相对湿度30%~70%;满足ESD要求;有良好的接地系统;电子高温运行室控制点温度偏差:±2℃。......
2023-10-23

Timing菜单内是与时序相关的选项。其中Floorplan View主要应用于Floorplan规划,Omoeba View主要是为了观察设计层次以及模块位置,Physical View为了观察芯片最终状态与布线信息。基本工具栏的第二行是对于版图的操作工具栏。图8.7 EDI工具栏下面讲述使用EDI进行设计的读入的方法。图8.9 设计读入后显示界面设计的读入与存储分别可以通过File→Restore Design与File→Save Design来加以实现。......
2023-06-26

假设DeviceNet网络上的主站地址为0,从站地址为7。接收=从站收到的报文,发送=从站发出的报文,DeviceNet的帧格式如图7-21所示。通信过程如下:图7-21 DeviceNet的帧格式1.open接收:87 C6 00 4B 03 01 01 0087 C6:仅限组2,目的MAC ID=7,msg=110,RTR=0,DLH=6;00 4B:frag=0,XID=0,源MAC ID=0,R/R=0,open service;03:DeviceNet Class;01:Instance ID;01:allocation choice=explicit;00:master MAC ID。发送:87 63 00 CB 0087 63:仅限组2,目的MAC ID=7,msg=011,RTR=0,DLH=3;00 CB:frag=0,XID=0,R/R=1,open service response;00:body format=class/instance=8/8。......
2023-11-20

波峰焊机的焊料液在锡槽内始终处于流动状态,使工作区域内的焊料表面无氧化层。其中,助焊剂可利用波峰焊接机上的涂敷助焊剂装置完成。斜坡式波峰焊接工艺。1.焊料波峰焊一般采用Sn63/Pb37的共晶焊料,熔点为183℃。Sn的含量应该保持在61.5%以上,并且Sn/Pb两者的含量比例误差不得超过±1%。表4-2波峰焊焊料中主要金属杂质的最大含量范围应该根据设备的使用情况,每隔三个月到半年定期检测焊料的Sn/Pb比例和主要金属杂质含量。......
2023-10-23

CNC在线监控机床故障时,不仅在屏幕上显示故障报警,还以多页诊断地址和诊断数据的形式提供状态信息和机床参数的检查。图2-7 FANUC系统的STATUS画面2.参数检查机床参数是经试验和调整而获得的重要参数,是机床正常运行的保证,一般包括增益、加速度、轮廓监控和各种补偿值等。......
2023-06-23

图13-26所示为DP从站中的属性部分“诊断地址”。图13-34 实际修改参数(浮点数)图13-35 STARTER软件监视结果(浮点数)......
2023-06-18

1.工艺文件的编制原则电子工艺文件是指导生产又是组织生产的技术资料,对提高工人技术水平,保证产品质量,提高生产效率,保证生产安全,降低材料及生产成本等都具有重要作用。在编制工艺文件时应注意以下几点:根据产品的批量、性能指标和复杂程度编制相应的工艺文件。......
2023-10-23
表3-5所示为数据转换指令,其中3位BCD码和7位BCD码的格式如图3-18所示。A I0.2 //如果I0.2为1L MD10 //将MD10中的双整数装入累加器1DTB //将累加器1中的数据转换为BCD码,结果仍在累加器1中图3-18 BCD码格式a)3位BCD码的格式 b)7位BCD码的格式JO OVER //运算结果超出允许范围则跳转到标号OVER处T MD20 //将转换结果传送到MD20A M4.0R M4.0 //复位溢出标志JU NEXT //无条件跳转到标号NEXT处OVER:AN M4.0S M4.0 //置位溢出标志NEXT:……......
2023-06-18
相关推荐