图5-8 DoP型三维打印自由成形支架a)原理图 b)外形照片用DoP型三维打印自由成形工艺制备的支架孔径较小,且孔径与粉材的粒径有关。上述研究表明,三维打印自由成形技术在制备支架方面极具潜力。用有机溶剂(如氯仿)作粘结剂时,干燥一周后,在三维打印自由成形的支架中会有残留0.5%的氯仿。......
2025-09-29
纯钛具有优良的生物相容性和耐蚀性、适宜的机械强度,以及低的热传导性与高的X线透射性而成为牙科修复领域广泛应用的修复材料之一。但是,由于纯钛的熔点高达1668℃,并且在高温下化学性质非常活泼,易与空气中的氮、氢、氧以及铸造包埋料中的一些物质发生化学反应,而且熔融状态的钛流动性非常差,所以纯钛的加工成形非常困难。目前,纯钛修复体的加工方法有传统精密铸造技术、数控切削加工、数控电火花加工等,但是各种加工方法都有一定的缺点,并不能完全满足牙科临床的要求,因此探索新的纯钛修复体加工方法是牙科修复领域研究的热点问题。
我国第四军医大学采用类似于LENS(Laser Engineered Net Shapping)的自由系统(见图5-74),借助激光束选择性熔覆钛粉,获得了纯钛底冠(见图5-75)和全口义齿钛基托(见图5-76)。LENS系统由5kW CO2激光器、四轴三联动数控工作台和四路送粉装置等组成。测试分析表明,所得底冠内表面可达到临床对加工的精度要求(120μm)。
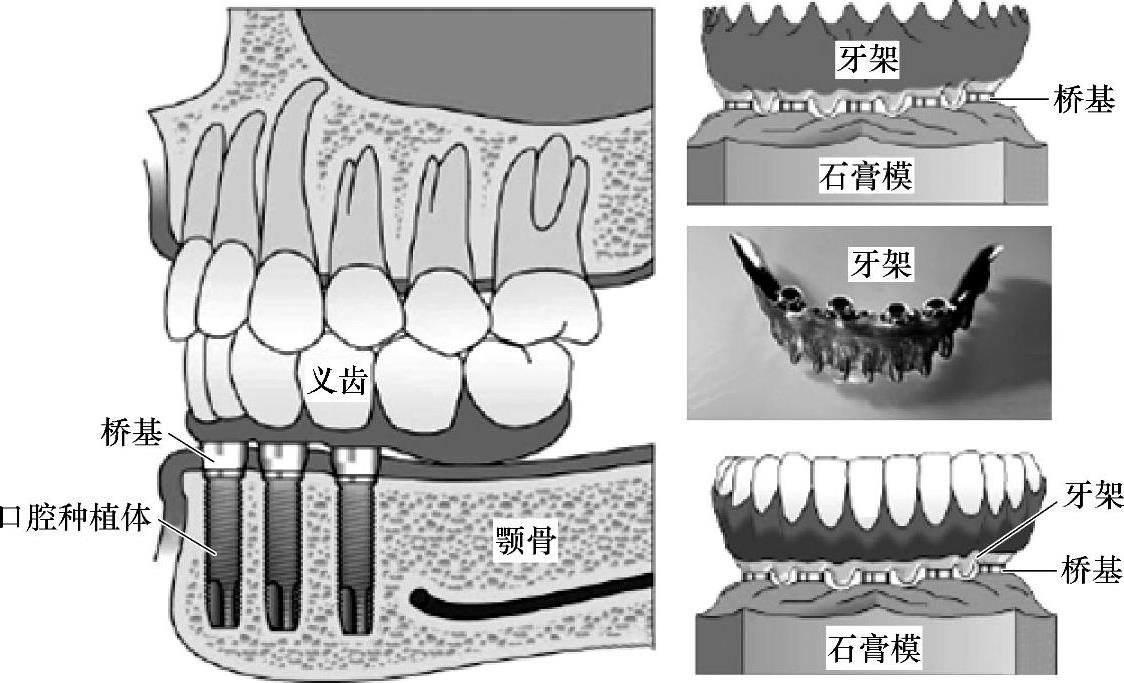
图5-77是种植体支撑的义齿的结构示意图[39],其中牙架(framework)是金属基结构,它支撑义齿,并由置于颚骨中的口腔种植体或残余的牙齿支撑。当牙架由口腔种植体支撑时,用口腔种植体上的螺钉使牙架相对颚骨固定;当牙架由残余的牙齿支撑时,用胶泥使牙架相对颚骨固定。
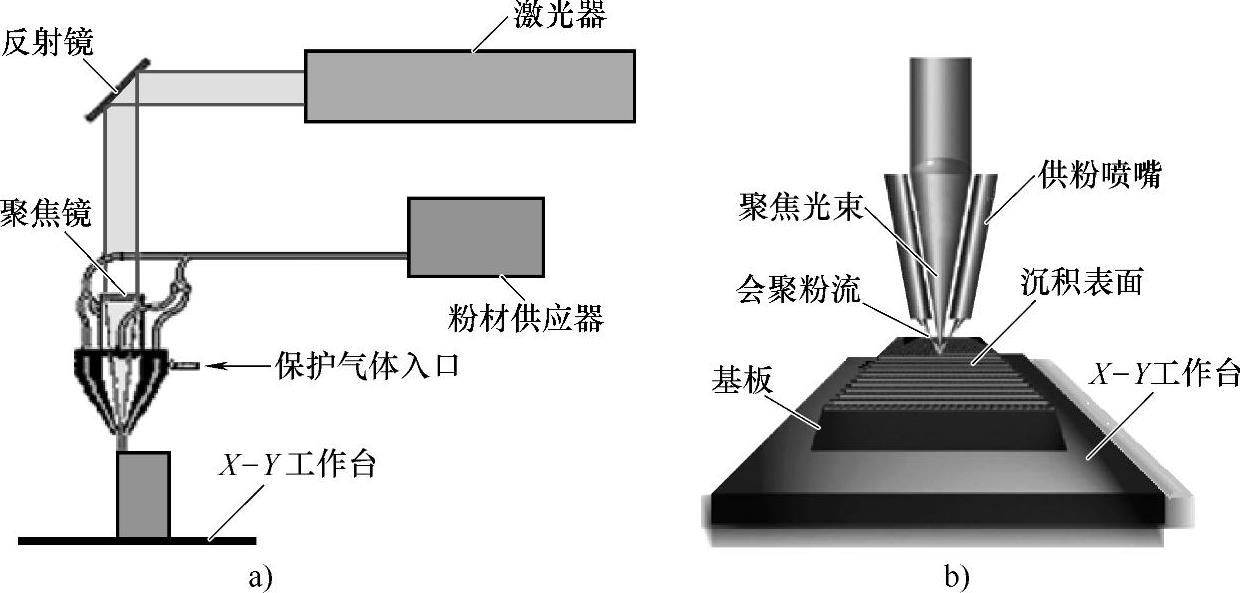
图5-74 LENS自由成形
a)原理图 b)结构示意图
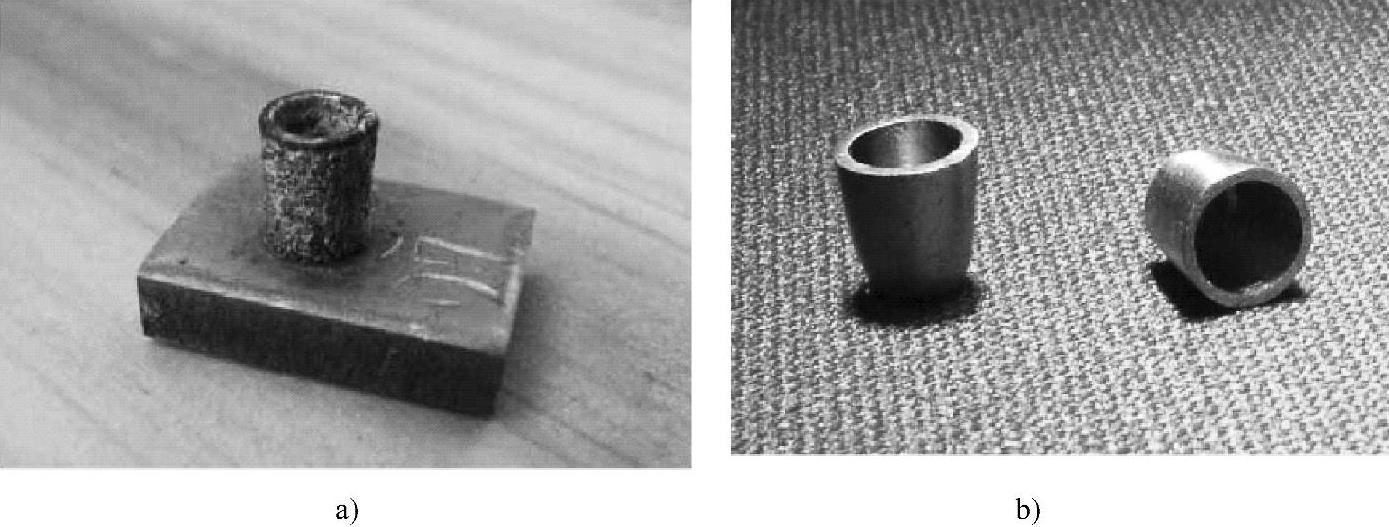
图5-75 LENS自由成形的纯钛底冠
a)表面处理之前 b)表面处理后
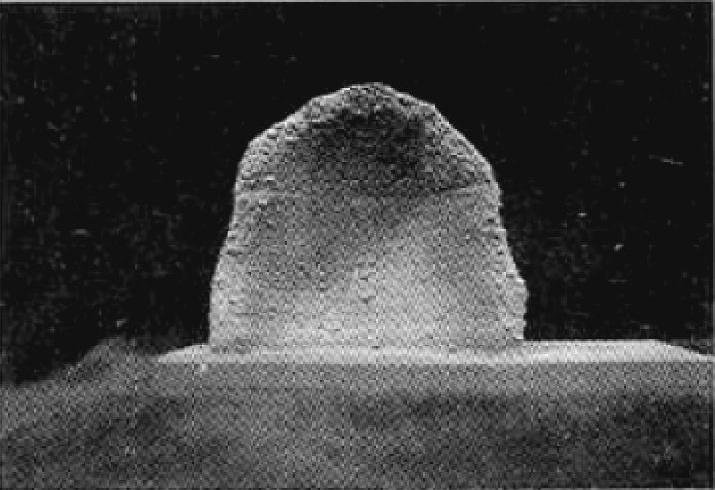
图5-76 LENS自由成形的钛基托
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图5-77 种植体支撑的义齿
上述牙架通常用钛钴铬合金制成,这是因为这些金属兼有良好的机械特性和生物兼容性。为均匀地分布颚骨上的作用力,避免因过高应力导致口腔种植体松动,以及细菌入侵造成的传染病甚至骨缺损,义齿—种植体或义齿—牙齿之间应有良好的配合(通常配合标准必须在40μm以下),因此对牙架的制作精度有相当高的要求。
如此要求的牙架可以用激光烧结(SLS)或激光熔化(SLM)自由成形(见图5-78),其密度可达99%以上。
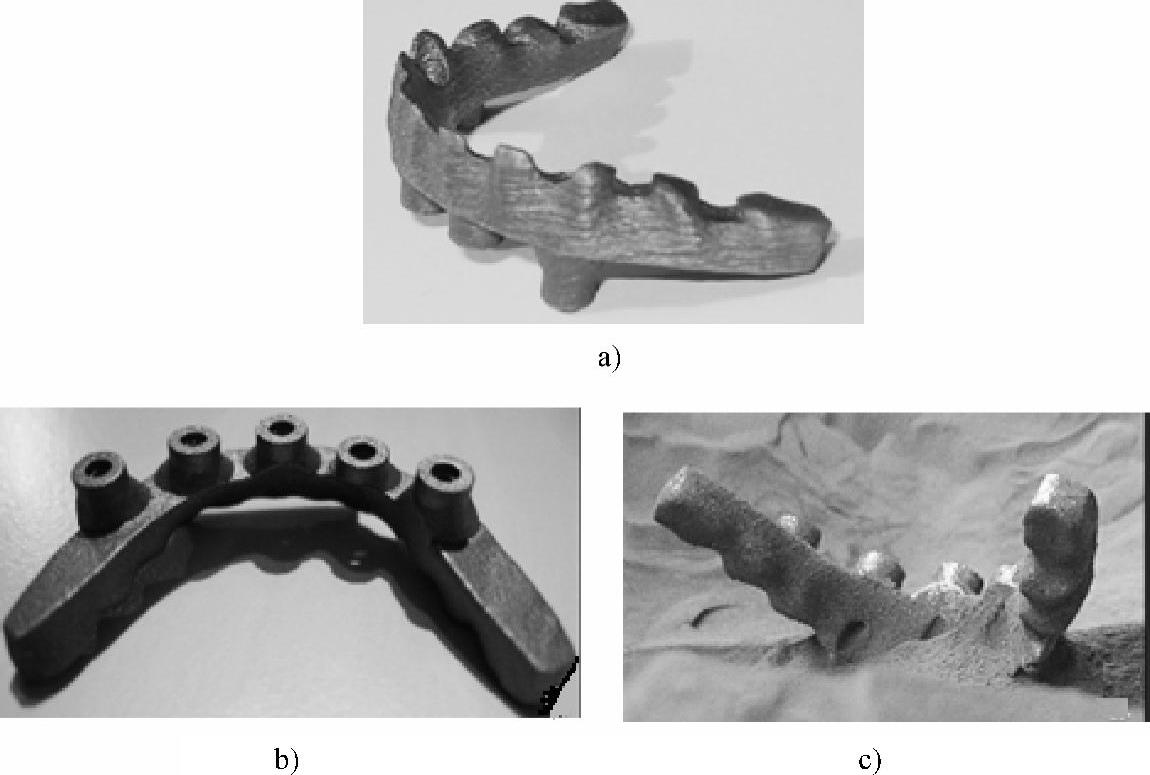
图5-78 SLS/SLM自由成形的金属牙架
a)不锈钢牙架 b)Ti6Al4V牙架 c)由粉材中取出的牙架
华中科技大学的曾晓雁等用SLM成形了可摘局部义齿支架(见图5-79)[43],所用激光为YAG或光纤激光器,功率为100~200W,聚焦光斑尺寸为10~100μm,第一层的扫描速度为50~150mm/s,后续层的扫描速度为250~800mm/s。所用金属粉为不锈钢、钴—铬合金、纯钛和钛合金,粉末颗粒尺寸≥10μm。当所用金属粉为纯钛和钛合金时,基板材料为钛板;采用金属粉时,基板材料为不锈钢。成形过程中用高纯度氩气保护。
在自由成形机上熔化成形的支架需连同基板置于温度为500~800℃的惰性气体保护炉或真空炉中,并保温1~3h,然后随炉冷却。
最后所得义齿支架的密度接近100%,尺寸精度达到±0.1~0.2mm,表面粗糙度Ra为8~10μm(喷砂后可达4~5μm)。
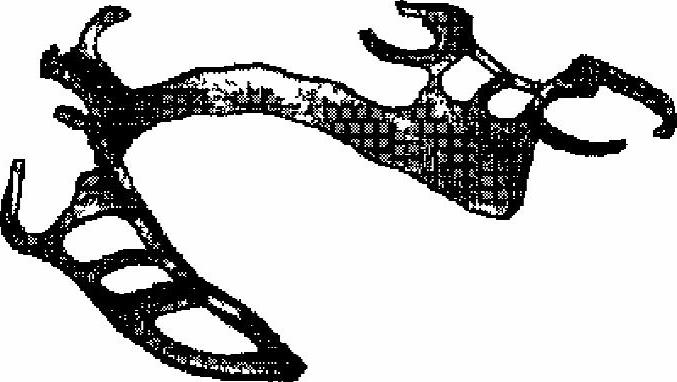
图5-79 可摘局部义齿支架
相关文章

图5-8 DoP型三维打印自由成形支架a)原理图 b)外形照片用DoP型三维打印自由成形工艺制备的支架孔径较小,且孔径与粉材的粒径有关。上述研究表明,三维打印自由成形技术在制备支架方面极具潜力。用有机溶剂(如氯仿)作粘结剂时,干燥一周后,在三维打印自由成形的支架中会有残留0.5%的氯仿。......
2025-09-29

MIT采用硝酸银水溶液作为钛粉的粘结剂,三维打印成形了Ti-5Ag合金植入假体[42]。打印成形时,硝酸银水溶液选择性地沉积在粉床中,然后,使粉床在450℃充有氩气的炉中加热1h,银从硝酸银中还原出来并粘接钛粉粒。由于钛粉的初始烧结温度高于500℃,因此在450℃下热处理之后,未粘接的钛粉仍然可容易地从已粘接工件的表面去除。......
2025-09-29

激光烧结自由成形常采用CO2激光束选择性烧结聚合物或者聚合物/生物陶瓷(如HA)的复合材料粉末来形成材料层。如图5-26所示,用激光烧结自由成形的PCL支架的孔径为1.75~2.5mm,孔隙率为79%,压缩模量为52~67MPa,屈服强度可达2~3.2MPa[33]。美国的Lee等人用PMMA作为粘结剂,与多种磷酸钙盐粉末混合,用SinterStation2000自由成形机制作支架原型,再经过烧结等后处理过程去除有机质,构成HA多孔支架,密度为1.4g/cm3,孔隙率为30%,压缩强度为18.6MPa。......
2025-09-29
复杂器官的组织有以下重要特点[47]:①三维结构;②要求有实现器官特定功能的特殊微结构;③由多种类型的细胞和细胞外基质组成;④有用于供养器官内细胞的复杂血管网。图5-32 一体化生物制造系统随着细胞打印概念的提出,人们尝试采用了多种不同技术打印细胞,如喷墨式打印、机械压挤式打印、电喷射式打印和激光诱导式打印等。......
2025-09-29

激光诱导式细胞打印技术的原理是利用激光束对细胞的作用力沉积细胞。当激光束对细胞的作用力大于10pN[3],可使细胞在几十微米至几毫米的范围内移动,进而使细胞沉积并成形。激光发射脉冲时,光能通过透明基体并由激光吸收层吸收,导致下方细胞悬浮液中的细胞射向接收基体并在此基体上形成细胞图形。激光诱导细胞打印技术的主要问题是打印的效率较低,液滴的产生速率仅为100滴/s,不适于高效率地在体外构建人体的组织或器官。......
2025-09-29

华中科技大学的李祥友等采用自行研制的激光烧结自由成形系统,进行了激光微细熔覆电子浆料柔性布线技术的研究[57]。5)采用CO2激光器或光纤激光器时在树脂基板和玻璃基板上成形导线时,功率密度和扫描速度对导线宽度的影响规律基本一致。激光功率密度对结合强度影响不大。......
2025-09-29

图5-27是美国德州大学奥斯汀分校研制的用于制作支架的一种激光固化自由成形系统——DMD Projection Printing系统,此系统是基于数字微镜元件的掩膜投影式μSLA系统,它由DMD阵列、UV灯源、聚焦镜、伺服工作台、储液箱和供液泵等组成,其中DMD阵列用作动态掩膜,系统的成形分辨率与生物细胞的尺寸(μm)相当。......
2025-09-29

图3-2 PCB板字符印刷工艺a)传统丝网印刷 b)喷印自由成形图3-3是Orbotech公司生产的Sprint—80字符喷印机,采用两个KM512压电式喷头和UV固化白色字符墨水,可按喷头多程扫描方式喷印PCB板字符。图3-7是江苏锐毕利实业有限公司生产的Hi-Print LX03型PCB板分区单程喷印机,可用于喷印PCB板的字符、阻焊层和抗蚀刻电路。图3-8是江苏锐毕利实业有限公司研制的挠性印刷电路板多工位喷印机。喷印在挠性基板上喷印含有催化剂的墨水,并用UV光使喷印的电路图形固化。......
2025-09-29
相关推荐