复杂器官的组织有以下重要特点[47]:①三维结构;②要求有实现器官特定功能的特殊微结构;③由多种类型的细胞和细胞外基质组成;④有用于供养器官内细胞的复杂血管网。图5-32 一体化生物制造系统随着细胞打印概念的提出,人们尝试采用了多种不同技术打印细胞,如喷墨式打印、机械压挤式打印、电喷射式打印和激光诱导式打印等。......
2023-06-15
喷墨式(inkjet)细胞打印是最早应用于细胞打印的技术,由传统的喷墨打印技术发展而来,不仅可用于细胞打印,在生物传感器、生物芯片、DNA分析、电子制造业等领域也有广泛的应用。其原理是利用热泡技术或压电技术,促使液体通过受计算机控制的喷嘴产生液滴,按预先设定的三维结构喷射液滴。打印机中的“墨水”由细胞、细胞培养液或凝胶前驱体溶胶三者的混合体构成。Boland最先采用喷墨技术进行细胞打印,并打印出内皮细胞、微脉管系统、平滑肌细胞、羊水源干细胞等。目前用于细胞打印的喷墨打印机主要采用热泡喷墨(见图5-33)或压电喷墨(见图5-34)技术。与热泡喷墨打印技术相比,压电喷墨打印技术的应用范围更广、打印速度更快、对生物材料的损伤更小(热泡喷墨打印中,喷嘴内局部的最高温度可达300℃,有可能破坏细胞或生物材料的内部结构)。
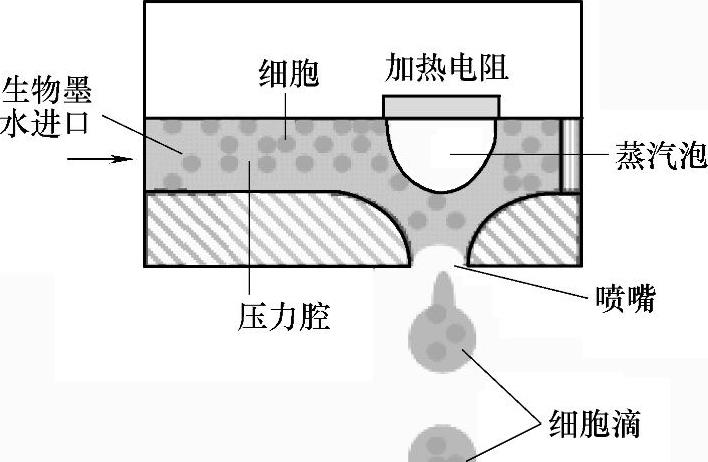
图5-33 热泡喷墨式细胞打印

图5-34 压电式喷墨细胞打印
喷墨细胞打印技术的优点主要有:①液滴的体积可小至1pL,此体积与单个细胞的体积相近(<1pL),因此喷墨技术具有打印单细胞的潜能;②喷墨打印的工作频率可达60kHz,效率高;③构造三维组织结构时,无需掩膜,构建过程简单,有利于组织工程的简单化;④可安装多个喷头,同时打印多种细胞、细胞外基质和生物材料,例如,Xu等采用喷墨打印技术同时打印了人羊水源干细胞、平滑肌细胞和牛主动脉内皮细胞;⑤喷墨打印机本身有内置的网络与计算机连接,可实现计算机辅助组织工程。
喷墨技术在打印细胞的可行性和可靠性方面均已得到验证,但在如何处理活细胞方面还有局限性:①热泡喷墨打印时,喷嘴局部区域的最高温度在300℃以上,且存在着较大的剪切应力,因而需要考虑如何减少打印过程中的机械和热环境对细胞的损伤;②大多数哺乳动物细胞较为脆弱,易受到环境的影响,在喷墨打印过程中难免会受到损伤。虽然有研究表明某些细胞在喷墨打印后仍然有很好的活性,但细胞存活率仍然受到质疑;③喷嘴的尺寸与细胞的尺寸相近,故在打印过程中容易出现堵塞现象,影响打印效率,同时也限制了溶液中细胞的浓度(<106cell/mL)及喷墨打印技术的分辨率(>100μm)。有研究者提出采用尺寸较大的喷嘴,以提高溶液中细胞的浓度,降低喷嘴处的剪切应力对细胞的损伤,但这同时也带来了分辨率降低的弊端。
本章参考文献[47]中,作者采用Micro-Fab公司MJ-AB-01型单喷嘴压电式喷头进行了细胞打印研究,在10kHz的频率、40~80V的驱动电压下,用60μm直径的喷嘴向细胞培养孔板表面分别喷射牛的软骨细胞和人的造骨细胞的悬浮液,打印的液滴如图5-35所示。

图5-35 打印的细胞悬浮液液滴
有关功能器件自由成形的文章

复杂器官的组织有以下重要特点[47]:①三维结构;②要求有实现器官特定功能的特殊微结构;③由多种类型的细胞和细胞外基质组成;④有用于供养器官内细胞的复杂血管网。图5-32 一体化生物制造系统随着细胞打印概念的提出,人们尝试采用了多种不同技术打印细胞,如喷墨式打印、机械压挤式打印、电喷射式打印和激光诱导式打印等。......
2023-06-15

激光诱导式细胞打印技术的原理是利用激光束对细胞的作用力沉积细胞。当激光束对细胞的作用力大于10pN[3],可使细胞在几十微米至几毫米的范围内移动,进而使细胞沉积并成形。激光发射脉冲时,光能通过透明基体并由激光吸收层吸收,导致下方细胞悬浮液中的细胞射向接收基体并在此基体上形成细胞图形。激光诱导细胞打印技术的主要问题是打印的效率较低,液滴的产生速率仅为100滴/s,不适于高效率地在体外构建人体的组织或器官。......
2023-06-15

图5-8 DoP型三维打印自由成形支架a)原理图 b)外形照片用DoP型三维打印自由成形工艺制备的支架孔径较小,且孔径与粉材的粒径有关。上述研究表明,三维打印自由成形技术在制备支架方面极具潜力。用有机溶剂(如氯仿)作粘结剂时,干燥一周后,在三维打印自由成形的支架中会有残留0.5%的氯仿。......
2023-06-15

激光烧结自由成形常采用CO2激光束选择性烧结聚合物或者聚合物/生物陶瓷(如HA)的复合材料粉末来形成材料层。如图5-26所示,用激光烧结自由成形的PCL支架的孔径为1.75~2.5mm,孔隙率为79%,压缩模量为52~67MPa,屈服强度可达2~3.2MPa[33]。美国的Lee等人用PMMA作为粘结剂,与多种磷酸钙盐粉末混合,用SinterStation2000自由成形机制作支架原型,再经过烧结等后处理过程去除有机质,构成HA多孔支架,密度为1.4g/cm3,孔隙率为30%,压缩强度为18.6MPa。......
2023-06-15
目前,喷印自由成形的电子元件主要有:电容器、电感器、电阻器、晶体管和传感器等。图3-43 微型热管网络的喷印成形的过程a)喷印有机墨水 b)逐层喷印墨水 c)在热管网络中渗透低粘度环氧树脂 d)环氧树脂固化,去除易消散墨水美国康奈尔大学在其研制的Fab@Home Model 1喷印机上,已自由成形电路、有机电化学晶体管、机电继电器、锌空气电池等[1-5,14]。图3-44 Fab@Home Model 1喷印机......
2023-06-15
图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2023-06-15

图3-46 喷印PLED显示器这种聚合物薄膜中在通过电流时会激发出光,因此可用于制作显示器。这一革新提供了一种低成本的彩色显示器制作方法,不但为PLED的产业化提供了可能,还使得它可以用柔软的塑料作为基底构成可弯曲的显示器,甚至可以是在一个不平整的表面上构成显示器。图3-47 喷印PLED显示器的主要过程......
2023-06-15
EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2023-06-15
相关推荐