于是,按照构件不同部分的合成色要求,就能用3DP自由成形机打印出FGM构件。图4-25 用3个喷头自由成形功能梯度材料构件的过程示意图图4-26 三维打印自由成形功能陶瓷材料构件的截面显微结构图图4-27 将CAE结果映射成粘结剂喷射浓度的分布例具体过程如下:1.根据CAE的结果确定FGM特性完整的FGM构件模型应包括构件的几何结构与材料梯度分布特性,其中,几何结构可用三维CAD模型表达,然后再在此模型上添加材料的梯度分布特性。......
2025-09-29
复杂器官的组织有以下重要特点(见图5-30)[47]:①三维结构;②要求有实现器官特定功能的特殊微结构;③由多种类型的细胞和细胞外基质组成;④有用于供养器官内细胞的复杂血管网。
上述基于支架的组织工程方法能有效地自由成形具有精确三维外形和内在多微孔结构的支架,但是也有许多问题,主要是必须首先制作支架,将细胞种植至支架中,构成“细胞+支架”的复合体,再随着细胞的生长繁殖,支架材料逐渐降解,形成具有生理功能和结构的组织或器官。这种方法的局限性在于:①支架中的微孔易堵塞;②难以将多种细胞和细胞外基质同时植入三维支架中;③难以控制三维结构中的细胞分布、浓度和精确定位(应在10μm以下),特别是细胞的渗透深度有限,无法控制支架表面下深部的细胞分布、浓度和定位;④受支架的空间结构和分辨率的限制,细胞渗透到支架内部的速度较慢;⑤难以导入微血管,因此会导致成形的组织或器官内氧气和养料的供应不足,容易引起组织或器官坏死;⑥难以控制在特定区域所需支架组分、目标细胞和生长因子的局域浓度;⑦难以控制支架材料的生物降解。
为克服基于支架的组织工程方法的上述局限性,近年来出现了无支架(scaf-fold-free approaches)构造三维多细胞体系/器官的先进技术,即细胞打印(cell printing)技术,又称为器官打印(organ printing)或生物打印(bioprinting)。在细胞打印过程中(见图5-31),将生物墨水——细胞(或细胞聚集体)与水凝胶的前驱体(为细胞提供生长和固定的环境,细胞在凝胶中可迁移、生长)同时置于打印机的喷头中,由计算机控制含细胞液滴的沉积位置,在指定的位置逐点打印,在打印完一层的基础上继续打印另一层,层层叠加形成三维多细胞/凝胶体系。与传统基于支架的组织工程技术相比,细胞打印的优势主要有:①同时构建有生物活性的三维多细胞/材料体系;②能在空间上准确沉积不同种类的细胞;③能构建细胞所需的三维微环境。
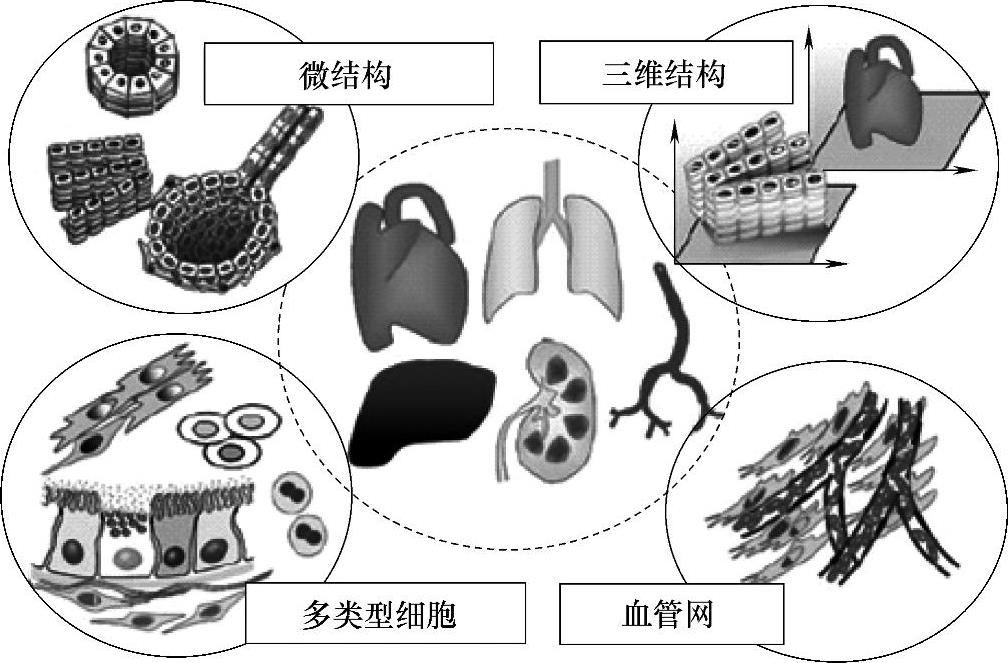
图5-30 复杂器官的组织特点
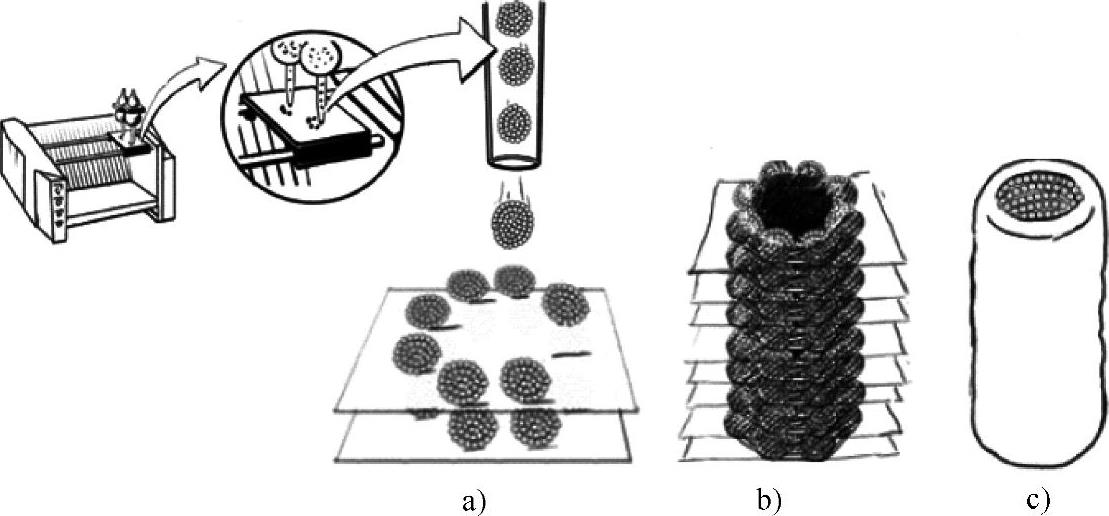
图5-31 细胞打印工艺过程(https://www.chuimin.cn)
a)打印生物墨水 b)形成三维多细胞/凝胶体系 c)期望的组织工程结构
伴随细胞打印技术的发展,近年来出现了实现这种技术的设备——生物打印机。不少科学家们相信,不久就能建立由生物CAD—生物墨水—生物CAM—生物处理—组织工程器官的一体化生物制造系统(见图5-32),有朝一日甚至可以如同英国《经济学人》大胆设想的那样,或许某一天只需要轻轻按下按钮,就能让三维生物打印机制造出所需的器官,并能把这种组织和器官直接植入人体,研究人员、外科医生和病人不再需要对捐赠器官翘首以盼。
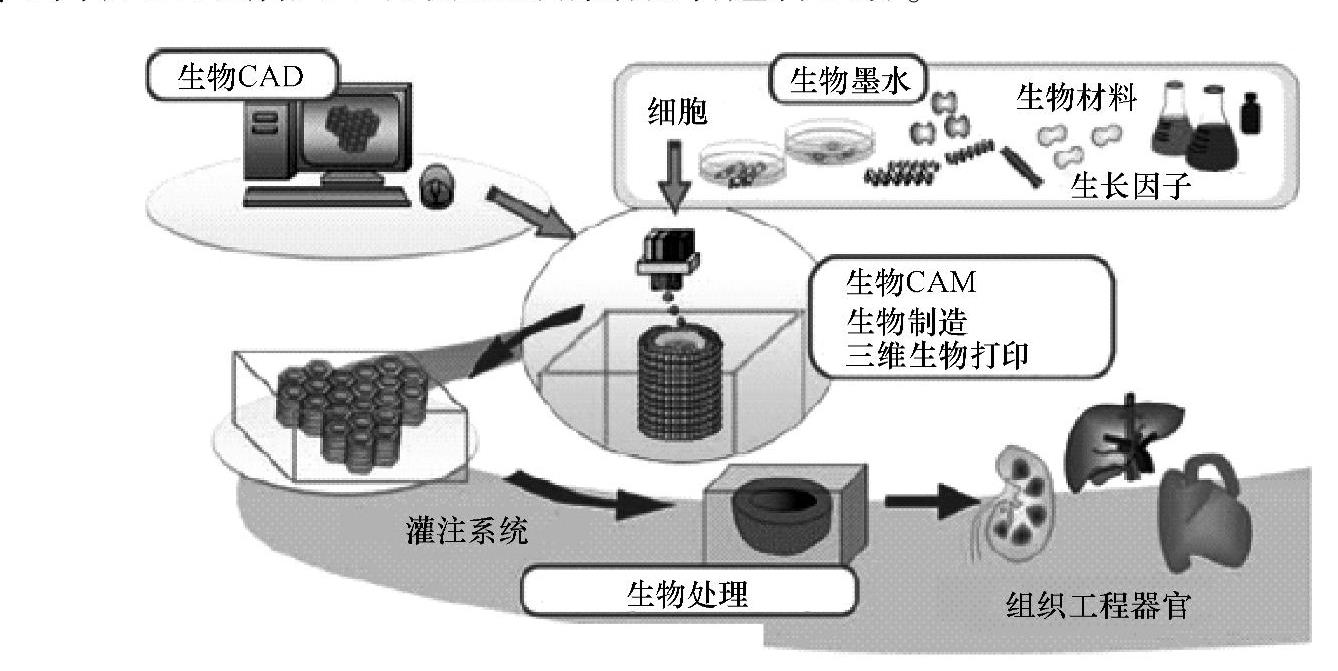
图5-32 一体化生物制造系统
随着细胞打印概念的提出,人们尝试采用了多种不同技术打印细胞,如喷墨式打印、机械压挤式打印、电喷射式打印和激光诱导式打印等。
相关文章

于是,按照构件不同部分的合成色要求,就能用3DP自由成形机打印出FGM构件。图4-25 用3个喷头自由成形功能梯度材料构件的过程示意图图4-26 三维打印自由成形功能陶瓷材料构件的截面显微结构图图4-27 将CAE结果映射成粘结剂喷射浓度的分布例具体过程如下:1.根据CAE的结果确定FGM特性完整的FGM构件模型应包括构件的几何结构与材料梯度分布特性,其中,几何结构可用三维CAD模型表达,然后再在此模型上添加材料的梯度分布特性。......
2025-09-29

图3-111 在Fab@Home上三维打印自由成形不锈钢器件随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。......
2025-09-29
随着温度继续下降,气泡开始呈收缩状态,原挤出于喷嘴外的液体受到气泡破裂力量的牵引而形成分散液滴,并因液体的收缩使后端液体开始分离。气泡消失后液滴与喷头内的液体完全分开,在10~20μs内液体由供液装置补入喷头,从而完成一个喷射过程。③液滴体积与驱动电压之间呈线性关系,液滴体积最小可达1pL[1],能通过调节驱动电压来方便地改变液滴体积。液滴继续下行经过一对偏转板,在偏转板上高压静电场的作用下,带电液滴根......
2025-09-29

图5-27是美国德州大学奥斯汀分校研制的用于制作支架的一种激光固化自由成形系统——DMD Projection Printing系统,此系统是基于数字微镜元件的掩膜投影式μSLA系统,它由DMD阵列、UV灯源、聚焦镜、伺服工作台、储液箱和供液泵等组成,其中DMD阵列用作动态掩膜,系统的成形分辨率与生物细胞的尺寸(μm)相当。......
2025-09-29

图2-38 DoP型自由成形陶瓷件2.DoS型三维打印自由成形DoS型自由成形的过程如图2-40所示[55]:①用浆料喷头将体积分数约为30%的陶瓷和溶剂/分散剂的浆料喷射在工作台基板上,构成浆料层,并加热此浆料层,去除其中的溶剂/分散剂,使其干燥。③使生坯件在氩气中加热至150℃,并保持1h,以便固化粘结剂并使其不溶解。......
2025-09-29

但自由成形工艺的核心是逐层制作薄片和层层堆积,这些工序本身比较费时,与减成法相比并非“快速”。基于这个原因,本书为避免误导,将这种加成制造法称为“自由成形”,或照顾到过去的习惯称为“自由快速成形”,而不称为“快速成形”。......
2025-09-29

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2025-09-29
激光烧结自由成形常采用CO2激光束选择性烧结聚合物或者聚合物/生物陶瓷(如HA)的复合材料粉末来形成材料层。如图5-26所示,用激光烧结自由成形的PCL支架的孔径为1.75~2.5mm,孔隙率为79%,压缩模量为52~67MPa,屈服强度可达2~3.2MPa[33]。美国的Lee等人用PMMA作为粘结剂,与多种磷酸钙盐粉末混合,用SinterStation2000自由成形机制作支架原型,再经过烧结等后处理过程去除有机质,构成HA多孔支架,密度为1.4g/cm3,孔隙率为30%,压缩强度为18.6MPa。......
2025-09-29
相关推荐