功能梯度材料构件的建模包括:①制件的几何形状建模;②组成材料及其分布状况的建模。下面以图4-8所示功能梯度材料种植牙为例说明材料及其分布状况的建模方法[11]。图4-11 FGM构件例图4-12domain 1的特性分布函数图4-14 棒1和棒2之间的分布函数图4-13 棒1中的材料梯度分布图4-15 FGM构件最终的结果......
2025-09-29
多喷头的三维打印自由成形系统能很好地满足FGM构件成形的要求,尤其是微注射器式喷头,因为它喷射的材料可以是溶液、熔融体、胶体、悬浮液、浆料等多种形态,组分配比无限制,可以用多个喷头喷射不同的组分材料,能在构件的任一指定空间位置,通过改变喷头的喷射流量来方便地实现所需的分布函数要求。图4-25是用3个喷头自由成形功能梯度材料构件的过程示意图。
图4-26是三维打印自由成形的ZrO2—Al2O3功能陶瓷材料构件的截面显微结构图。
香港理工大学的W.K.Chiu等提出了基于现有彩色三维打印(3DP)自由成形机的功能梯度材料构件的成形方法[22],其基本思路是:如果构件中的机械强度呈梯度变化,则此构件被视为有功能梯度,并且,假设由3DP工艺中粘结剂粘接粉材而造成的机械强度与施加在构件上的粘结剂的浓度成比例。在此前提下,由于打印喷头中一般有4个喷嘴,他们分别能按不同比例(即不同打印点数)在每个像素上喷射4种原色墨水并构成一定的合成色(相同的单色)。若将喷嘴喷射的原色墨水改为浓度不同的4种原色粘结剂,则此被喷射的像素会有相应的合成粘结剂浓度值(相当于打印彩色墨水时的相应合成色),也即表明构件此部分有相应的机械强度。为此,首先进行构件的CAE分析,再将CAE分析结果(如应力分布)转换为构件不同部分的梯度要求和粘结剂相对浓度要求(见图4-27),然后,将这些要求转换为构件不同部分的原色粘结剂的比例要求(相当于打印彩色墨水时的4种原色的比例)。于是,按照构件不同部分的合成色要求,就能用3DP自由成形机打印出FGM构件。
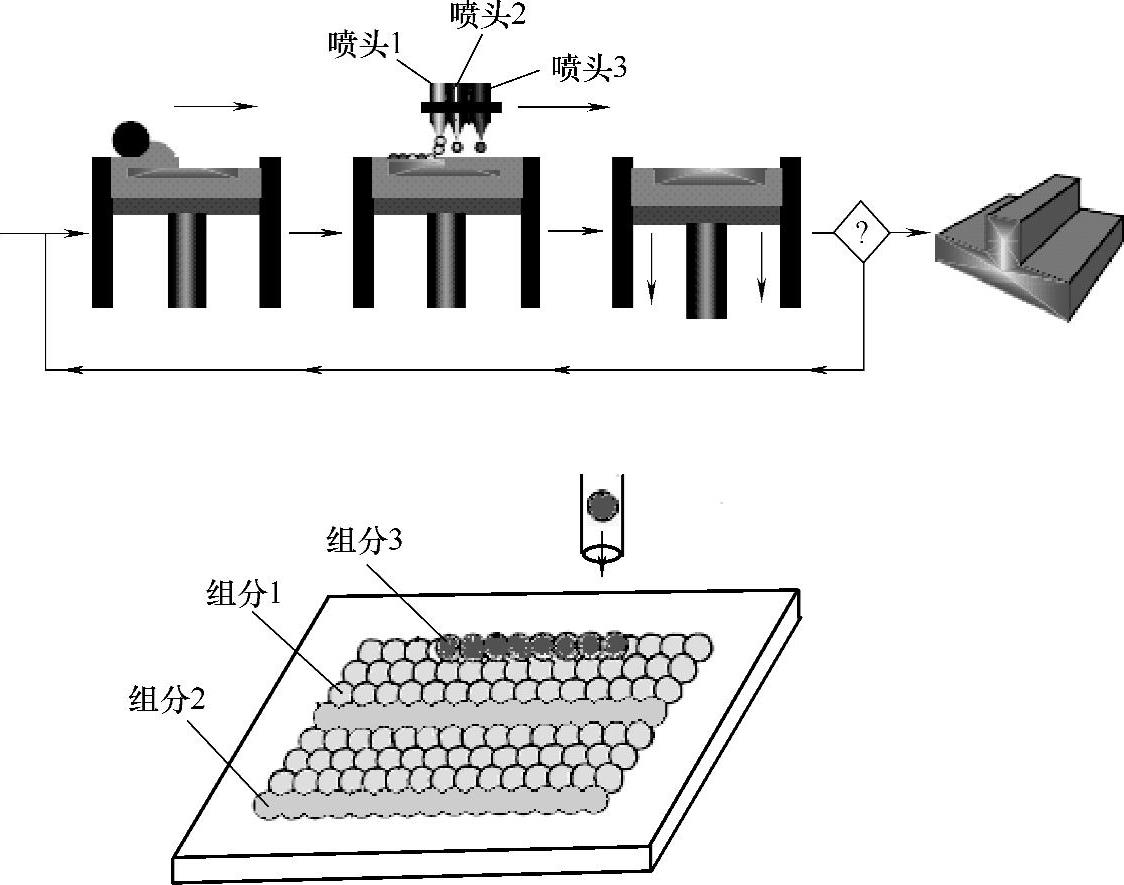
图4-25 用3个喷头自由成形功能梯度材料构件的过程示意图
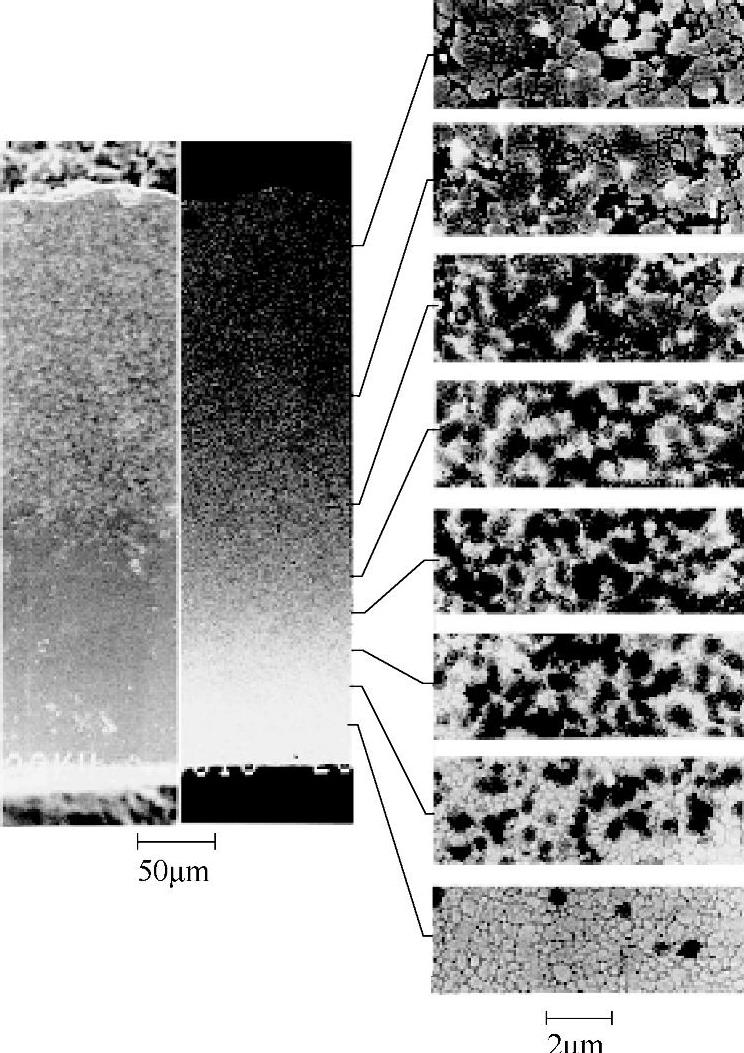
图4-26 三维打印自由成形功能陶瓷材料构件的截面显微结构图

图4-27 将CAE结果映射成粘结剂喷射浓度的分布例
具体过程如下(见图4-28):
1.根据CAE的结果确定FGM特性
完整的FGM构件模型应包括构件的几何结构与材料梯度分布特性,其中,几何结构可用三维CAD模型表达,然后再在此模型上添加材料的梯度分布特性(简称FGM特性)。材料的梯度分布特性有不同的确定方法,一种常用的方法是根据CAE分析结果确定FGM特性,例如,基于FGM构件的有限元分析(FEA)结果来确定FGM特性。为此,使CAD系统定义的几何模型网格化(见图4-29b),即将模型分解成许多网格单元,每个网格单元用Mj表示。在CAE分析中,可得到网格每个节点(node)的分析结果(Mises等效应力Rj,见图4-30)。为简化计算,将每个网格单元(Mj)的CAE分析的结果值(Rj)视为等于相应单元所有节点结果值的平均值。上述结果是确定FGM特性的根据。
2.将CAE分析结果值(Rj)转换为相应网格单元的粘结剂相对浓度
rmesh-j=fc(Rj)
式中,fc是用户定义的转换函数,例如可设定为:
Rj
Rj≥0.6×Rmax
fc(Rj)=Rmax
0.6其他
式中,Rmax是应力分析结果中的最大应力。在本例中,对于近于最大值的网格单元要求近于全粘结剂强度;对于较低应力值的网格单元,较低的粘结剂强度可能就足够。然而为确保制作刚硬的构件,要求有最小的粘结剂浓度,在本例中设定60%的原始粘结剂浓度为最小浓度。

图4-28 用3DP成形FDM构件的过程

图4-29 生成构件的网格
a)CAD模型 b)模型的网格化
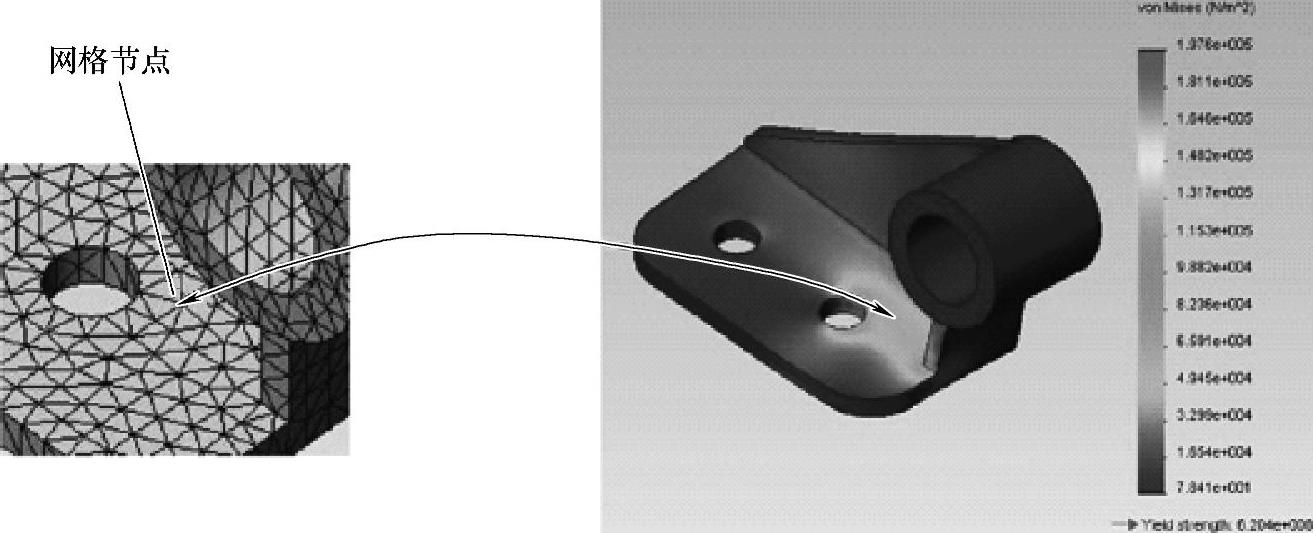
图4-30 将结果值映射至网格节点
3.确定构件不同部分的原色粘结剂比例(https://www.chuimin.cn)
彩色3DP自由成形机用的喷头通常有4个喷嘴,每个喷嘴喷射CMYW颜色模型中4原色中的一种原色墨水,这4原色是:青(cyan)、洋红(magenta)、黄(yellow)和白(white,即光亮透明粘结剂,clear),其中白色用于控制颜色的亮度。打印图形的每个像素(pixel)细分成许多点(即点阵,dot matrix),控制像素中各个原色的点数(即比例),可产生不同的合成色(见图4-31)。

图4-31 由原色点阵构成彩色像素的合成色
用3DP自由成形机制作FGM构件时,喷嘴喷射的每种原色墨水为一种原色粘结剂(primary color binder)。原色粘结剂由以下材料组成:水、聚合物(用作粘结剂)、保湿剂、染料和缓冲剂(见表4-1),由此表可见,在每种原色粘结剂中水的比例占主导地位,原色粘结剂的浓度可通过调整水的比例来控制,即控制稀释度可获得不同的原色粘结剂浓度。
表4-1 ZCorporation3DP自由成形机采用的原色粘结剂的材料组成及其比例

若未稀释的粘结剂浓度称为初始粘结剂浓度dbinder,那么稀释后的粘结剂浓度ddil为:
ddil=rdil×dbinder0≤rdil≤1
式中,rdil是稀释前后的相对粘结剂浓度。
如果每种原色粘结剂的浓度按不同的程度进行稀释,成形彩色工件时,可得到功能梯度构件。通常,按适当比例打印不同浓度的粘结剂,可在像素上得到较宽范围的合成粘结剂浓度,例如图4-32中像素m由两种不同比例的粘结剂打印混合而成,其合成相对浓度rm可用下式计算:
rm=r1Pm1+r2Pm2
式中,r1和r2分别是两种粘结剂的相对浓度,Pm1和Pm2分别是两种粘结剂的比例,
Pm1+Pm2=10≤r1,r2≤1
对于原色粘结剂的相对浓度率假设为:

图4-32 按不同比例打印混合两种粘结剂所得像素的合成粘结剂浓度
rC=0.7,rM=0.5,rY=1.0,rW=0.9
合成相对粘结剂浓度rm则为:
rm=0.7Pm1+0.5Pm2+Pm3+0.9Pm4
式中,Pm1、Pm2、Pm3和Pm4分别是相应原色粘结剂的比例。
上式表明,像素的合成粘结剂浓度由其上打印的几种原色粘结剂浓度按比例组合而成(即各原色粘结剂浓度的加权平均值)。这个像素的合成粘结剂浓度应满足由CAE分析结果值(Rj)转换所得相应网格单元的粘结剂相对浓度rmesh-j要求。
例如,合成相对粘结剂浓度rm=0.75时,原色粘结剂的比例可以是表4-2中的数值。
表4-2 合成相对粘结剂浓度rm=0.75时原色粘结剂的比例值

选择适当的比例时若还有其他的要求需实现,可用额外的方程式来表达这些额外的要求。如果增加了足够数量的要求,则合成相对浓度rm与原色粘结剂比例之间的“一对多”映射关系可变为“一对一”关系。
4.确定构件不同部分的合成色
将FGM构件不同部分的原色粘结剂比例要求转换为相应的合成色,以便能输出至3DP自由成形机并成形FGM构件。
相关文章

功能梯度材料构件的建模包括:①制件的几何形状建模;②组成材料及其分布状况的建模。下面以图4-8所示功能梯度材料种植牙为例说明材料及其分布状况的建模方法[11]。图4-11 FGM构件例图4-12domain 1的特性分布函数图4-14 棒1和棒2之间的分布函数图4-13 棒1中的材料梯度分布图4-15 FGM构件最终的结果......
2025-09-29

随着温度继续下降,气泡开始呈收缩状态,原挤出于喷嘴外的液体受到气泡破裂力量的牵引而形成分散液滴,并因液体的收缩使后端液体开始分离。气泡消失后液滴与喷头内的液体完全分开,在10~20μs内液体由供液装置补入喷头,从而完成一个喷射过程。③液滴体积与驱动电压之间呈线性关系,液滴体积最小可达1pL[1],能通过调节驱动电压来方便地改变液滴体积。液滴继续下行经过一对偏转板,在偏转板上高压静电场的作用下,带电液滴根......
2025-09-29

图3-111 在Fab@Home上三维打印自由成形不锈钢器件随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。......
2025-09-29

图2-38 DoP型自由成形陶瓷件2.DoS型三维打印自由成形DoS型自由成形的过程如图2-40所示[55]:①用浆料喷头将体积分数约为30%的陶瓷和溶剂/分散剂的浆料喷射在工作台基板上,构成浆料层,并加热此浆料层,去除其中的溶剂/分散剂,使其干燥。③使生坯件在氩气中加热至150℃,并保持1h,以便固化粘结剂并使其不溶解。......
2025-09-29

而功能梯度材料的成分和结构呈连续的梯度变化,能消除金属、陶瓷复合材料之间的明显界面,其力学、热学和化学性能等从材料的一侧向另一侧呈连续变化,从而可达到缓和热应力和耐热隔热的目的。又如图4-7所示种植牙中,种植体可采用功能梯度材料,其下部为100%的生物陶瓷,上部为100%的生物金属,上部与下部之间的材料呈梯度分布[20]。......
2025-09-29
回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。......
2025-09-29
但自由成形工艺的核心是逐层制作薄片和层层堆积,这些工序本身比较费时,与减成法相比并非“快速”。基于这个原因,本书为避免误导,将这种加成制造法称为“自由成形”,或照顾到过去的习惯称为“自由快速成形”,而不称为“快速成形”。......
2025-09-29

激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。......
2025-09-29
相关推荐