激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。......
2025-09-29
成形微机电器件的激光固化自由成形系统(μSLA)有以下两种:扫描式μSLA(Scanning Micro Stereolithography Systems,SμSLA)和掩膜投影式μSLA(Mask Projection Micro Stereolithography Systems,MPμSLA)。
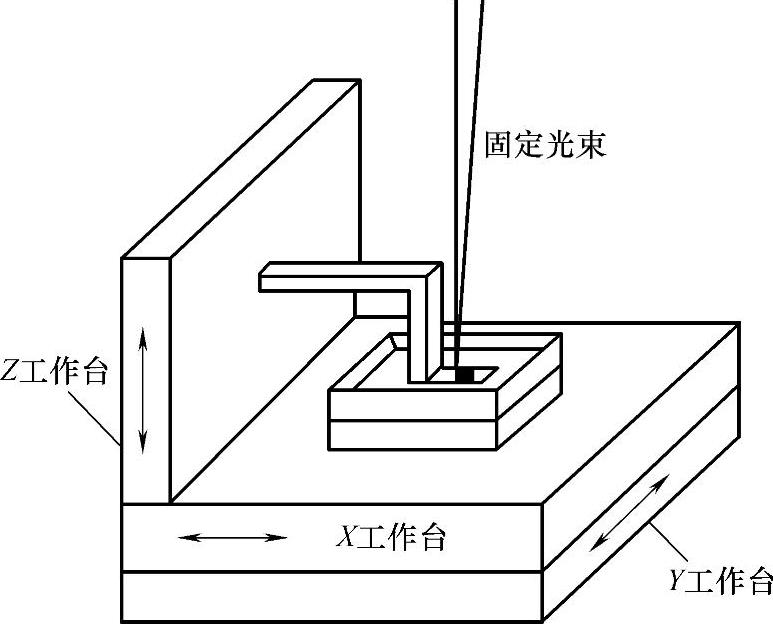
图3-117 扫描式μSLA系统
(1)扫描式μSLA(SμSLA)系统
在传统的SLA系统的振镜扫描装置中,有许多运动的光学器件,从而导致聚焦误差和不良的分辨率,在成形层截面上光斑尺寸不能保持恒定,横向分辨率取决于工件形貌相对料筒中心的距离。在扫描式μSLA系统中(见图3-117),为消除上述缺陷,使光束聚焦成固定的密集点,并且借助光点下的工件移动来实现层截面上的扫描。这种系统的主要技术参数通常如下:
UV光束的光斑尺寸为5μm,X-Y方向的定位精度为0.25μm,Z方向的定位精度为1.0μm,能固化的聚合物个体的最小尺寸为5μm×5μm×3μm,成形件的最大尺寸为10mm×10mm×10mm。
(2)掩膜投影式μSLA(MPμSLA)系统
在掩膜投影式μSLA系统中(见图3-118),工件的整个截面层的聚合化由一次照射曝光完成。工件CAD模型切片所得截面图形被转换成位图文件并输入至动态掩膜(dy-namic mask)。此掩膜是动态图像发生器(dynamic pattern gen-erator),能使光源发出的光束成像,以便显示相应切片层的截面图形。
目前常用的动态掩膜为数字微镜 元 件(Digital MicromirrorDevice,DMD,见图3-119),它是由许多铝金属小反射镜组合而成的阵列芯片,每个反射镜悬浮在一个可编程的CMOS型静态随机存储记忆体(SRAM)的顶部,小反射镜有两个允许位置,以便向两侧偏转(倾斜)10°(即+10°或-10°)。切换施加于单个反射镜上的电压,小镜能在两个稳定位置之间快速转换,从而能将入射光从两个方向反射出去,达到反射光点通—断的效果,即:使入射光反射进入或远离聚光透镜的透光孔(见图3-120)。因此,DMD构成一个半导体记忆光学开关,能有效而精确地控制光束的行径(即对光束进行调制),产生黑—白数字光学影像输出,此影像对应于工件切片层图形的掩膜图形。然后,此调制的光束经过聚焦光学器件,使图形缩影并聚焦于系统储液箱中液态光敏树脂的表面,由此固化的一层截面相应于掩膜上显示的图形。
也可用基于LCD(液晶显示器)的空间光调制器(spatial light modulator)作为动态掩膜。与LCD相比,DMD的优点是:较小的像素尺寸,像素之间的间隙较窄,因此有较高的分辨率和较好的亮度一致性;超平的铝微镜对于紫外光有很高的调制效率;有很高的切换速度(约15μs),因此对曝光时间的控制更精确,非常适用于高分辨率的MPμSLA系统。
目前,掩膜投影式μSLA系统的成形件的横向分辨率已达到2μm,纵向分辨率已达到5μm,成形件的最大尺寸为10.24mm×7.68mm×20mm。(https://www.chuimin.cn)
与扫描式μSLA系统相比,掩膜投影式μSLA系统有以下优点:①成形速度快,这是因为扫描式μSLA系统的矢量扫描过程较慢。②成形件精度较好,这是因为避免了X-Y移动工作台导致的误差,移动件仅有Z向工作台。
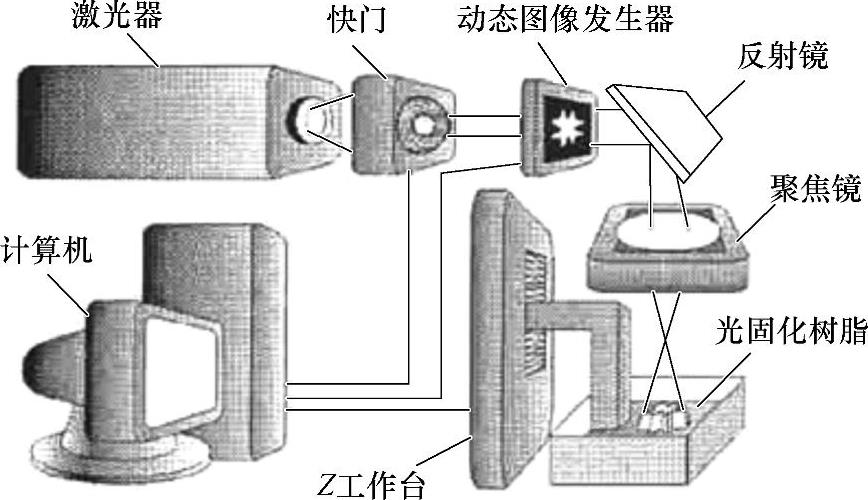
图3-118 掩膜投影式μSLA系统原理图
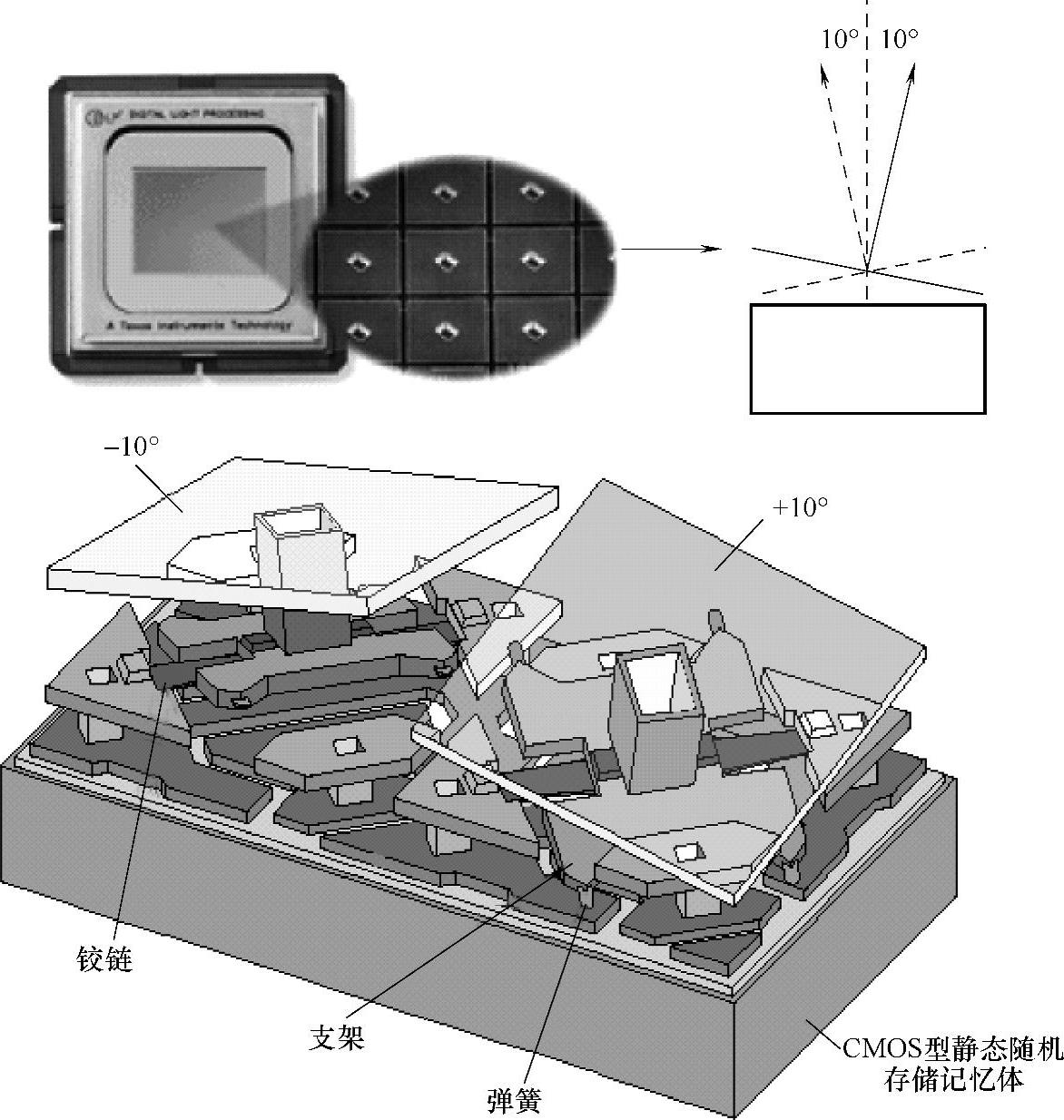
图3-119 DMD示意图
图3-121是MPμSLA系统成形的工件。
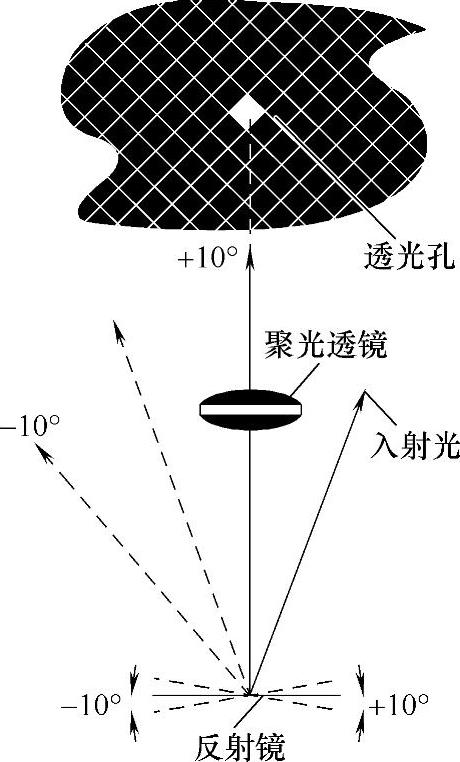
图3-120 具有DMD芯片的微镜产生的角度
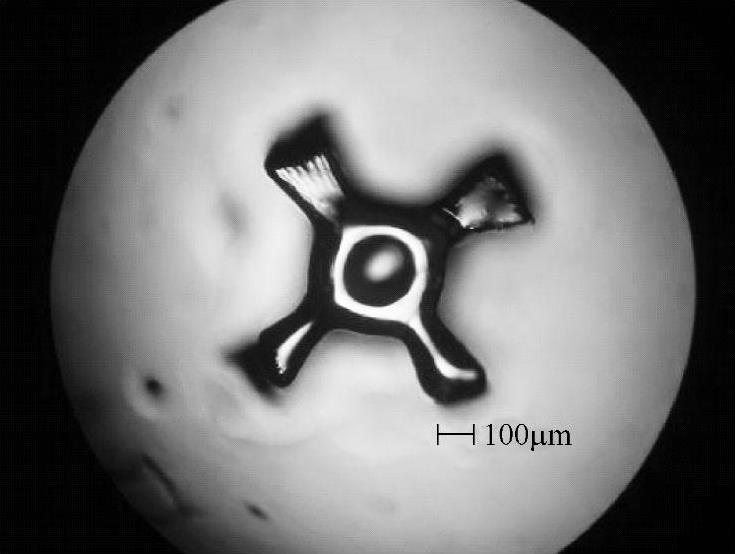
图3-121 MPμSLA系统的成形件
相关文章

激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。......
2025-09-29
所谓直接烧结自由成形是,用激光束烧结塑料粉,直接得到塑料成形件。显然,用激光烧结自由成形陶瓷器件时,只能采用第二种间接烧结自由成形工艺。采用有机粘结剂时,激光烧结成形件应进行两次加热后处理:第一次加热,烧除粘结剂;第二次加热,用高温烧结得到最终的“褐件”。......
2025-09-29

华中科技大学的李祥友等采用自行研制的激光烧结自由成形系统,进行了激光微细熔覆电子浆料柔性布线技术的研究[57]。5)采用CO2激光器或光纤激光器时在树脂基板和玻璃基板上成形导线时,功率密度和扫描速度对导线宽度的影响规律基本一致。激光功率密度对结合强度影响不大。......
2025-09-29

图2-25 陶瓷膜用激光切割自由成形机粘接、切割陶瓷膜而成的工件为陶瓷生坯件,它的强度很低,需进行后处理,即去除粘结剂和烧结致密化。表2-4 抗弯强度比较图2-27 激光切割自由成形的陶瓷件图2-27是激光切割自由成形的陶瓷件。单相陶瓷件强度为400MPa,复合陶瓷件为500MPa。采用Al2O3制作了三种零件:法兰盘、三层结构的陶瓷片和液流增幅器,并得到实用。......
2025-09-29

EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2025-09-29

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2025-09-29

图3-102 EBM自由成形过程原理图典型的电子束烧结自由成形系统通常由电子枪、工作室(真空室)、真空系统、电气控制系统和电源等组成[31,34]。图3-106是EBF自由成形系统中采用的送丝机构。图3-109和图3-110是美国NASA用电子束烧结自由成形的铝件。对于电子束烧结自由成形的尺寸为150mm×150mm×160mm的钢工件而言,其尺寸精度在±0.3mm以内,相当于铸造的精度。表3-5 电子束烧结自由成形的Ti6Al4V与H13模具钢的机械性能比较......
2025-09-29

回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。......
2025-09-29
相关推荐