图3-111 在Fab@Home上三维打印自由成形不锈钢器件随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。......
2023-06-15
超轻多孔金属(见图3-115)是近年来出现的一类新颖多功能材料[49,50],又称为低密度细胞材料(Low-density cellular materials),它是一种特殊结构的金属材料,在其材料中分布有许多气孔,孔隙率可超过80%,这些气孔可降低工件的密度并改善工件的强度、撞击吸能和隔音性能。超轻多孔金属的微结构可分为无序(stochastic)和有序(ordered)两大类,前者包括泡沫化材料(含开孔和闭孔),后者主要是点阵材料(开孔,又称栅格材料,lattice materials)。与传统材料相比,超轻多孔材料可以有千变万化的微结构,在保持高孔隙率的前提下,孔径可逐渐由毫米级减小到微米甚至纳米级。因此,多孔金属具有良好的可设计性,可以根据不同应用需求在制备前对其微观结构进行优化设计及多功能、多学科协同设计。
通常,多孔金属材料单位体积的重量仅是实体材料的1/10或更轻,且不同构形的微观结构对材料的力学及其他物理特性有显著影响。除了承载,这些材料还可同时承担其他功能,如利用材料的多孔特点进行对流换热以满足温度控制要求,以及吸收降低噪声、屏蔽电磁辐射、冲击能量吸收、阻尼减振等。
超轻多孔金属构件可以用多种自由成形工艺制作,例如图3-116所示分别为EBM和SLM工艺成形的超轻多孔金属构件。

图3-115 超轻多孔金属材料
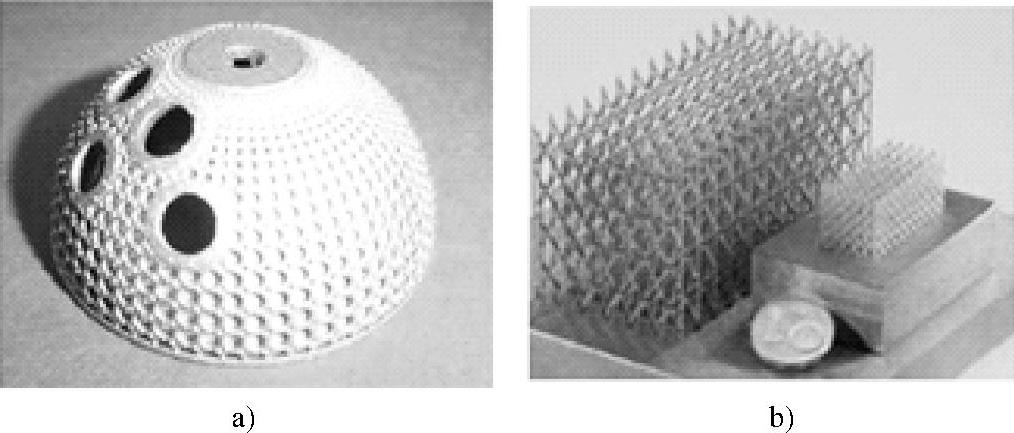
图3-116 自由成形的超轻多孔金属构件
a)采用EBM工艺 b)采用SLM工艺
有关功能器件自由成形的文章

图3-111 在Fab@Home上三维打印自由成形不锈钢器件随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。......
2023-06-15

图3-102 EBM自由成形过程原理图典型的电子束烧结自由成形系统通常由电子枪、工作室(真空室)、真空系统、电气控制系统和电源等组成[31,34]。图3-106是EBF自由成形系统中采用的送丝机构。图3-109和图3-110是美国NASA用电子束烧结自由成形的铝件。对于电子束烧结自由成形的尺寸为150mm×150mm×160mm的钢工件而言,其尺寸精度在±0.3mm以内,相当于铸造的精度。表3-5 电子束烧结自由成形的Ti6Al4V与H13模具钢的机械性能比较......
2023-06-15

EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2023-06-15

成形微机电器件的激光固化自由成形系统有以下两种:扫描式μSLA和掩膜投影式μSLA。掩膜投影式μSLA系统在掩膜投影式μSLA系统中,工件的整个截面层的聚合化由一次照射曝光完成。目前,掩膜投影式μSLA系统的成形件的横向分辨率已达到2μm,纵向分辨率已达到5μm,成形件的最大尺寸为10.24mm×7.68mm×20mm。图3-120 具有DMD芯片的微镜产生的角度图3-121 MPμSLA系统的成形件......
2023-06-15
用激光固化法成形陶瓷器件时,原材料还可以不是光固化陶瓷悬浮液,而是光固化陶瓷浆料,它由陶瓷粉、丙烯酸酯单体、光引发剂、分散剂和增稠剂组成。通常,激光固化法难以成形小于600μm的陶瓷特征结构。图2-6~图2-8是用激光固化自由成形机直接成形的一些陶瓷件。......
2023-06-15

金属的塑性是指金属材料在外力作用下能发生永久变形而不破坏其完整性的能力。在外力作用下,利用金属的塑性流动,能够使其成为所需尺寸和形状的毛坯或零件的工艺方法,就是塑性成形,也称为金属的压力加工。金属塑性成形的基本加工方式有轧制、挤压、拉拔、锻造和板料冲压等,如图5-1所示。塑性加工过程便于实现生产过程的连续化,自动化,适于大批量生产,如轧制,拉拔加工等,因而劳动生产率高。......
2023-06-24

所谓直接烧结自由成形是,用激光束烧结塑料粉,直接得到塑料成形件。显然,用激光烧结自由成形陶瓷器件时,只能采用第二种间接烧结自由成形工艺。采用有机粘结剂时,激光烧结成形件应进行两次加热后处理:第一次加热,烧除粘结剂;第二次加热,用高温烧结得到最终的“褐件”。......
2023-06-15

图2-25 陶瓷膜用激光切割自由成形机粘接、切割陶瓷膜而成的工件为陶瓷生坯件,它的强度很低,需进行后处理,即去除粘结剂和烧结致密化。表2-4 抗弯强度比较图2-27 激光切割自由成形的陶瓷件图2-27是激光切割自由成形的陶瓷件。单相陶瓷件强度为400MPa,复合陶瓷件为500MPa。采用Al2O3制作了三种零件:法兰盘、三层结构的陶瓷片和液流增幅器,并得到实用。......
2023-06-15
相关推荐