通常,多孔金属材料单位体积的重量仅是实体材料的1/10或更轻,且不同构形的微观结构对材料的力学及其他物理特性有显著影响。超轻多孔金属构件可以用多种自由成形工艺制作,例如图3-116所示分别为EBM和SLM工艺成形的超轻多孔金属构件。......
2023-06-15
1.金属机械器件的DoD型三维打印自由成形
美国康奈尔大学在其研制的Fab@Home PAM微注射器式自由成形系统上,用DoD型三维打印自由成形成功地制作了不锈钢器件(见图3-111)[11],他们所采用的原材料的组成如下:45%~55%(体积分数)的17-4PH不锈钢粉材(平均粒径为12μm)、多聚糖、硅酸盐、硼酸盐和水,将这些材料置于90℃的高剪切式混合机中混合约30min,所得材料在约85℃下呈液态,冷却后呈粒状。然后,将这种粒状材料注入PAM微注射器式自由成形系统的微注射器中,通过活塞加压排除材料中的气体,再加热注射器,使注入的材料液化并从喷嘴中选择性地射至工作台上,在室温下固化为粘土状,逐步构成器件的各层截面,最终得到不锈钢器件的三维生坯件。
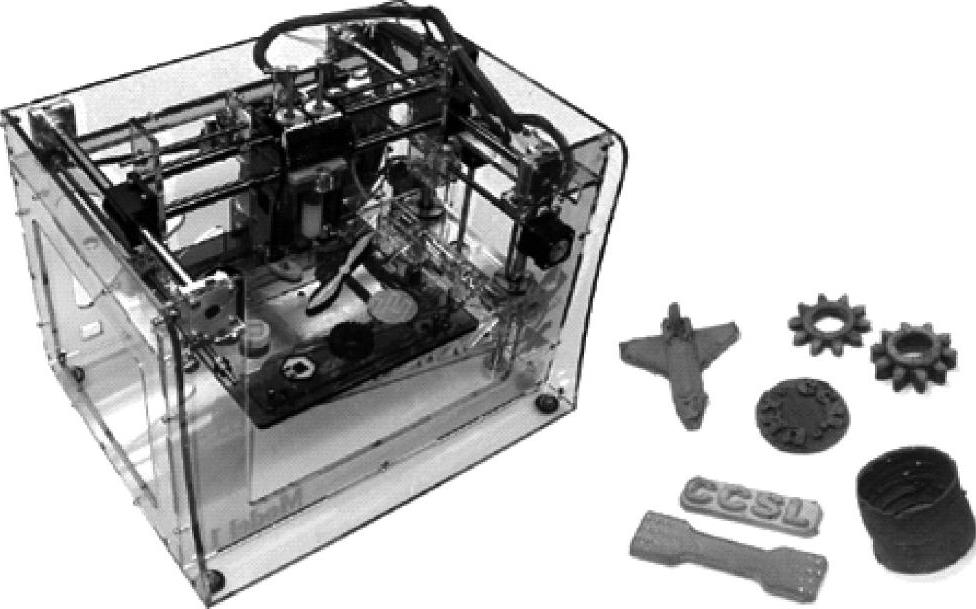
图3-111 在Fab@Home上三维打印自由成形不锈钢器件
随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。用上述工艺成形不锈钢器件的密度可达90%的理论密度,抗拉强度可达纯不锈钢的35%,喷印并烧结后的总线收缩率为18%。
2.金属机械器件的DoP型三维打印自由成形[62,63]
(1)向粉层喷射粘结剂的三维打印(“Binder on powder”3D-printing)
采用这种工艺时,由喷头向铺设在三维打印自由成形机工作台上的金属粉层喷射粘结剂,构成所需器件的生坯件,然后将生坯件置于加热炉中烧除粘结剂,并烧结金属粉,构成有一定孔隙的金属器件(见图3-112),再渗铜锡合金(含90%铜与10%锡)使器件达到全密度。
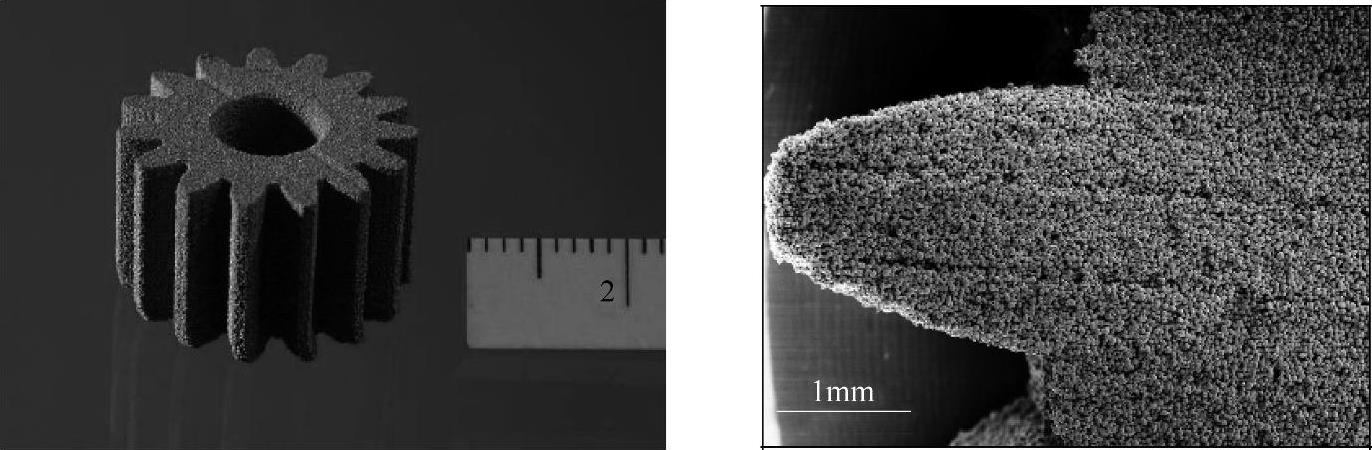
图3-112 三维打印并烧结后的不锈钢齿轮
(2)向已预混聚合物(热塑性粘结剂)的金属粉层喷射溶剂的三维打印(“Solvent on Granule”3D-printing,见图3-113)
预混聚合物的金属粉由湿混、烘干、碾磨和筛选等工序制成,颗粒尺寸约为100μm,喷射溶剂的单一液滴体积约为10pL,粉层厚度为50~200μm。然后将所得生坯件置于加热炉中,在450~650℃氢气下烧除粘结剂,在1330℃氩气下烧结3h成形,其密度可达理论密度的95%。
图3-114是DoP型三维打印成形的M2工具钢模具镶块,其密度为99%,硬度高达64HRC。

图3-113 向已预混聚合物的金属粉层喷射溶剂的三维打印

图3-114 三维打印成形的模具镶块
有关功能器件自由成形的文章

通常,多孔金属材料单位体积的重量仅是实体材料的1/10或更轻,且不同构形的微观结构对材料的力学及其他物理特性有显著影响。超轻多孔金属构件可以用多种自由成形工艺制作,例如图3-116所示分别为EBM和SLM工艺成形的超轻多孔金属构件。......
2023-06-15

图3-102 EBM自由成形过程原理图典型的电子束烧结自由成形系统通常由电子枪、工作室(真空室)、真空系统、电气控制系统和电源等组成[31,34]。图3-106是EBF自由成形系统中采用的送丝机构。图3-109和图3-110是美国NASA用电子束烧结自由成形的铝件。对于电子束烧结自由成形的尺寸为150mm×150mm×160mm的钢工件而言,其尺寸精度在±0.3mm以内,相当于铸造的精度。表3-5 电子束烧结自由成形的Ti6Al4V与H13模具钢的机械性能比较......
2023-06-15

图5-8 DoP型三维打印自由成形支架a)原理图 b)外形照片用DoP型三维打印自由成形工艺制备的支架孔径较小,且孔径与粉材的粒径有关。上述研究表明,三维打印自由成形技术在制备支架方面极具潜力。用有机溶剂(如氯仿)作粘结剂时,干燥一周后,在三维打印自由成形的支架中会有残留0.5%的氯仿。......
2023-06-15

EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2023-06-15

图2-38 DoP型自由成形陶瓷件2.DoS型三维打印自由成形DoS型自由成形的过程如图2-40所示[55]:①用浆料喷头将体积分数约为30%的陶瓷和溶剂/分散剂的浆料喷射在工作台基板上,构成浆料层,并加热此浆料层,去除其中的溶剂/分散剂,使其干燥。③使生坯件在氩气中加热至150℃,并保持1h,以便固化粘结剂并使其不溶解。......
2023-06-15

MIT采用硝酸银水溶液作为钛粉的粘结剂,三维打印成形了Ti-5Ag合金植入假体[42]。打印成形时,硝酸银水溶液选择性地沉积在粉床中,然后,使粉床在450℃充有氩气的炉中加热1h,银从硝酸银中还原出来并粘接钛粉粒。由于钛粉的初始烧结温度高于500℃,因此在450℃下热处理之后,未粘接的钛粉仍然可容易地从已粘接工件的表面去除。......
2023-06-15

随着温度继续下降,气泡开始呈收缩状态,原挤出于喷嘴外的液体受到气泡破裂力量的牵引而形成分散液滴,并因液体的收缩使后端液体开始分离。气泡消失后液滴与喷头内的液体完全分开,在10~20μs内液体由供液装置补入喷头,从而完成一个喷射过程。③液滴体积与驱动电压之间呈线性关系,液滴体积最小可达1pL[1],能通过调节驱动电压来方便地改变液滴体积。液滴继续下行经过一对偏转板,在偏转板上高压静电场的作用下,带电液滴根......
2023-06-15
复杂器官的组织有以下重要特点[47]:①三维结构;②要求有实现器官特定功能的特殊微结构;③由多种类型的细胞和细胞外基质组成;④有用于供养器官内细胞的复杂血管网。图5-32 一体化生物制造系统随着细胞打印概念的提出,人们尝试采用了多种不同技术打印细胞,如喷墨式打印、机械压挤式打印、电喷射式打印和激光诱导式打印等。......
2023-06-15
相关推荐