EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2023-06-15
近年来出现的电子束熔化自由成形有两种:电子束熔化(Electron Beam Melt-ing,EBM)和电子束自由成形(Electron Beam Freeform Fabrication,EBF)。
图3-102是EBM自由成形工艺过程原理图[32],它类似于激光烧结自由成形,差别在于其能量源是电子束,而不是激光束。EBM自由成形时,首先在工作台上铺设一层粉材(如金属粉)并压实;然后,电子束在计算机的控制下按照工件截面轮廓的信息进行选择性地扫描,金属粉末在电子束的轰击下被烧结在一起,构成工件一层的截面轮廓,并与下面已成形的部分粘接;一层扫描完成后,工作台向下或电子束向上移动一层高度,进行下一层的铺粉、扫描、烧结,构成工件新一层截面轮廓,并牢固地粘接在前一层上,如此重复直至整个工件成形完成;最后,去除未烧结的多余粉材便得到所需的三维工件。
图3-103是EBF自由成形原理图[33,36],它类似于熔融挤压自由成形,差别在于能量源是电子束,而不是热源和挤压力。EBF自由成形时,电子束熔化送丝机构送入的丝材(如金属丝),并选择性地将其沉积在工作台上,逐层地堆积成三维工件。

图3-102 EBM自由成形过程原理图
典型的电子束烧结自由成形系统通常由电子枪、工作室(真空室)、真空系统、电气控制系统和电源等组成[31,34]。电子枪(见图3-104)是产生和控制电子光学系统的总称,其电极系统由阴极、偏压电极和阳极组成。阴极处于高的负电位,它与接地的阳极之间形成电子束的加速电场。偏压电极可以通过调节其相对于阴极负电位的大小和改变偏压电极形状以及位置来调节电子束流的大小和改变电子束的形状。工作室(见图3-105)常用低碳钢板制成,以便屏蔽外部磁场对电子束轨迹的干扰,工作室表面通常镀镍或作其他处理,以便减少表面吸附气体、飞溅物及油污等,缩短抽真空时间和便于工作室的清洁工作。真空系统用于对电子枪室和工作室抽真空。电源系统包括高压电源、阴极加热电源和偏压电源。图3-106是EBF自由成形系统中采用的送丝机构。
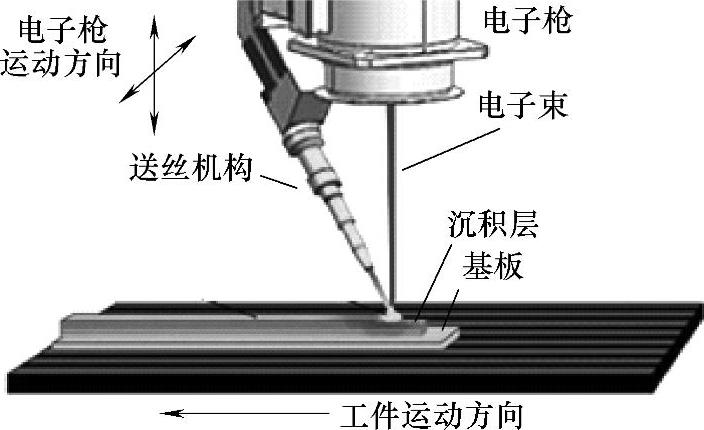
图3-103 EBF自由成形原理图

图3-104 电子枪

图3-105 工作室
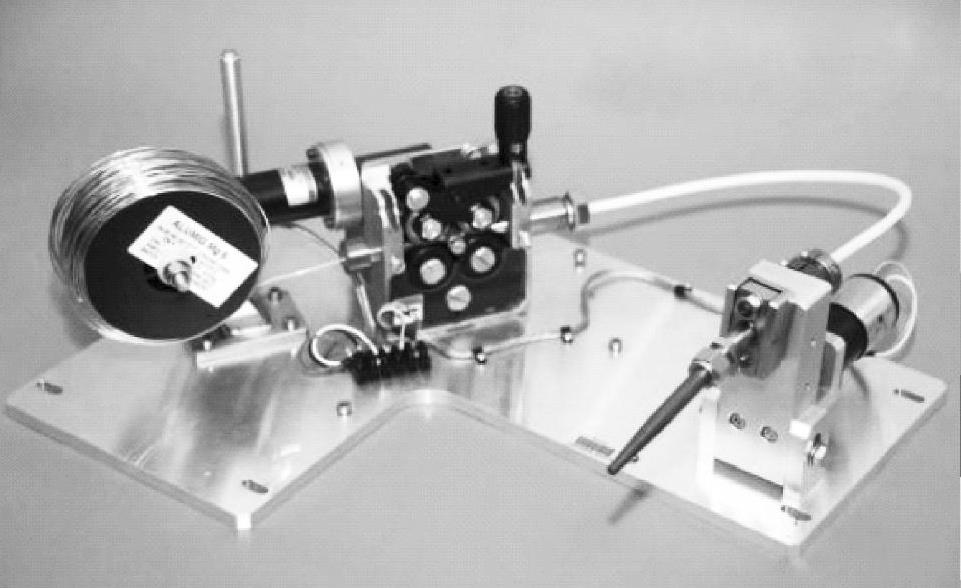
图3-106 EBF自由成形系统中采用的送丝机构
与激光束比较,电子束有如下优点[29,31]:
大多数激光器功率在1~5kW之间,而电子束的最大功率能达到激光功率的数倍,其连续热源功率密度比激光束高很多(可达1×107W/mm2),并且电子束的能量利用率高(可达到90%以上),而激光束的能量利用率只有约10%。
(2)焦斑小
激光束的理论焦斑直径可小于1μm,但实际使用中一般达不到(在自由成形机上通常为60~100μm),而电子束的焦斑可达0.1μm,比激光小一个数量级,因而能精细地聚焦,有利于成形工件上的细微特征(例如0.76mm的壁)。
(3)扫描速度快
对于工件截面上的二维扫描运动,电子束是通过改变磁偏转线圈电流来实现的,无机械惯性,扫描频率可达20kHz;而激光束是通过振镜的偏转或数控工作台的运动来实现的。因此,电子束的扫描速度更快、控制精度更高。据美国NASA的研究报告,电子束烧结自由成形的沉积效率可在2500cm3/h以上。
(4)对焦方便
激光束对焦时,由于透镜的焦距是固定的,必须移动工作台;而电子束则是通过调节聚焦电流来对焦的,因而可以在任意位置上对焦。
(5)可加工材料广泛
大部分金属(如金、银、铜、铝等)对激光的反射率很高(室温下为40%~95%),熔化潜热也很高,从而导致不易熔化。而且一旦熔化形成熔池后,反射率迅速降低,使得熔池温度急剧上升,导致材料汽化。而电子束可以不受加工材料反射的影响,很容易加工用激光束难以加工的材料,而且有高真空工作环境,可以避免金属粉末在液相烧结或熔化过程中被氧化,这一点对钛、钛合金和半导体材料的加工尤为可贵。
图3-107和图3-108是用瑞典Arcam AB公司生产的电子束烧结自由成形机制

图3-107 电子束烧结自由成形的航天器用钛合金叶轮

图3-108 电子束烧结自由成形的航天器用起落装置
作的钛合金工件。
图3-109和图3-110是美国NASA用电子束烧结自由成形的铝件。

图3-109 电子束烧结自由成形的混合器用铝喷嘴
图3-110 电子束烧结自由成形的铝缩扩喷嘴
根据本章参考文献[37]的报导,用电子束烧结自由成形的Ti6Al4V与H13模具钢的机械性能比较见表3-5。对于电子束烧结自由成形的尺寸为150mm×150mm×160mm的钢工件而言,其尺寸精度在±0.3mm以内,相当于铸造的精度。
表3-5 电子束烧结自由成形的Ti6Al4V与H13模具钢的机械性能比较

有关功能器件自由成形的文章

EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2023-06-15

通常,多孔金属材料单位体积的重量仅是实体材料的1/10或更轻,且不同构形的微观结构对材料的力学及其他物理特性有显著影响。超轻多孔金属构件可以用多种自由成形工艺制作,例如图3-116所示分别为EBM和SLM工艺成形的超轻多孔金属构件。......
2023-06-15

图3-111 在Fab@Home上三维打印自由成形不锈钢器件随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。......
2023-06-15

成形微机电器件的激光固化自由成形系统有以下两种:扫描式μSLA和掩膜投影式μSLA。掩膜投影式μSLA系统在掩膜投影式μSLA系统中,工件的整个截面层的聚合化由一次照射曝光完成。目前,掩膜投影式μSLA系统的成形件的横向分辨率已达到2μm,纵向分辨率已达到5μm,成形件的最大尺寸为10.24mm×7.68mm×20mm。图3-120 具有DMD芯片的微镜产生的角度图3-121 MPμSLA系统的成形件......
2023-06-15

激光烧结自由成形常采用CO2激光束选择性烧结聚合物或者聚合物/生物陶瓷(如HA)的复合材料粉末来形成材料层。如图5-26所示,用激光烧结自由成形的PCL支架的孔径为1.75~2.5mm,孔隙率为79%,压缩模量为52~67MPa,屈服强度可达2~3.2MPa[33]。美国的Lee等人用PMMA作为粘结剂,与多种磷酸钙盐粉末混合,用SinterStation2000自由成形机制作支架原型,再经过烧结等后处理过程去除有机质,构成HA多孔支架,密度为1.4g/cm3,孔隙率为30%,压缩强度为18.6MPa。......
2023-06-15

图5-8 DoP型三维打印自由成形支架a)原理图 b)外形照片用DoP型三维打印自由成形工艺制备的支架孔径较小,且孔径与粉材的粒径有关。上述研究表明,三维打印自由成形技术在制备支架方面极具潜力。用有机溶剂(如氯仿)作粘结剂时,干燥一周后,在三维打印自由成形的支架中会有残留0.5%的氯仿。......
2023-06-15

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2023-06-15
所谓直接烧结自由成形是,用激光束烧结塑料粉,直接得到塑料成形件。显然,用激光烧结自由成形陶瓷器件时,只能采用第二种间接烧结自由成形工艺。采用有机粘结剂时,激光烧结成形件应进行两次加热后处理:第一次加热,烧除粘结剂;第二次加热,用高温烧结得到最终的“褐件”。......
2023-06-15
相关推荐