图3-46 喷印PLED显示器这种聚合物薄膜中在通过电流时会激发出光,因此可用于制作显示器。这一革新提供了一种低成本的彩色显示器制作方法,不但为PLED的产业化提供了可能,还使得它可以用柔软的塑料作为基底构成可弯曲的显示器,甚至可以是在一个不平整的表面上构成显示器。图3-47 喷印PLED显示器的主要过程......
2025-09-29
华中科技大学的张鸿海等研制的气动膜片式焊料喷头如图3-67所示,这种喷头包括焊料的储料腔、节流器、隔膜(圆形不锈钢)、喷嘴、电磁阀和排气孔等部分,喷射过程如下:
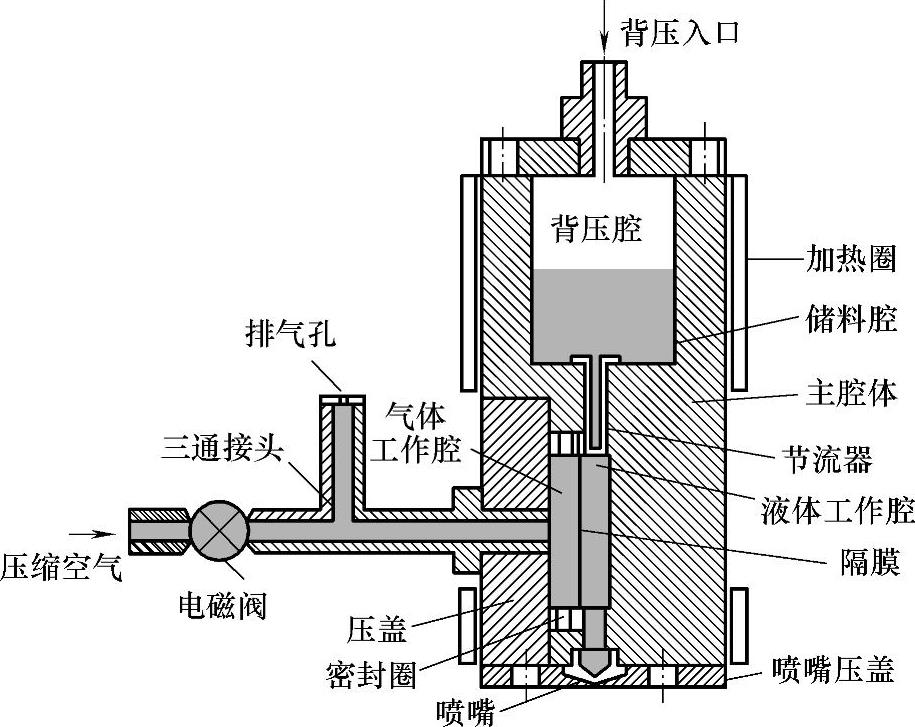
图3-67 气动膜片式焊料喷头
1)发出脉冲信号,开启电磁阀,压缩空气经过电磁阀进入气体工作腔,腔内压力上升。
2)由于气体工作腔内压力上升,使隔膜两面的压力不平衡,隔膜向右挠曲变形,气体工作腔的体积变大,液体工作腔的体积变小、压力增大,使液体工作腔内一部分液态焊料通过喷嘴形成射流。
3)关闭电磁阀,气体工作腔通过电磁阀和排气孔与大气相连,气体工作腔内气压快速下降,隔膜左侧的驱动压力消失(甚至为负压),隔膜由于本身的弹性作用快速向左回弹,液体工作腔内体积增大、压力减小,喷射出的液态焊料在喷嘴处颈缩、分离形成微滴。
4)随着液体工作腔内压力释放,由储料腔向液体工作腔补充液态焊料,隔膜在大气压力作用下,最终回复到初始位置,达到平衡状态,完成微滴喷射的循环过程,准备下一次喷射循环。
张鸿海等采用上述喷头进行了实际喷射试验,参数如下:喷嘴直径为100μm,驱动压力为0.25MPa,驱动脉宽为1.8ms,加热温度为250℃,排气孔处管长为100mm,排气孔内径为4mm,焊料为Sn63Pb37。喷射的焊球直径分布如图3-68所示,偏差约为3%。
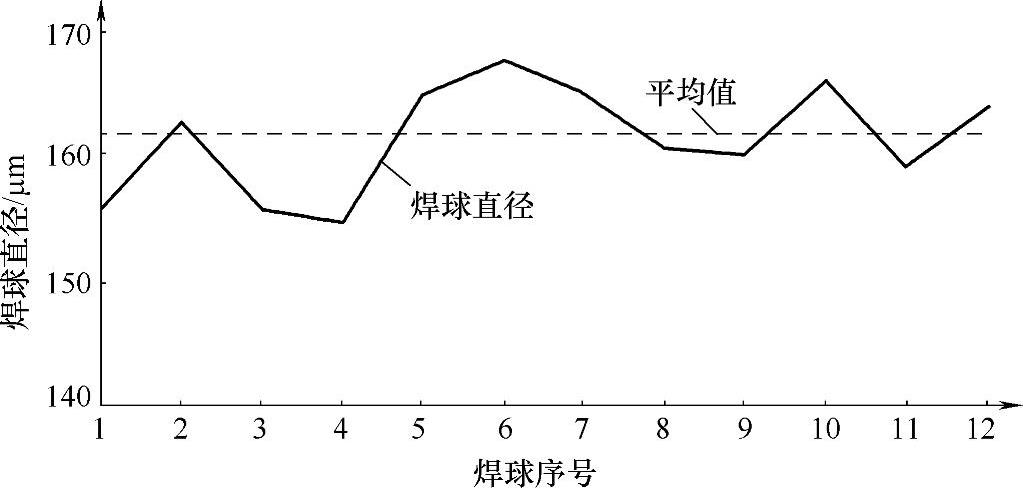
图3-68 喷射的焊球直径分布
在实验中发现,通过调节控制参数可以得到接近喷嘴内径的金属焊球,例如,喷嘴内径为100μm和驱动压力为0.15MPa时,可以得到和孔径相当的金属焊球(见图3-69);在喷嘴孔径为80μm和驱动压力为0.20MPa时,可以得到直径为85μm的焊球。
该文献作者通过实验研究得到图3-70~图3-73所示关系曲线。研究还表明,当喷射距离(喷嘴与基板之间的距离)在0.2~2.2mm范围内变动时,液滴直径的变化小于1%。(https://www.chuimin.cn)
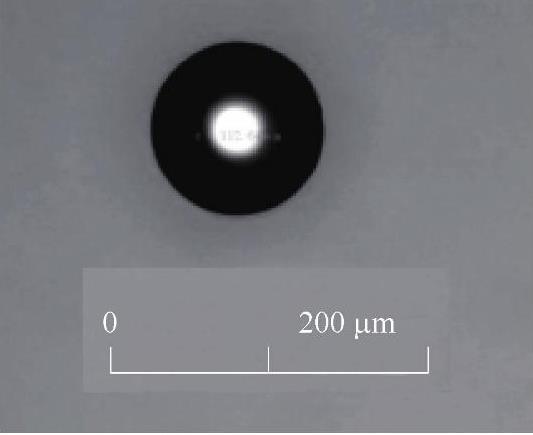
图3-69 直径约100μm金属焊球
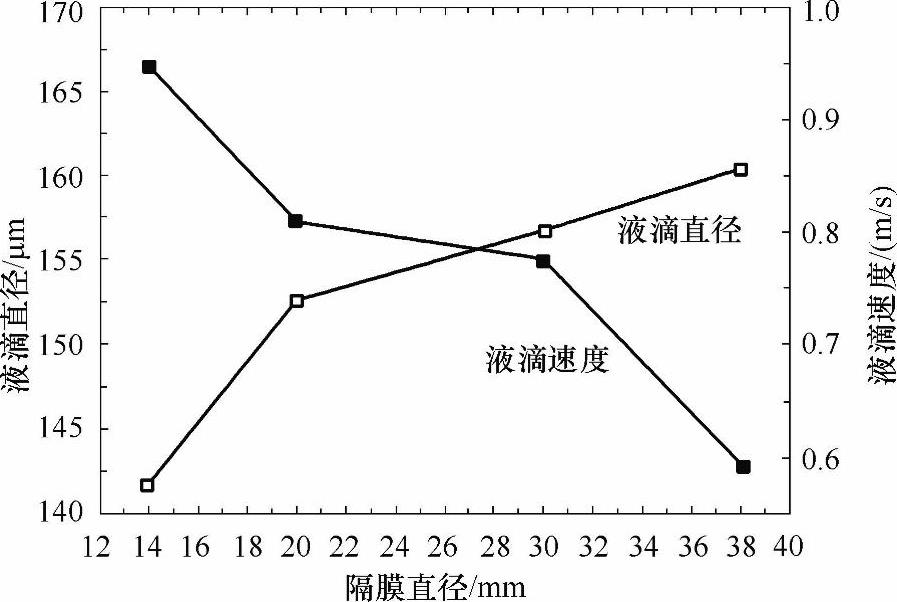
图3-70 隔膜直径与液滴直径和液滴速度的关系曲线(喷嘴直径为65.78μm)
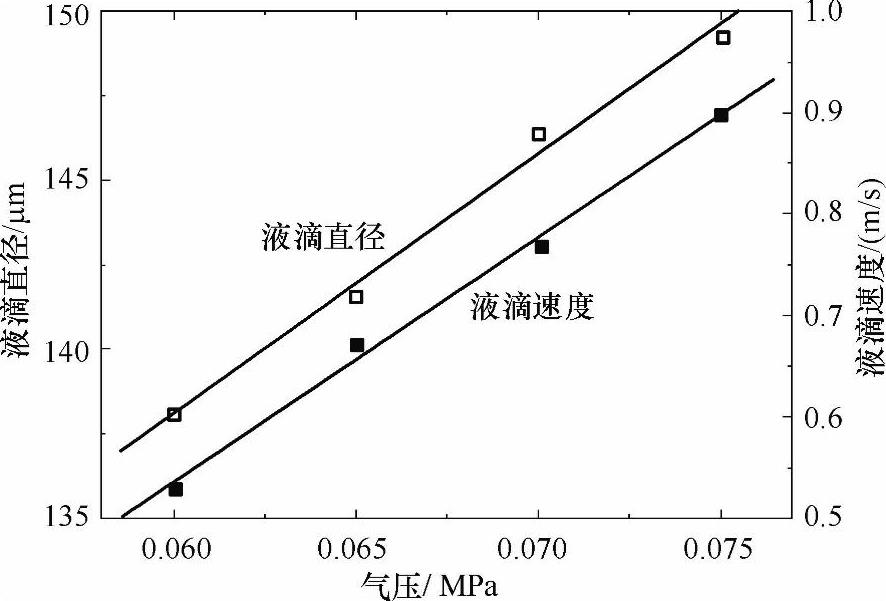
图3-71 驱动气压与液滴直径和液滴速度的关系曲线(喷嘴直径为72.11μm)
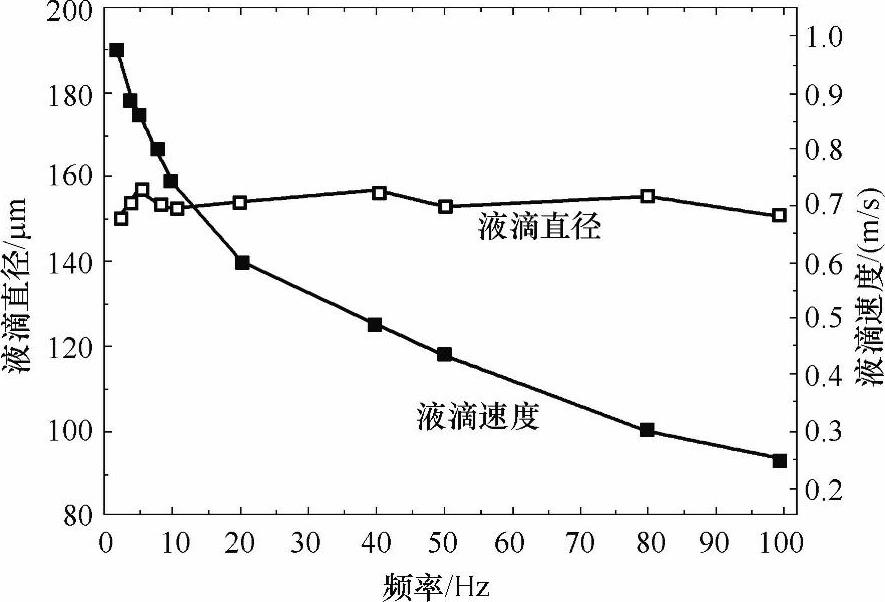
图3-72 驱动频率与液滴直径和液滴速度的关系曲线(喷嘴直径为65.78μm)
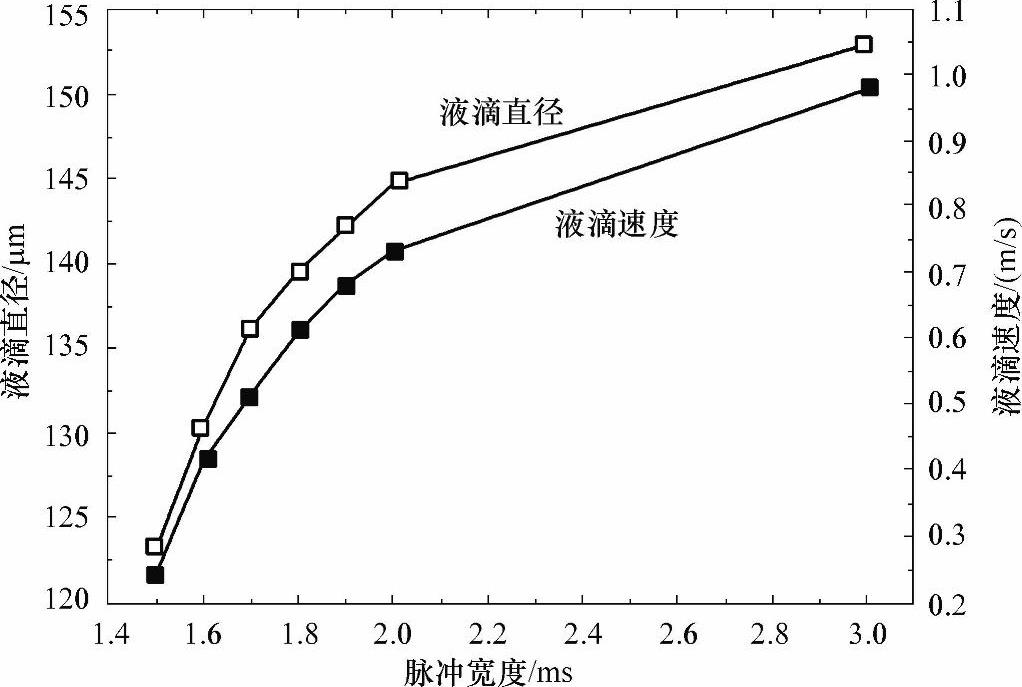
图3-73 驱动脉冲宽度与液滴直径和液滴速度的关系曲线(喷嘴直径为65.78μm)
相关文章

图3-46 喷印PLED显示器这种聚合物薄膜中在通过电流时会激发出光,因此可用于制作显示器。这一革新提供了一种低成本的彩色显示器制作方法,不但为PLED的产业化提供了可能,还使得它可以用柔软的塑料作为基底构成可弯曲的显示器,甚至可以是在一个不平整的表面上构成显示器。图3-47 喷印PLED显示器的主要过程......
2025-09-29

图3-2 PCB板字符印刷工艺a)传统丝网印刷 b)喷印自由成形图3-3是Orbotech公司生产的Sprint—80字符喷印机,采用两个KM512压电式喷头和UV固化白色字符墨水,可按喷头多程扫描方式喷印PCB板字符。图3-7是江苏锐毕利实业有限公司生产的Hi-Print LX03型PCB板分区单程喷印机,可用于喷印PCB板的字符、阻焊层和抗蚀刻电路。图3-8是江苏锐毕利实业有限公司研制的挠性印刷电路板多工位喷印机。喷印在挠性基板上喷印含有催化剂的墨水,并用UV光使喷印的电路图形固化。......
2025-09-29

目前,喷印自由成形的电子元件主要有:电容器、电感器、电阻器、晶体管和传感器等。图3-43 微型热管网络的喷印成形的过程a)喷印有机墨水 b)逐层喷印墨水 c)在热管网络中渗透低粘度环氧树脂 d)环氧树脂固化,去除易消散墨水美国康奈尔大学在其研制的Fab@Home Model 1喷印机上,已自由成形电路、有机电化学晶体管、机电继电器、锌空气电池等[1-5,14]。图3-44 Fab@Home Model 1喷印机......
2025-09-29

图6.21纽约市每日犯罪折线图图6.22纽约市每月犯罪箱线图用离散点的形式描述抗议事件不能充分体现其空间分布趋势,可采用核密度估计方法。为研究“弗洛伊德事件”发生后纽约市犯罪事件的空间分布变化,对犯罪事件进行核密度分析以及平均最近邻分析。......
2025-09-29

旋转稳定智能榴弹的导引控制技术需要在研究弹道特性的基础上, 设计适当的导引控制算法。导引控制算法是指弹丸飞行过程中应遵循的规律, 其选取不仅直接影响制导控制系统的设计, 还决定了弹丸精确命中目标的难易程度, 因而, 选取合适的导引控制算法是智能榴弹研发过程中的重要技术环节。2) 预测控制预测控制是20 世纪中后期从过程控制领域引入的一种计算机控制方法。......
2025-09-29

影响PCB板喷印自由成形性能的主要因素有:喷嘴分辨率、喷嘴直径、喷射液滴体积和喷射频率、喷印分辨率、相邻液滴重叠率、基板的表面能与墨水的表面张力、固化状况、预处理与后处理等。显然,喷嘴分辨率越高,喷印PCB板的字符、图形越清晰,能喷印的最小字高越小。在接触角变化过程中,接触线的锁定对最终干燥喷印膜层的特征尺寸至关重要。......
2025-09-29

图9-9暂态电势和暂态电抗的等值电路习惯上称E′q为暂态电势,它同励磁绕组的总磁链Ψf成正比。电势正比于磁链,由此可见,暂态电势E′q也是某种意义下的气隙电势,暂态电抗x′d则是某种意义下的定子漏抗。如果令便可将方程式改写成电势常称为暂态电抗后的电势。以上根据磁链平衡方程式导出了暂态电势和暂态电抗的表达式,并对这些参数的意义作了说明。暂态电势在运行状态发生突变瞬间能够守恒。......
2025-09-29
弹道修正迫击炮弹代表产品是美国的M395 , 西班牙的GMG -120 和法国的MPM 等。美军将采用MGK 方案的120 mm 制导迫击炮弹投入阿富汗战场使用取得了较好的实战效果, 但在后续文献报道中明确提出了其局限性, 即由于有限的修正能力,在实际使用时对火炮瞄准精度的要求仍然较高, 因此美军仍在开展其他替代方案的研究工作, 例如低成本制导迫击炮弹方案等。......
2025-09-29
相关推荐