用激光固化法成形陶瓷器件时,原材料还可以不是光固化陶瓷悬浮液,而是光固化陶瓷浆料,它由陶瓷粉、丙烯酸酯单体、光引发剂、分散剂和增稠剂组成。通常,激光固化法难以成形小于600μm的陶瓷特征结构。图2-6~图2-8是用激光固化自由成形机直接成形的一些陶瓷件。......
2025-09-29
用激光切割自由成形机制作陶瓷器件时,原材料不是底面涂覆热熔胶的纸,而是陶瓷膜(见图2-25),膜由容积占55%~60%的陶瓷粉和粘结剂组成,一般用传统的流延法(tape casting)制备。制备过程是:首先,陶瓷浆料从料斗下部流至向前移动的薄膜载体之上形成膜坯,其厚度由刮刀控制;然后,膜坯连同载体进入热风烘干室烘干,烘干温度必须在浆料中溶剂的沸点之下,否则会使膜坯出现气泡,或由于湿度梯度太大而产生裂纹;从烘干室出来的膜坯中还保留一定的溶剂,连同载体一同绕成卷待用,并在存储过程中使膜坯中的溶剂分布均匀,消除湿度梯度。
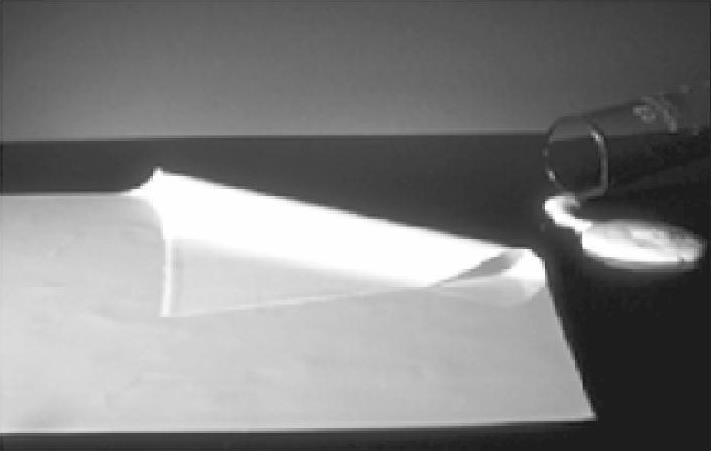
图2-25 陶瓷膜
用激光切割自由成形机粘接、切割陶瓷膜而成的工件为陶瓷生坯件,它的强度很低,需进行后处理,即去除粘结剂和烧结致密化。粘结剂的去除温度根据陶瓷膜中所含高分子材料的热解温度而定,为防止生坯件层间的开裂和变形,需将陶瓷生坯件埋在粉末中,并施以压力。粉末不仅对陶瓷生坯件起到支撑作用,而且还使压力分布均匀。去除粘结剂后的陶瓷生坯件为多孔状,若采用普通的烧结方法将使工件产生较大的收缩,可采用反应烧结法来减少收缩。反应烧结法又称活化烧结或强化烧结,它是通过添加物的作用,使反应与烧结同时进行的一种烧结方法。与普通烧结法比较,反应烧结法烧成的制品不收缩,尺寸不变化。
由于陶瓷膜呈现脆性而不能形成连续卷料,而且强度较低,不足以承受成形机的进给运动,所以目前膜的铺设多半还依赖于手工操作。
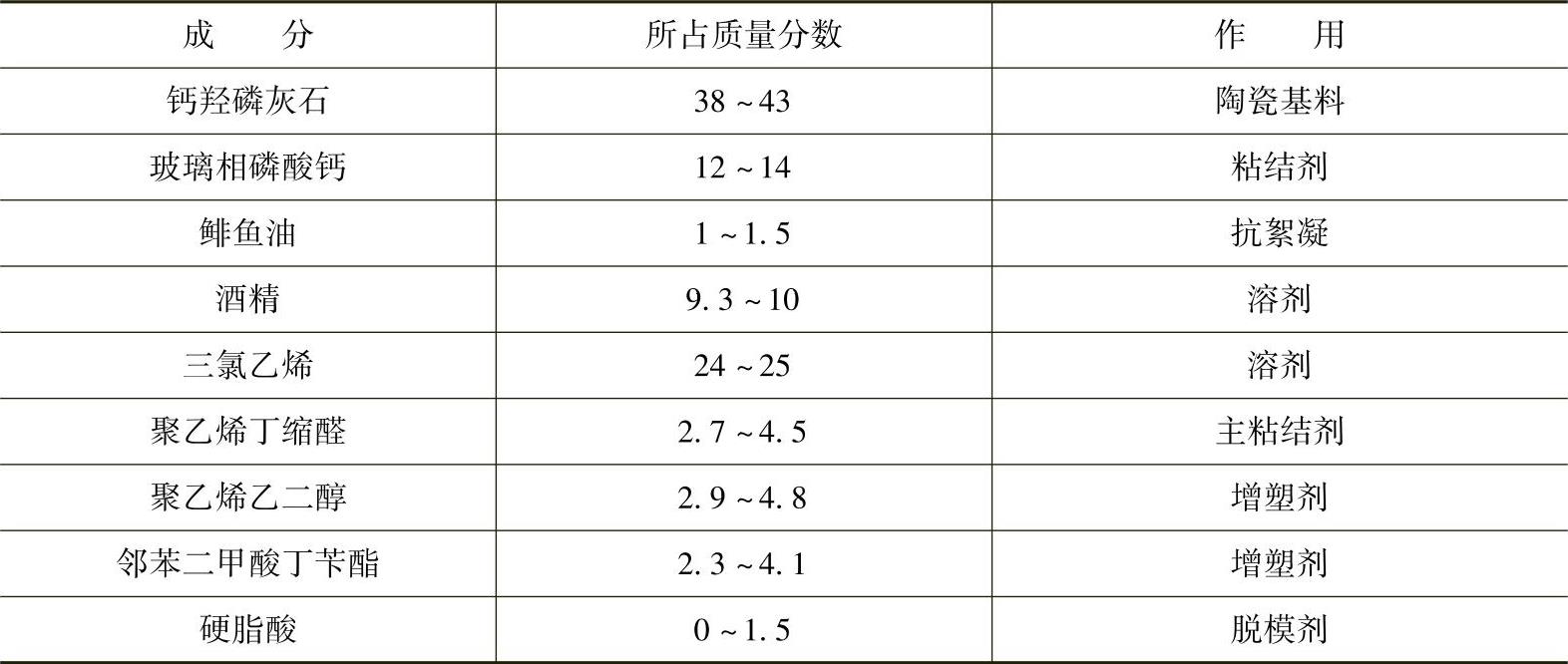
表2-2是一种制作生物陶瓷膜的浆料配方,可以用流延法将其制成厚度为125~250μm的陶瓷膜。
表2-2 生物陶瓷膜的浆料配方
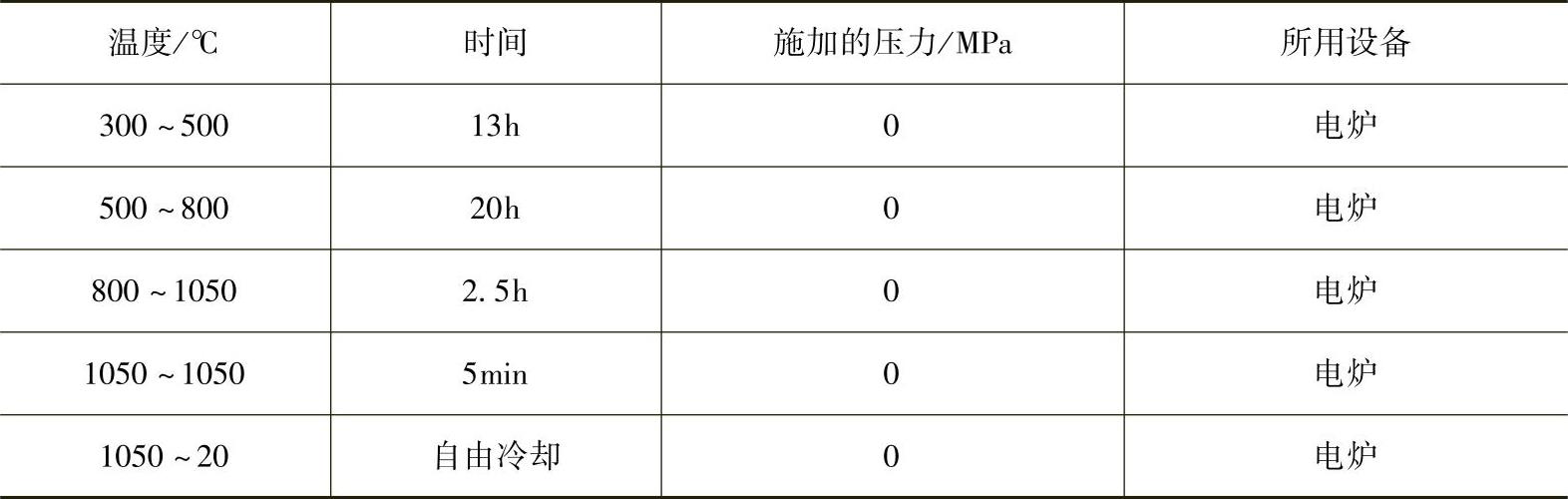
用激光束切割、粘接上述陶瓷膜后构成质量分数为25%有机成分的陶瓷生坯件(见图2-26),其密度可达理论密度的95%~98%,尺寸精度可高达±0.025mm。然后再进行后处理:①为在后处理中保持生坯件的形状不变,首先将生坯件置于圆柱形盒中,然后填入玉米粉,并用锤捣实,再将其置于温度与压力可控的压力机上,使温度上升,以便去除生坯件中的可挥发溶剂。施加压力的作用是减少生坯件脱层的可能性。此后,从粉床中取出陶瓷半成品,粘接在其上的剩余玉米粉能在随后的烧结工序中因氧化而去除。②进行多阶段的粘结剂烧除循环,以便去除主要的聚合物粘结剂与增塑剂,上述循环过程如表2-3所示。

图2-26 激光切割自由成形的陶瓷生坯件(舟骨)
表2-3 烧除与烧结循环(https://www.chuimin.cn)

(续)
经过上述处理的工件的累计收缩率仅约5%,大大小于典型固态烧结工艺的收缩率(约15%)。表2-4是用激光切割自由成形的陶瓷件与自然骨、羟基磷灰石等的抗弯强度比较。
表2-4 抗弯强度比较(单位:MPa)

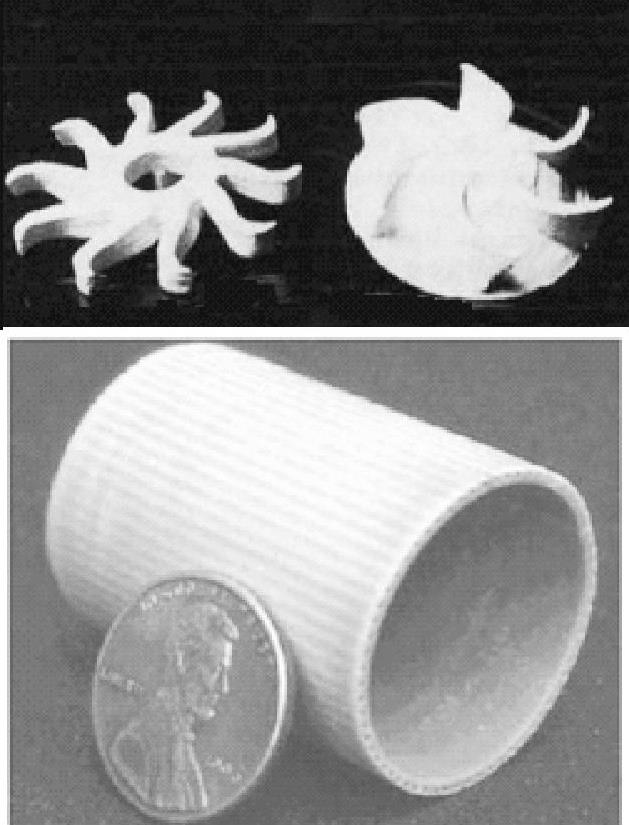
图2-27 激光切割自由成形的陶瓷件
图2-27是激光切割自由成形的陶瓷件。
Lone Peak公司的E.Alair Griffin等采用LOM技术制备了ZrO2和Al2O3陶瓷件[10],陶瓷膜厚为116μm和58μm,膜的材料体系为12mol%CeO2-ZrO2和Ce-ZrO2/Al2O3。烧结后产品中存在<1%气孔,无粗大裂纹缺陷。单相陶瓷件强度为400MPa,复合陶瓷件为500MPa。Ce-ZrO2层硬度为9GPa,Al2O3/Ce-ZrO2层硬度为15GPa,界面附近硬度为11.5GPa。
凯斯西储大学的JamesD.Cawley等采用CAM-LEM(Computer-Aided Manufacturing of Laminated Engineering Materials)技术制作陶瓷件[10],其成形原理与LOM技术相同,适用材料包括工程陶瓷、复合材料、金属及合金材料、塑料材料等。采用Al2O3制作了三种零件:法兰盘、三层结构的陶瓷片和液流增幅器,并得到实用。
相关文章

用激光固化法成形陶瓷器件时,原材料还可以不是光固化陶瓷悬浮液,而是光固化陶瓷浆料,它由陶瓷粉、丙烯酸酯单体、光引发剂、分散剂和增稠剂组成。通常,激光固化法难以成形小于600μm的陶瓷特征结构。图2-6~图2-8是用激光固化自由成形机直接成形的一些陶瓷件。......
2025-09-29

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2025-09-29
激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。......
2025-09-29

坯体成形它是将坯料制成具有一定形状和规格的坯体,传统的坯体成形方法有浇注成形、压制成形和挤压成形等。图2-1是浇注成形坯体的原理图,它是将陶瓷原料粉体悬浮于水中制成料浆,然后注入模具内成形。显然,模具制造已成为发展陶瓷器件的主要障碍,陶瓷无模成形技术是克服此障碍的最有效办法,自由成形工艺使这种技术的实现成为可能。......
2025-09-29

但自由成形工艺的核心是逐层制作薄片和层层堆积,这些工序本身比较费时,与减成法相比并非“快速”。基于这个原因,本书为避免误导,将这种加成制造法称为“自由成形”,或照顾到过去的习惯称为“自由快速成形”,而不称为“快速成形”。......
2025-09-29
回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。......
2025-09-29

难道自由成形技术已走到尽头,再无前进的出路了吗?美国、英国和德国的一些大学及研究机构在近几年进行了全新的探索,他们的研究方向不再局限于自由成形工件的形状与精度,重点是使其“神似”——成为功能器件。因此,只需将喷墨打印机通常用的墨水变更为自由成形所需的特殊“墨水”,就能实现二维/三维的自由成形。......
2025-09-29
如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29
相关推荐