但自由成形工艺的核心是逐层制作薄片和层层堆积,这些工序本身比较费时,与减成法相比并非“快速”。基于这个原因,本书为避免误导,将这种加成制造法称为“自由成形”,或照顾到过去的习惯称为“自由快速成形”,而不称为“快速成形”。......
2025-09-29
用激光固化(SLA)自由成形机直接成形陶瓷器件时,置于液槽中的不是液态光敏树脂,而是光固化陶瓷悬浮液(photocurable ceramic suspension),其中含有容积占50%~65%的固态陶瓷(如氮化硅、氧化铝)粉,它悬浮在低粘度丙烯酸酯单体中(内有适当的光引发剂)。经过激光束扫描之后,引发丙烯酸酯单体进行聚合固化反应,成为粘接陶瓷粉的粘结剂,因此逐步形成陶瓷生坯件(green body),然后在250~500℃下缓慢加热生坯件,烧除其中的丙烯酸酯粘结剂,再在高温(如1650℃)下将其烧结成最终的陶瓷件,其抗弯强度可近似于传统方法成形的陶瓷件。
为提高陶瓷器件的成形分辨率,可以在树脂中加入紫外吸收剂(absorber),以便降低陶瓷颗粒的散射效应(scattering effect)。例如,加入0.3%的吸收剂时,分辨率可达2.6μm。
用激光固化法成形陶瓷器件时,原材料还可以不是光固化陶瓷悬浮液,而是光固化陶瓷浆料,它由陶瓷粉、丙烯酸酯单体、光引发剂、分散剂(dispersant)和增稠剂(thickening agent)组成。
用激光固化法直接成形陶瓷器件有两个局限性:
(1)难以成形高折射率的陶瓷器件
这与浓悬浮液的光学特性有关。例如,用23mW的He-Cd激光器扫描低折射率的陶瓷材料(如二氧化硅、氧化铝和羟基磷灰石)时,可以容易地达到所需的固化深度(100~300μm);但是,对于折射率太高的陶瓷材料(如锆钛酸铅陶瓷,PZT),则不能用上述激光器使其直接成形。
(2)难以成形小特征结构
成形特征的最小值取决于Z向的层高和X-Y向的固化线宽度,后者又取决于聚焦激光束的光斑尺寸,以及由陶瓷颗粒引起的侧向角散射(side scatter)导致的紫外辐射扩展。通常,激光固化法难以成形小于600μm的陶瓷特征结构。(https://www.chuimin.cn)
图2-6~图2-8是用激光固化自由成形机直接成形的一些陶瓷件。
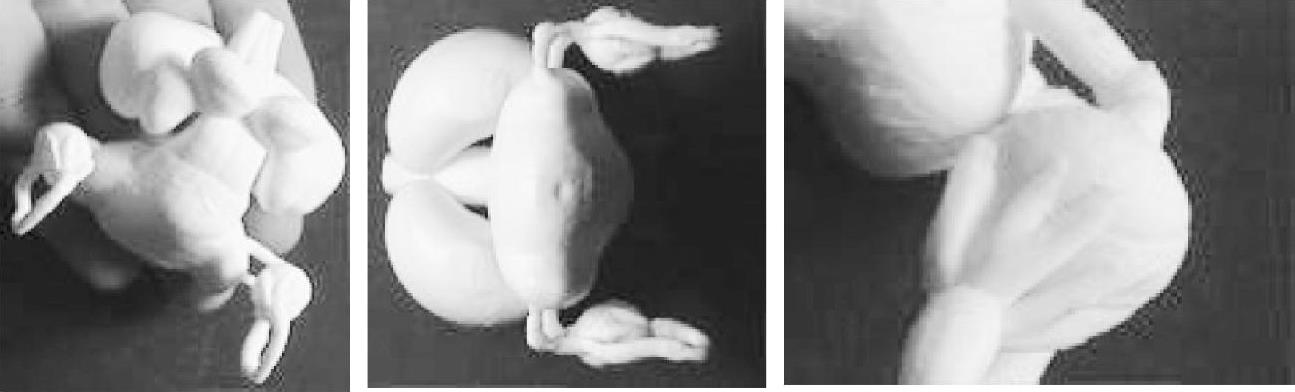
图2-6 用激光固化自由成形机直接成形的陶瓷雕塑件
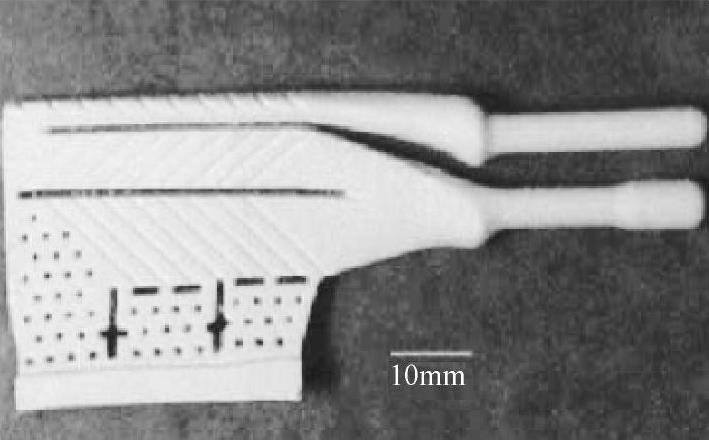
图2-7 用激光固化自由成形机直接成形的熔模铸造陶瓷型芯
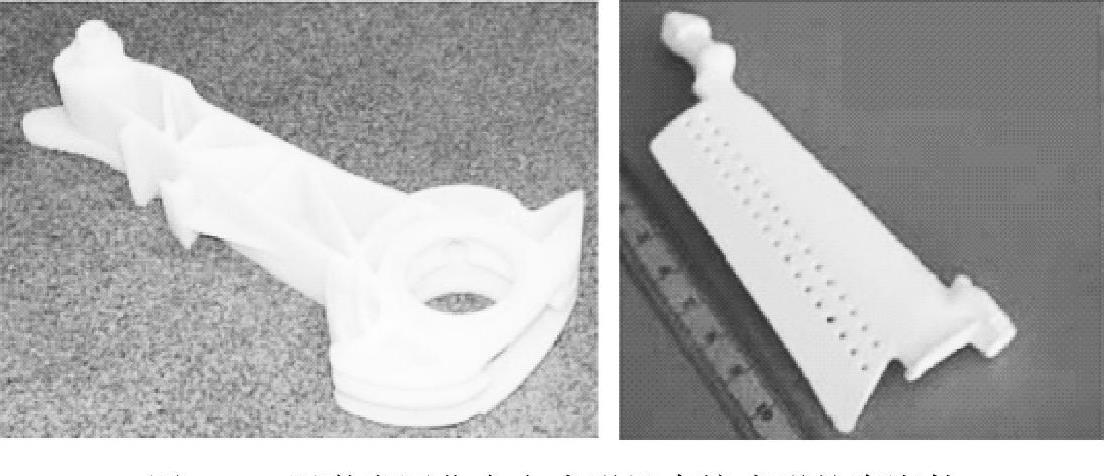
图2-8 用激光固化自由成形机直接成形的陶瓷件
相关文章

但自由成形工艺的核心是逐层制作薄片和层层堆积,这些工序本身比较费时,与减成法相比并非“快速”。基于这个原因,本书为避免误导,将这种加成制造法称为“自由成形”,或照顾到过去的习惯称为“自由快速成形”,而不称为“快速成形”。......
2025-09-29

难道自由成形技术已走到尽头,再无前进的出路了吗?美国、英国和德国的一些大学及研究机构在近几年进行了全新的探索,他们的研究方向不再局限于自由成形工件的形状与精度,重点是使其“神似”——成为功能器件。因此,只需将喷墨打印机通常用的墨水变更为自由成形所需的特殊“墨水”,就能实现二维/三维的自由成形。......
2025-09-29

图4.11三指机械手中工件的抛光工艺在图4.12所示的情况下,如果要从货架或底座上取下工件,则不能始终保证搬运系统定位的足够精度。图4.12从货架上取走工件补偿装置安装在机械手和搬运系统之间。图4.16FTC运动的可能性图4.17FTC传感器模块在装配阀体中的应用柔性和刚性传感器是有区别的。图4.18FTC传感器的剖视图图4.19FTC位置传感器测量原理这些传感器有不同的尺寸。......
2025-09-29
2)当元器件水平布局时,技术数据一般应标在元器件图形符号的下方,如图1-23a中的2AP9、1kΩ,当元器件垂直布局时、技术数据一般标在项目代号的下方或右方,如图1-23a中的0.01μF、10μF。......
2025-09-29

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2025-09-29

本报告详细记录了2025年年度电子工艺实习的学习内容与实践经验,重点分析了电子元件焊接、测试等关键技术,提升了专业技能与实践能力。......
2025-04-09
埋弧焊多用于大型构件的长焊缝平位焊接,尤其适用于焊缝填充量较大的厚板焊接。钨极氩弧焊熔深浅,熔敷速度小,焊接生产率较低,其焊接时需采用防风措施;由于惰性气体较贵,故生产成本较高。熔化极气体保护焊与焊条电弧焊相比受环境制约较大,在室外操作需采用防风措施。此外,还要综合考虑焊件的材料与结构特点及其焊接质量的要求。......
2025-09-29

要充分考虑到构件由于焊接所产生的变形,以及由于焊接收缩和矫正焊接变形引起的构件尺寸的缩小。从产品结构方面入手,去估计有可能产生的焊接变形。所以,应尽可能分步装配焊接零部件,控制焊接变形。把结构适当地分成几个部件,分别加以装配焊接,然后再将这些焊好的部件拼焊成一体,这样不但有利于控制焊接变形,也为提高生产率,缩短生产周期创造了良好条件。......
2025-09-29
相关推荐