图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2023-06-15
激光固化自由成形采用的设备是激光固化自由成形机(Stereo Lithography Ap-paratus,SLA,见图2-4),它是最早出现的一种商品化自由成形机。激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。其中,液槽中盛满液态光敏树脂,带有许多小孔洞的工作台浸没在液槽中,并由步进电动机在升降臂的驱动下能沿高度Z方向作往复运动。激光器为紫外(UV)激光器,如固体Nd:YVO4(半导体泵浦)激光器、氦镉(He-Cd)激光器和氩离子激光器,激光的波长为320~370nm(处于中紫外至近紫外波段)。扫描系统为一组X-Y扫描振镜,它能根据控制系统的指令,按照成形件截面轮廓图形的要求作高速往复摆动,从而使激光器发出的激光束反射并聚焦于液槽中光敏树脂的上表面,并沿此表面作X-Y方向的扫描运动。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。
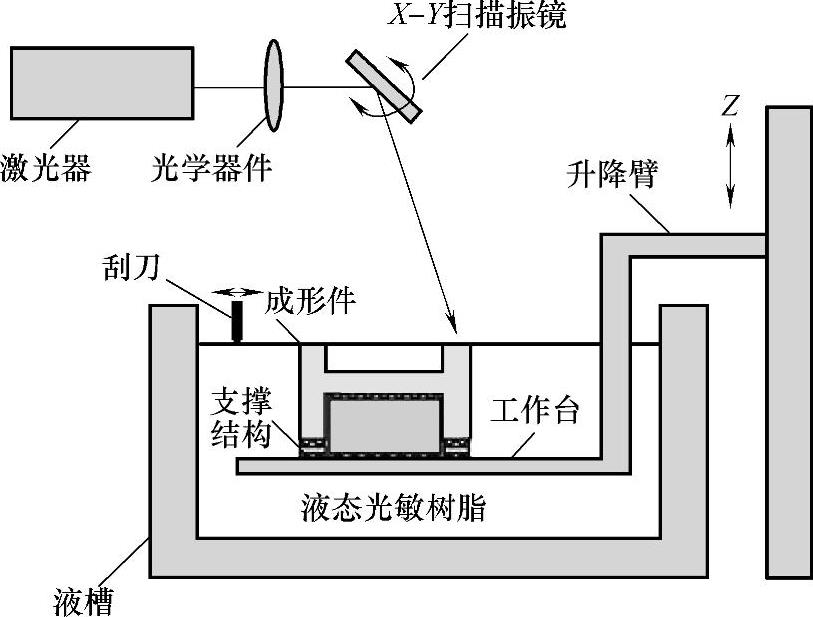
图2-4 激光固化自由成形机原理图
激光固化自由成形的工作过程如下(见图2-5):开始时,工作台的上表面处于液面下一个截面层厚的高度(例如0.1mm),该层液态光敏树脂被激光束扫描而固化,并形成所需第一层固态截面轮廓图形后(见图2-5a),工作台下降一层高度,液槽中的液态光敏树脂流过已固化的截面轮廓层(见图2-5b),刮刀按照设定的层高作往复运动,刮去多余的液态树脂,再对新铺上的这一层液态树脂进行扫描固化,形成第二层所需固态截面轮廓图形,新固化的一层能牢固地粘接在前一层上,如此重复直到整个制件成形完毕(见图2-5c)。

图2-5 激光固化自由成形过程
a)固化第一层 b)固化第二层 c)固化最后一层
这种自由成形机使用的光敏树脂通常有环氧树脂和丙烯酸酯两种类型,这些树脂由可进一步聚合的低聚体(oligomer)、活性单体(monomer)、光引发剂(pho-toinitiator)及其他助剂组成。经过适当波长的光(如紫外光)照射后,它们发生聚合反应,迅速固化成形。在光敏树脂中一般含有2%~5%的光引发剂,它在光的辐射作用下,由基态变为激发态,然后再生成活性自由基,引发低聚体和活性单体进行聚合固化反应。
有关功能器件自由成形的文章

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2023-06-15

图5-27是美国德州大学奥斯汀分校研制的用于制作支架的一种激光固化自由成形系统——DMD Projection Printing系统,此系统是基于数字微镜元件的掩膜投影式μSLA系统,它由DMD阵列、UV灯源、聚焦镜、伺服工作台、储液箱和供液泵等组成,其中DMD阵列用作动态掩膜,系统的成形分辨率与生物细胞的尺寸(μm)相当。......
2023-06-15

成形微机电器件的激光固化自由成形系统有以下两种:扫描式μSLA和掩膜投影式μSLA。掩膜投影式μSLA系统在掩膜投影式μSLA系统中,工件的整个截面层的聚合化由一次照射曝光完成。目前,掩膜投影式μSLA系统的成形件的横向分辨率已达到2μm,纵向分辨率已达到5μm,成形件的最大尺寸为10.24mm×7.68mm×20mm。图3-120 具有DMD芯片的微镜产生的角度图3-121 MPμSLA系统的成形件......
2023-06-15

用激光固化法成形陶瓷器件时,原材料还可以不是光固化陶瓷悬浮液,而是光固化陶瓷浆料,它由陶瓷粉、丙烯酸酯单体、光引发剂、分散剂和增稠剂组成。通常,激光固化法难以成形小于600μm的陶瓷特征结构。图2-6~图2-8是用激光固化自由成形机直接成形的一些陶瓷件。......
2023-06-15

激光烧结自由成形常采用CO2激光束选择性烧结聚合物或者聚合物/生物陶瓷(如HA)的复合材料粉末来形成材料层。如图5-26所示,用激光烧结自由成形的PCL支架的孔径为1.75~2.5mm,孔隙率为79%,压缩模量为52~67MPa,屈服强度可达2~3.2MPa[33]。美国的Lee等人用PMMA作为粘结剂,与多种磷酸钙盐粉末混合,用SinterStation2000自由成形机制作支架原型,再经过烧结等后处理过程去除有机质,构成HA多孔支架,密度为1.4g/cm3,孔隙率为30%,压缩强度为18.6MPa。......
2023-06-15
激光诱导式细胞打印技术的原理是利用激光束对细胞的作用力沉积细胞。当激光束对细胞的作用力大于10pN[3],可使细胞在几十微米至几毫米的范围内移动,进而使细胞沉积并成形。激光发射脉冲时,光能通过透明基体并由激光吸收层吸收,导致下方细胞悬浮液中的细胞射向接收基体并在此基体上形成细胞图形。激光诱导细胞打印技术的主要问题是打印的效率较低,液滴的产生速率仅为100滴/s,不适于高效率地在体外构建人体的组织或器官。......
2023-06-15

一层成形后,喷嘴、激光束和供粉管相对工作台上升一个层高,再进行下一层截面的成形,如此循环便可实现功能梯度构件的三维自由成形。图4-21 三套供粉系统图4-22 功能梯度材料构件的激光熔覆自由成形系统框图图4-23 两种梯度分布a)FGM1 b)FGM2本章参考文献[23]中报道了用钛和碳化钛按梯度分布进行激光熔覆自由成形,所得梯度材料构件如图4-24所示,从此图可见,在自下而上的垂直方向,随着高度的增加,Ti的含量逐渐减少,TiC的含量逐渐增加。......
2023-06-15

EOS StainlessSteel GP1这种材料是呈细粉状的预合金化不锈钢,它有很好的耐蚀性和机械性能,在激光作用下有极好的展延性,通常用于成形功能件、要求高耐蚀性和消毒性的工件,以及特别要求高韧性和展延性的工件。EOS CobaltChrome SP2这种材料是呈细粉状的钴—铬—钼基高温合金,它有极好的机械性能、耐蚀性和耐高温性,通常用于成形牙科修复物。图3-99~图3-101是激光烧结自由成形的金属件。......
2023-06-15
相关推荐