用于标准机械手的技术在过去30年中经历了显著的发展和差异化。图2.1清楚地显示了早期设计轻型抓手的困难程度。有限的控制技术能力也导致了明显的磨损迹象,机器人预计携带的有效载荷越多,设备的维护就越多。首先因为电动驱动器表现出与气动能源完全不同的行为;其次是因为它为抓取技术开辟了全新的可能性。这种类型的驱动器将极大地影响抓取技术的未来。......
2025-09-29
经过近20年的不懈努力,用来实现三维自由成形工艺的机器已有如下五种商品化的定型产品(见图1-2):激光固化自由成形机(SLA)、熔融挤压自由成形机
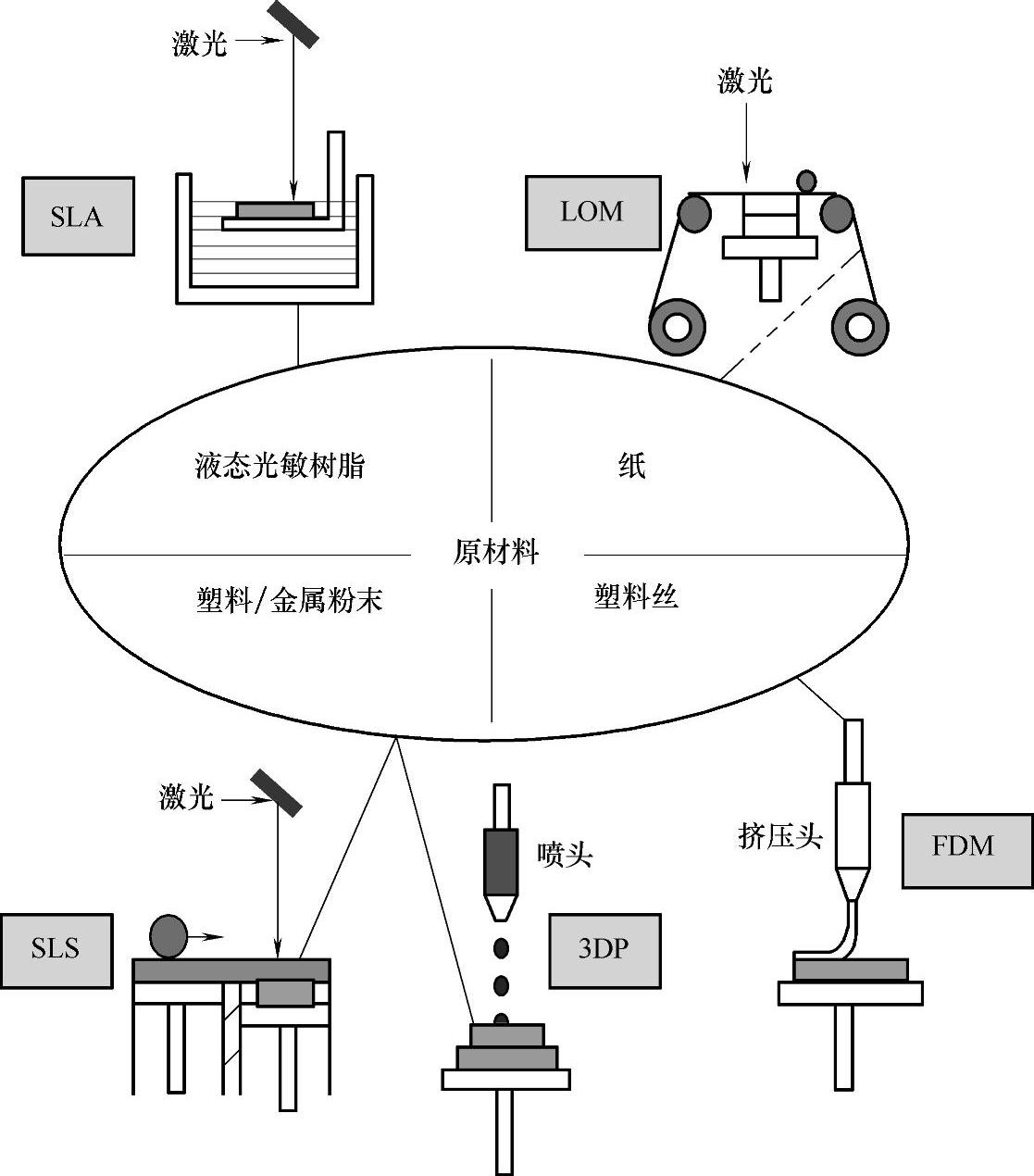
图1-2 商品化的自由成形机
(FDM)、三维打印自由成形机(3DP)、激光烧结自由成形机(SLS)和激光切割自由成形机(LOM)。回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。从努力的结果来看,工件精度确实有了长足的进步,但是还难以达到减成法的水平,特别是现有自由成形机制作的工件大多还是只能用于形体观测的样品,其机械、电气、力学、生物性能等与真实产品的要求相比还有较大的差距,只有少数成形件(如激光烧结的蜡模、树脂砂模)的功能满足相应真实产品的要求。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。
从工艺方法论来看,自由成形采用的加成法工艺有其独到的优点,但也有其固有的局限性,造成上述现象的主要原因是:
(1)逐层堆积引起的台阶效应
自由成形的基本出发点是分层成片—堆积成体,因此,成形前必须对成形件的设计模型进行切片处理。由于受材料厚度、成形效率等因素的限制,切片层的层高不能太小(以免成形效率太低),这必然出现台阶效应,并引起误差(见图1-3)。
(2)材料状态变化导致的翘曲变形(https://www.chuimin.cn)
成形时,原材料由液态变为固态,或由固态变为液态再凝结成固态,而且可能同时伴随加热作用,这会引起工件的翘曲变形,造成形状和尺寸的变化。
(3)适用原材料有限
现有商品化的自由成形机所能适用的材料类型和规格有限,例如,激光固化自由成形机(SLA)使用的原材料只能是液态光敏树脂,熔融挤压自由成形机(FDM)使用的原材料只能是给定直径和给定成分的塑料丝,三维打印自由成形机(3DP)使用的原材料只能是给定成分的石膏粉、陶瓷粉等粉材,激光烧结自由成形机(SLS)使用的原材料只能是给定成分的塑料粉、树脂砂和金属粉等粉材,激光切割自由成形机(LOM)使用的原材料只能是给定成分的纸材等。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。
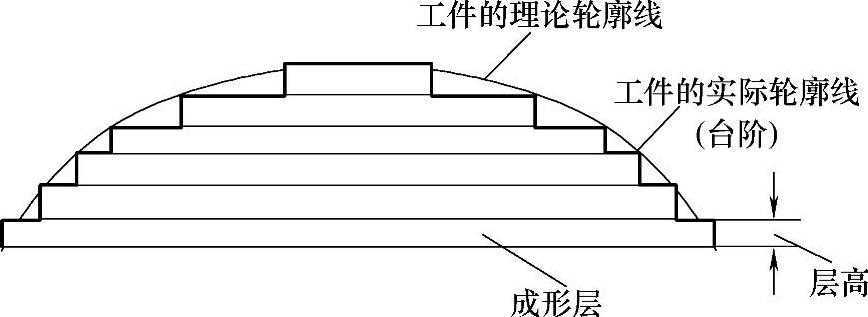
图1-3 成形件的台阶效应
另外,在基于加成法的自由成形技术(简称为加式快速成形)发展的同时,又出现了基于减成法的快速成形工艺(SRP,简称为减式快速成形),即首先将工件的设计图形分解为若干块,使每块能在三轴CNC机床上加工;其次,用高速三轴加工中心切削ABS塑料板(或铝合金板),成形工件的每一块;其次,用强力胶将若干块粘接成完整的工件。
减式快速成形只需采用比较廉价的三轴CNC机床高速铣削加工,就能使生产效率、制件精度和强度明显优于加式快速成形,因此对加式快速成形技术造成了极大的威胁,使加式快速成形只在一些特别复杂样品的制作方面才体现出较大的优势。
相关文章

用于标准机械手的技术在过去30年中经历了显著的发展和差异化。图2.1清楚地显示了早期设计轻型抓手的困难程度。有限的控制技术能力也导致了明显的磨损迹象,机器人预计携带的有效载荷越多,设备的维护就越多。首先因为电动驱动器表现出与气动能源完全不同的行为;其次是因为它为抓取技术开辟了全新的可能性。这种类型的驱动器将极大地影响抓取技术的未来。......
2025-09-29

物体被搬运——工件或者产品一直都会被作为分析搬运技术的起始点。早在20世纪60年代,有关于在搬运技术中高效工序的科学研究就在德国的高校中进行了。单个光感或电机的故障会导致整个集装箱运输的停止。所有这些发展成果使那些和自动化搬运技术相关的高质量功能性组件在现今的市场上大量存在。这个视角带来了搬运技术领域中新的挑战和自动化功能性组件的研发可能性。图1.6展示了机械手与有关设备。......
2025-09-29

表3.3根据工件特性和工件行为编制了基本工件数据。因此,所使用的手指数量取决于抓取的具体要求或工件的形状。图3.8不同食品类别中的不同食品处理阶段相反,特征形状元素一般代表了必须关注当前特定工件的定位,比如当工件被装配时。目前,各种工件正在生产“清洁”条件下生产。如果在搬运过程中工件的重心发生变化,则某些倾斜运动可能导致工件滑动,从而滑出或扭曲出机械手手指。......
2025-09-29

水下焊接与切割作业是潜水和焊接、切割的综合性作业,其操作环境是十分复杂和相当恶劣的。在进行水下焊接、切割作业时,必须严格遵守国家标准《水下焊接与切割中的安全技术》及有关潜水规定,采取安全防范措施,确保水下焊接与切割作业安全进行。3)潜水焊工身体健康,具有水下焊接与切割作业的专业知识和操作技能。......
2025-09-29

与工业和社会中新兴的大趋势一样,通过过去几年的发展,抓取和搬运技术的未来也可以被许多因素影响。图5.1没有防护栅栏的人机协作汽车制造商和其行业供应商即使作为已经高度自动化的工业领域,一方面由于汽车厂数量的增长,另一方面在质量和高成本的压力下,也会促使搬运技术迎来持续不断的销售增长,本书前面提到的机器人的销售统计数据清楚地证实了这种现象。......
2025-09-29

本文是关于2025年年度会计顶岗实习的总结报告,详细描述了实习内容、所学知识、个人收获及对未来职业发展的思考与规划,强调了实践的重要性。......
2025-04-09

本章介绍的智能榴弹主要是指采用线膛火炮发射的旋转稳定榴弹。图2-2M982“神剑”制导炮弹常规榴弹的智能化改造是研制智能榴弹的另一重要途径, 主要采用引信弹道修正技术。图2-8AcuFuze精确炮兵引信图2-9以色列航空工业公司的TopGun当前, 采用二维弹道修正引信进行旋转稳定榴弹的弹道修正控制已经成为世界主流, 本章将主要针对二维弹道修正引信进行弹道修正控制的智能榴弹进行介绍。......
2025-09-29
在可以预见的未来,中国仍将是全球纺织产能最大、产量最高的国家。在此大背景下,我国纺织机械工业面临的机遇与挑战并存,不进则退。“新常态”下的经济发展有利于纺织机械行业的转型升级,纺织机械行业将从行业规模高速扩充的发展模式转变为以创新为动力的质量与效益提升的模式,并找到新的发展增长点。一些发展中国家也在加大纺织机械的研发投入,产品已经出口到中国市场,我国纺织机械制造企业将面对双重挤压。......
2025-09-29
相关推荐