触电的危险程度同很多因素有关,而这些因素是互相关联的,只要某种因素突出到相当程度,都会使触电者达到相应的危险程度。通过人体的电流强度取决于触电电压和人体电阻。所以电流通过心脏、呼吸系统和中枢神经系统时,危险性最大。从外部来看,前胸到后背路径最为危险但只在特殊环境下才会产生,手至脚是触电最危险路径之一,脚至脚的触电对心脏影响最小。(三)持续时间通电时间越长,电击伤害程度越严重。......
2025-09-29
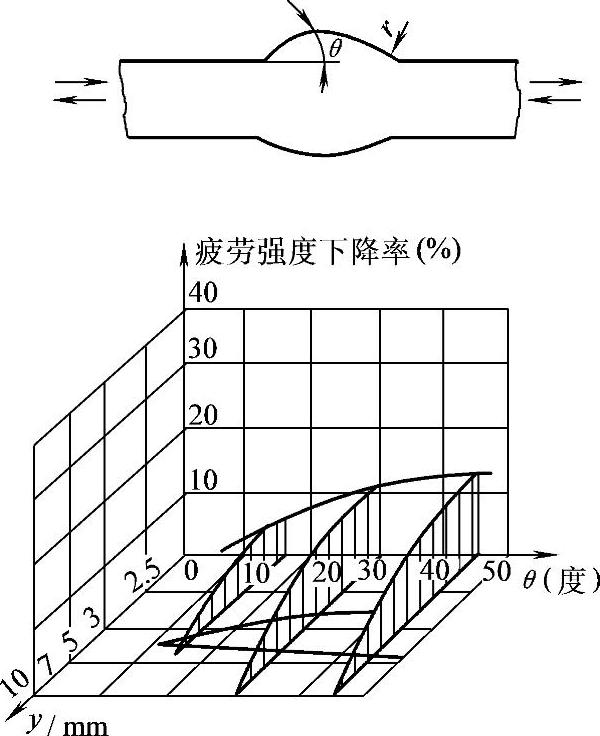
图12-19 焊缝过渡角θ及过渡圆弧 半径r对焊接接头疲劳强度的影响
影响焊接接头疲劳强度的因素很多,如,应力集中,截面尺寸、表面状态、加载情况和介质等,除此之外,还有焊接接头部位近缝区性能的改变、焊接残余应力大小等的影响。
1.应力集中的影响
在焊接结构中,由于接头形式不同,具有不同的应力集中,它们对接头疲劳强度也产生不同的影响。
1)对接接头焊缝,由于焊缝形状变化不大,因此,对接接头应力集中比其他的接头形式要小。但是,焊缝余高过大,焊缝和母材之间的过渡角θ大小,都会增加应力集中,使接头的疲劳强度下降,如图12-19所示。
另外,焊缝表面经过机械加工,将使应力集中程度大大减小,此时的对接接头疲劳强度也相应地提高。由于表面进行机械加工,生产成本很高,非特别重要的焊缝,一般不采取这种加工。焊缝表面带有严重缺陷或焊缝背面未焊透,其缺陷处或焊缝根部的应力集中,要比焊缝表面应力集中严重得多,所以焊缝表面再进行机械加工已没有意义。
2)T形接头(丁字接头和十字接头)焊缝向母材过渡有明显的截面变化,其应力集中系数比对接接头高,所以,T形接头(丁字接头和十字接头)的疲劳强度远低于对接接头。
未开坡口的角焊缝连接接头,在传递工作应力时,当焊缝的计算厚度a与板厚δ之比,即:a/δ<0.6~0.7时,一般断于焊缝;当a/δ>0.7时,一般断于母材。提高T形接头(丁字接头和十字接头)疲劳强度的根本措施,是开坡口焊接,以及焊后加工焊缝过渡区使之圆滑过渡。
3)仅有侧面焊缝的搭接接头,其疲劳强度最低,只能达到母材的34%;焊脚尺寸为1∶1的正面焊缝的搭接接头,其疲劳强度比仅有侧面焊缝的搭接接头高一些,但是,也只能达到母材的40%;只有当盖板的厚度比,按强度要求增加一倍,焊脚尺寸比例为1∶3.8,并且用机械加工方法使焊缝向母材平滑过渡,这样的搭接接头的疲劳强度才等于母材的疲劳强度。由于这种形式已经丧失了搭接接头简单易行的优点,因此不宜采用。对接接头用“加强”盖板来加强对接接头的疲劳强度是极其不合理的,它大大削弱了对接接头原来较高的疲劳强度。(https://www.chuimin.cn)
2.近缝区金属性能变化的影响
大量研究表明,用合理的焊接热输入焊接低碳钢,热影响区和母材的疲劳强度相当接近,低碳钢的近缝区金属力学性能的变化,对接头的疲劳强度基本上没有影响。只有采用实际生产中很少应用的、非常高的焊接热输入焊接,才能使热影响区对应力集中的敏感性下降,其疲劳强度可比母材高得多。
在实际的焊接结构中,如果热影响区的尺寸变化不大,就不会降低焊接接头的疲劳强度。如果在硬加软接头中,软加层有严重的应力集中因素时,此时接头的疲劳强度会大大降低,而数值取决于软部位本身的力学性能。
3.残余应力的影响
采用14Mn2钢作试样,在交变载荷作用下,当σmin/σmax=0.3时,内应力在载荷的作用下,会进一步降低,实际上对疲劳强度已不起作用,而热处理在消除内应力的同时,也消除了焊接过程对材料疲劳强度的有利影响,因而,疲劳强度在热处理后反而下降。由此可以看出,焊接内应力对疲劳强度的影响,与疲劳载荷的应力循环系数有关,在σmin/σmax比值较低时,影响比较大。
另外有两组应力集中比较严重的试件,一组试样焊后经过热处理,另一组不经过热处理。两组试样都做脉动载荷疲劳强度试验,结果表明,消除内应力试验的试样疲劳强度均高于未热处理的试样,说明内应力的影响在应力集中较高时更为突出。
4.缺陷的影响
焊接缺陷对疲劳强度的影响与缺陷的种类、尺寸、方向和位置有关。片状缺陷(如,裂纹、未熔合、未焊透)比带圆角的缺陷(如气孔)影响大;表面缺陷比内部缺陷影响大;与作用力方向垂直的片状缺陷的比其他方向的影响大;位于残余拉应力场内的缺陷的影响比在残余压应力区内的影响大;位于应力集中区中缺陷(如焊缝趾部裂纹)的影响比在均匀应力场中同样缺陷影响大。
由于不同材料具有不同的缺口敏感性,同样尺寸的缺陷对不同材料焊接结构的疲劳强度的影响并不相同。试验表明,在均匀应力场及应力集中区中的裂纹,在相同应力循环下的扩展,焊趾裂纹的扩展速率远高于平板表面裂纹。在裂纹穿透板厚时的裂纹尺寸,比平板表面裂纹达到穿透时大得多,所以,焊趾裂纹具有更大的危险性。
相关文章

触电的危险程度同很多因素有关,而这些因素是互相关联的,只要某种因素突出到相当程度,都会使触电者达到相应的危险程度。通过人体的电流强度取决于触电电压和人体电阻。所以电流通过心脏、呼吸系统和中枢神经系统时,危险性最大。从外部来看,前胸到后背路径最为危险但只在特殊环境下才会产生,手至脚是触电最危险路径之一,脚至脚的触电对心脏影响最小。(三)持续时间通电时间越长,电击伤害程度越严重。......
2025-09-29

从而,在焊缝与母材的过渡处引发应力集中,使焊件遭到意外的破坏。与其他焊接接头相比,对接接头的应力集中较小,焊后还可以很容易地进行降低或消除应力集中。由搭接接头正面角焊缝的应力分布得知,在角焊缝的根部A点和焊趾B点应力集中较大,其数值与很多因素有关。联合角焊缝的工作应力分布 既有正面角焊缝,又有侧面角焊缝的搭接接头称为联合角焊缝搭接接头。......
2025-09-29

在焊接生产作业中,凡是影响操作者身体健康的因素,都被称为焊接作业的有害因素。常用焊接方法的有害因素见表11-6。CO2气体保护焊焊接现场实测有害气体和焊接烟尘浓度见表11-11。当焊接现场臭氧的浓度超过允许值时,往往会引起受害者咳嗽、胸闷、乏力、头晕、全身酸痛等。......
2025-09-29

焊接接头的基本形式主要有对接接头、搭接接头、T形接头、角接接头和端接接头五种,其基本形式如图12-5所示。目前,合格的焊缝金属力学性能往往高于母材金属的性能。在焊接结构生产中,特别是在重要的焊接结构中,对接接头是最常见的一种接头形式。但是,搭接接头的应力分布是不均匀的,而且疲劳强度也低。这种接头应尽量避免采用单面角焊缝,根部未焊透使其承载能力非常低。这种接头不是主要受力焊缝,只起到焊接结构的连接作用。......
2025-09-29
不同用途的弹药, 其威力要求也是不同的。弹药的威力大, 可以相应地减少弹药消耗量, 缩短完成战斗任务的时间。为了适应现代战争的需要, 用什么标准来衡量弹药威力的大小, 是一个值得进一步研究的问题。总的来说, 具体威力标准的提出与目标类型、弹药毁伤机理和战术使用等因素相关。表1-2弹药的威力指标影响弹药威力大小的因素有很多, 对具体弹药应当进行具体的分析。对此, 将在以后各章中分别予以说明。......
2025-09-29

(三)T形接头的静载强度计算1.载荷平行于T形接头焊缝的强度计算这类T形接头在焊接时有两种坡口形式,其一是开I形坡口时,计算公式为:其二是开坡口并熔透,强度应按对接接头计算,焊缝金属横截面积A=δh,由于焊缝最上端是产生最大应力的危险点,在这点将同时有两个切应力作用,一个是由F力引起的τF,另一个是由M=FL引起的τM。......
2025-09-29

熔焊的焊接接头,是在焊接过程中由高温热源进行局部加热而形成的。焊接接头是由焊缝金属、焊缝熔合区、热影响区和母材金属组成,如图12-1所示。焊接接头的第二个特点是,在焊接接头中存在较高的残余应力,有时达到屈服强度。3)由于受焊缝外形和所处的位置等因素的影响,造成焊接接头工作应力分布不均匀,将会产生不同程度的应力集中。从以上焊接接头特点分析得知,不均匀性和应力集中是焊接接头的两个基本属性。......
2025-09-29
在三轴应力拉伸时,最大的应力可能超出单轴屈服应力,形成很高的局部应力而材料尚不发生屈服,其结果使材料的塑性降低,进而使该处材料变脆。图12-17 缺口根部应力分布示意图2.温度的影响对于一定的应力状态,当温度降至某一临界值时,将出现塑性到脆性断裂的转变。......
2025-09-29
相关推荐