进行预拼装的钢构件,其质量应符合设计要求和本规范合格质量标准的规定。表13-9 预拼装标准要求图13-17 钢结构预拼装a)预拼装对角线测量 b)穿孔率测量 c)直线度测量2.管道检查及验收管道的检查和验收,根据管道的用途不同,所执行的标准也不同,现以GB 50268—2008《给排水管道工程施工及验收规范》为例。......
2023-07-02
焊接结构之所以产生脆性断裂的原因是所选用的材料在工作条件下韧性不足,结构上存在严重的应力集中,这些应力集中是由于设计考虑不周,或在焊接生产过程中由于采用的工艺措施不当而造成的,以及焊接结构存在着过大的拉应力(工作应力、残余应力和温度应力),对以上各个不利因素,如果能正确地解决其中一个因素,就能显著地降低结构发生脆性断裂的可能性。焊接结构预防脆性断裂的措施主要有如下几个方面:
1.正确地选用材料
选择焊接结构用材料的原则是,既要保证结构的安全使用,又要注重经济效果。具体做法如下:
1)选择结构用材料和焊接材料时,应保证该材料在使用温度下具有合格的缺口冲击韧度。
2)根据使用要求,进行所选用材料的缺口冲击韧度试验,该材料是否入选,由冲击韧度值的大小来决定。
3)用断裂韧度来评定选用的材料。通常用材料的KIC/σs(KIC为材料的断裂韧度;σs为材料的屈服强度)比值,将材料分为三类:
1)当KIC/σs>1.5时,表明该材料软而硬,对裂纹不太敏感的低屈服强度合金,裂纹的增长常伴随着大量塑性变形产生,此时破坏的形式是缓慢的。用这种材料制成的压力容器,常常是在断裂前先发生泄漏。
2)当1.5>KIC/σs>0.5时,表明该材料各种合金有很宽的屈服强度范围,这种材料的破坏常常呈现塑性-脆性混合的形式,设计用这种材料制成的部件,比用第一种材料来得复杂。
3)当KIC/σs<0.5时,这个范围内的材料是临界缺陷尺寸极小,破坏呈脆性断裂的超高强度钢,它们不能承受较大的塑性变形。
2.采用合理的焊接结构设计
设计有脆断倾向的焊接结构时,应遵守以下原则:
(1)尽量减少焊接结构或接头部位的应力集中
1)焊接结构截面发生改变的地方,不要形成尖角,必须设计成平缓、圆滑过渡。
2)焊接结构最好采用应力集中系数较小的对接接头形式。应尽量避免应力集中系数较大的搭接接头。
3)不同板厚焊接的对接接头,其接头处应尽量圆滑过渡。
4)应将焊缝设计,布置在易于焊接和检验的位置,避免和减少焊缝的缺陷。
5)避免焊缝的过量集中。如图12-18所示为容器焊缝之间的最小距离。
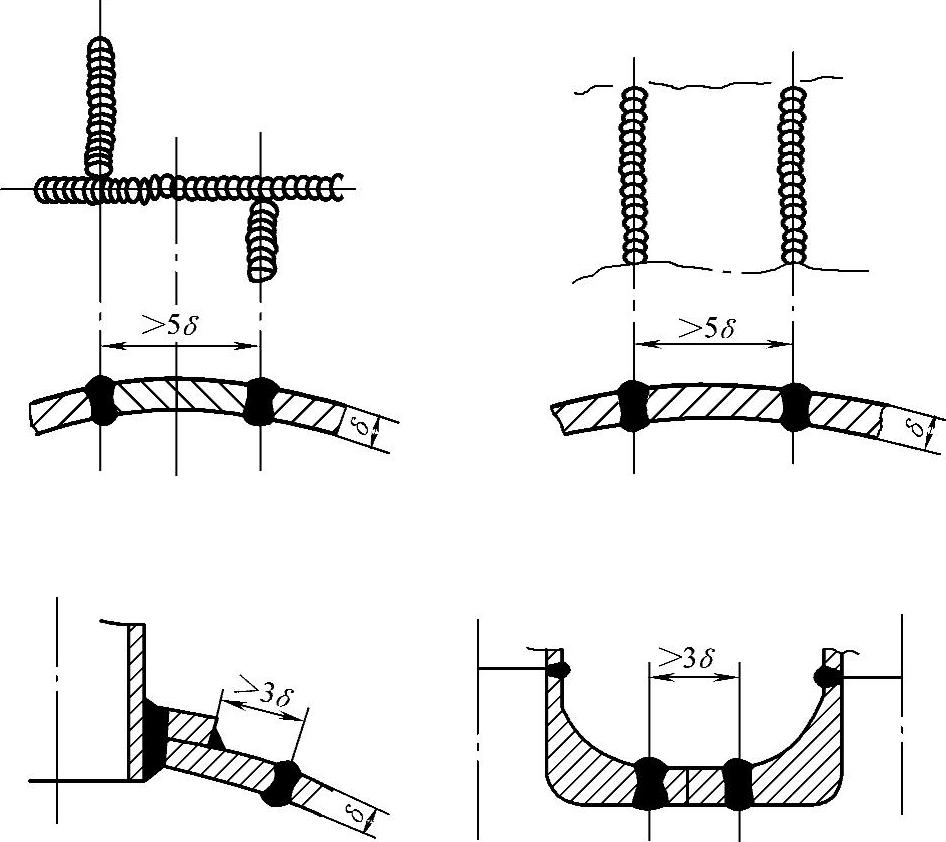
图12-18 容器焊缝之间的最小距离
(2)尽量减少焊接结构的刚度 在满足焊接结构使用条件下,应当尽量减小结构的刚度,以期降低应力集中和附加应力的影响。
(3)尽量不采用过厚的截面 在满足焊接结构强度的同时,尽量不采用很厚的截面,因为增大厚度的结果会使钢材的转变温度提高,从而降低其断裂韧度值,反而容易引起脆断。
(4)同一结构上的焊缝,应和主要受力焊缝一样给予足够重视 因为脆性裂纹一旦在这些不受到重视的接头部位产生,就会迅速扩散到主要受力的元件中,使结构破坏。因此,对于一些次要的附件也应该仔细考虑,不要在受力构件上随意增焊附件。
(5)减少和消除焊接残余拉应力的不利影响 在编制焊接工艺过程中,应当尽量考虑减少焊接残余应力值,如果条件许可,要考虑对焊接结构进行消除应力的热处理。
有关焊工:技师、高级技师的文章

进行预拼装的钢构件,其质量应符合设计要求和本规范合格质量标准的规定。表13-9 预拼装标准要求图13-17 钢结构预拼装a)预拼装对角线测量 b)穿孔率测量 c)直线度测量2.管道检查及验收管道的检查和验收,根据管道的用途不同,所执行的标准也不同,现以GB 50268—2008《给排水管道工程施工及验收规范》为例。......
2023-07-02

2)改善熔池金属的一次结晶状态,增加细化晶粒的元素。3)严格控制焊接参数,采用小的热输入量。预防措施包括:1)选用低氢焊接材料。2)焊接材料按规定严格进行烘干,在使用过程中需要避免吸潮。3)对工件坡口两侧及焊接材料进行严格清理,将影响焊接的油、锈等影响焊接的污物清理干净。5)改善接头的应力状态,从而降低焊接残余应力。......
2023-07-02

建筑钢结构厚板焊接技术得到了很大发展,是一项方兴未艾的实用技术。国家体育场钢结构焊接工程采用了同原建筑钢结构焊接工程不完全一致的组合工艺,提高了焊接效率,保证了焊接质量,为厚板焊接技术提供了有益的借鉴经验。国家体育场“鸟巢”钢结构焊接工程高强厚钢板全部采用了多层多道错位焊接技术。......
2023-07-02

直流电弧是焊接电弧最基本的形式,下面以直流电弧为例,分析焊接电弧的结构及电压压降分布。电弧的温度较高,可达5000~50000K,其温度的高低主要与焊接电流的大小、电弧及其周围气体介质的种类以及电弧的形态等有关。......
2023-06-30

槽孔长度不应超过开孔件厚度的10倍,最小及最大槽宽规定与塞焊孔的最小及最大孔径规定相同。连续角焊缝的受力性能较好,应用较为广泛;断续角焊缝两端的应力集中较严重,一般只用在次要构件或次要焊缝连接中。图3-11 T形、十字形、角接接头防止层状撕裂的节点构造设计承受静载荷的节点,在满足接头强度计算要求的条件下,用部分焊透的对接与角接组合焊缝代替完全焊透坡口焊缝。......
2023-08-22

根据美国国家标准AWS D1.1/1.1M—2010《美国钢结构焊接规范》规定:-20℃为停止焊接的温度,但又申明采取了相应措施仍然可以焊接。我国JGJ 81—2002《建筑钢结构焊接技术规程》规定:焊接作业区环境温度低于0℃时,应根据钢材、焊接材料制定适当的措施;而日本建筑学会JASS6《钢结构工程》规定的最低施焊温度为-5℃。......
2023-07-02
焊接结构因用途不同而有多种形式,其焊接工艺方法、生产条件和生产过程也不尽相同,但其必备条件包括以下内容:1.生产准备生产准备包括审查和熟悉施工图样,了解技术要求,进行工艺分析,制定整个焊接结构生产工艺流程、工艺评定及确认工艺方法,制定工艺文件及质量保证文件,订购技术材料及有关的焊接、涂装用辅助材料。......
2023-06-15

相关推荐