由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2025-09-29
焊接接头的基本形式主要有对接接头、搭接接头、T形(丁字、十字)接头、角接接头和端接接头五种,其基本形式如图12-5所示。
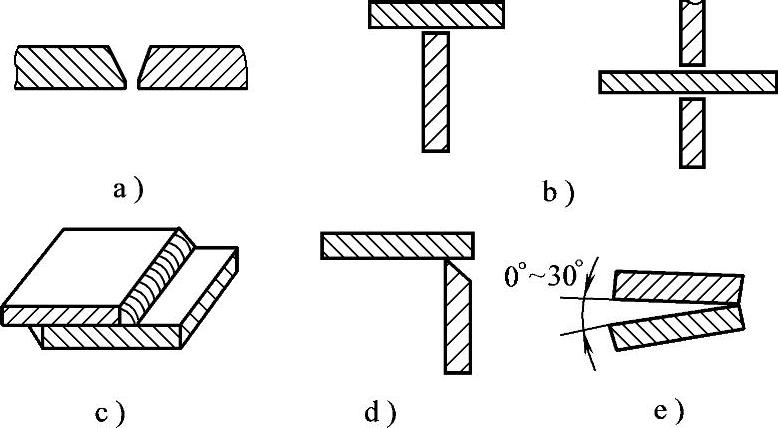
图12-5 焊接接头基本形式
a)对接接头 b)T形(丁字、十字)接头 c)搭接接头 d)角接接头 e)端接接头
焊接接头的基本形式
1.对接接头
从受力角度来看,对接接头是比较理想的接头形式。目前,合格的焊缝金属力学性能往往高于母材金属的性能。在焊接结构生产中,特别是在重要的焊接结构中,对接接头是最常见的一种接头形式。
2.搭接接头
搭接接头的优点是焊前准备和装配工作比对接接头简单得多,焊接收缩量也比对接接头小。但是,搭接接头的应力分布是不均匀的,而且疲劳强度也低。因此,搭接接头不是焊接结构的理想接头。目前,常用在大型储罐底板的拼接。
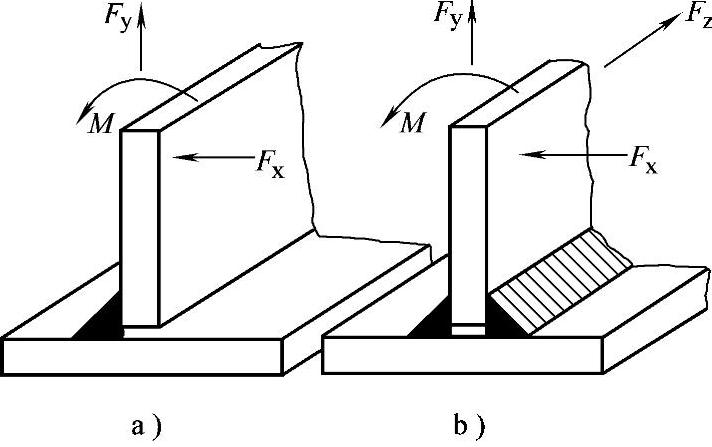
图12-6 常见的T形(丁字、十字)接头的形式
3.T形(丁字、十字)接头(https://www.chuimin.cn)
T形(丁字、十字)接头是将相互垂直的被连接件,用角焊缝连接起来的接头,这是典型的电弧焊接头,能承受来自各方向的力和力矩,如图12-6所示。常见的T形(丁字、十字)接头形式如图12-7所示。这种接头应尽量避免采用单面角焊缝,根部未焊透使其承载能力非常低。对较厚的板,可采用K形坡口,根据受力情况决定是否要焊透。图12-7b比图12-7a接头不仅经济,而且疲劳强度还高。对于完全需要焊透的T形(丁字、十字)接头,可采用半V形坡口,图12-7c所示的形式是从一面进行焊接,然后再清根焊满全焊缝,这种接头形式比采用K形坡口焊接要可靠得多。
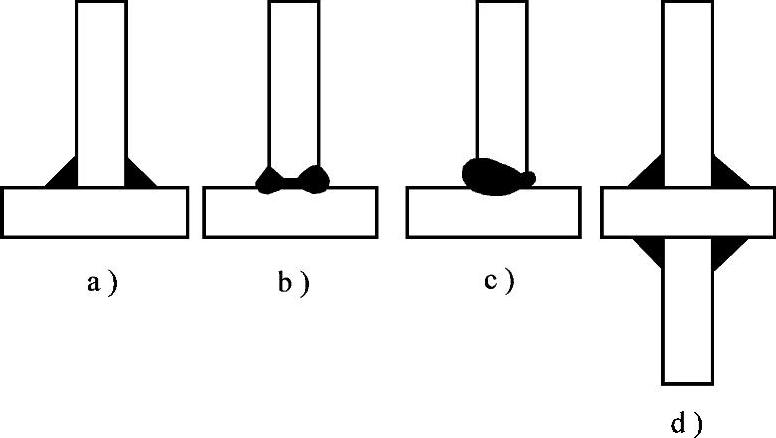
图12-7 常见的T形(丁字、十字)接头形式
4.角接头
角接头多用于箱形结构,常用的角接头形式,如图12-8所示。
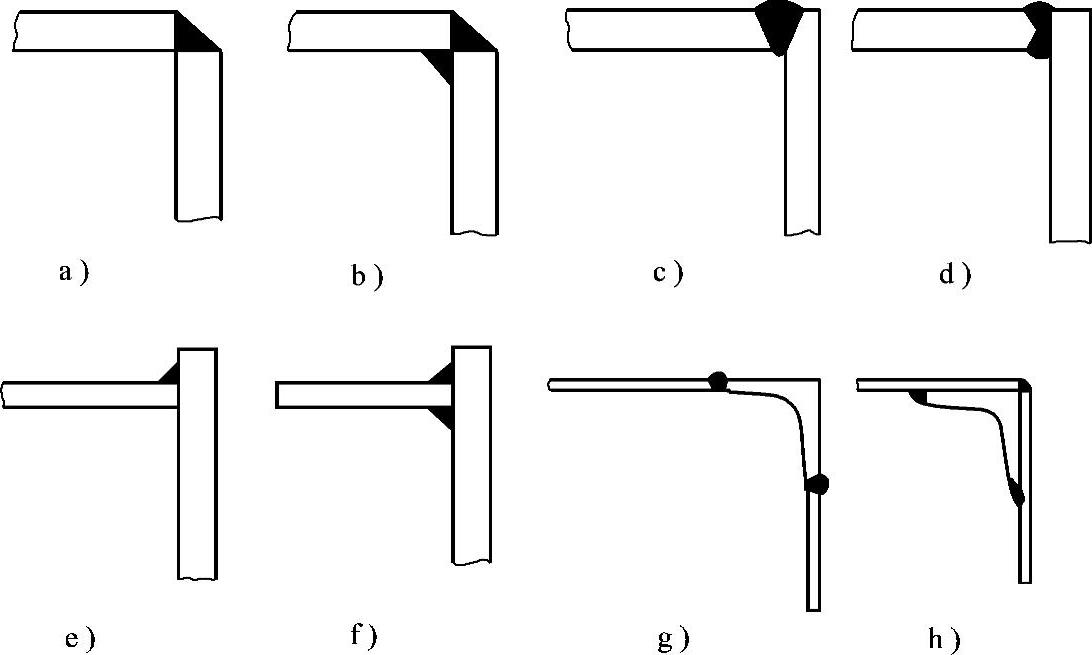
图12-8 常用的角接头形式
图12-8a是最为简单的一种角接接头,但其承载能力较差,常用在不重要焊件的连接;图12-8b、c的角接接头是开坡口焊透的,这种接头不仅在外观具有良好的棱角,而且还具有较高的强度,但在使用上应注意层状撕裂问题;图12-8d所示为角接接头采用从两面焊接,用内部加强的形式,使承载能力加大;如图12-8e和f的形式是容易装配、省工时、最经济和在一般焊接结构中应用最多的角接接头;图12-8g所示形式是保证有准确直角的角接接头,刚度大,角钢的厚度最好要大于板的厚度,使直角处的刚度更大,不易变形;图12-8h所示形式是不合理的角接接头,焊缝多且难于施焊。
5.端接接头
端接接头是指两焊件重叠放置或两焊件表面之间的夹角不大于30°构成的端部接头。这种接头不是主要受力焊缝,只起到焊接结构的连接作用。
相关文章

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2025-09-29

按照人体触及带电体的方式和电流流过人体的途径,触电可分为单相触电、两相触电和跨步电压触电。此外,在高压线路周围施工,未采取安全措施,碰及高压导线触电的事故也时有发生。发生两相触电时,作用于人体上的电压等于线电压,这种触电是最危险的。......
2025-09-29

当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2025-09-29

在焊接生产作业中,凡是影响操作者身体健康的因素,都被称为焊接作业的有害因素。常用焊接方法的有害因素见表11-6。CO2气体保护焊焊接现场实测有害气体和焊接烟尘浓度见表11-11。当焊接现场臭氧的浓度超过允许值时,往往会引起受害者咳嗽、胸闷、乏力、头晕、全身酸痛等。......
2025-09-29

工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2025-09-29
在评判裂纹敏感性时,不能用碳当量Ceq或裂纹敏感指数PCm来判断T91/P91钢的焊接裂纹敏感性,因为这些参数是在实验的基础上得到的,有着严格的适用范围,它们只适用低合金钢,而不适用新型铁素体耐热钢。因此,该类钢焊接时,要求采用小热输入的焊接参数,并且在满足焊缝金属韧性要求的前提下,尽量降低预热温度和层间温度。......
2025-09-29
驱动主机按结构形式可分为立式主机和卧式主机两种。图3-2-2是一种采用蜗轮蜗杆传动的立式主机,多用在普通型扶梯上,在早期的公交型扶梯上也有使用。其特点是电动机和减速箱都是卧式的,具有传动相对平稳的优点,但占有空间相对较大。曾经有制造厂尝试使用一台主机同时驱动一台上行和一台下行的并列布置的扶梯,以达到节省能耗的目的。但是GB 16899—2011中明确规定,不允许使用一台主机同时驱动两台自动扶梯,以确保扶梯的安全性。......
2025-09-29

常用锆及锆合金焊丝的选用,见表7-9。图7-2 Zr-1锆板的坡口形式及尺寸焊接设备 ZX7-400型弧焊整流器1台。Zr-1(纯锆)板材定位焊的焊接参数见表7-12,与正式焊接全缝参数相同。4)焊接时要集中热输入能量加热焊件和加快冷却速度,避免锆焊件长时间在高温下氧化。......
2025-09-29
相关推荐