在特殊情况下,在不断气、断电的情况下进行可达性差的结构焊接时,应向上级主管安全部门申请,经他们研究批准后方可施工。6)水下可达性差的结构焊接时,必须严格遵守《水下焊接与切割中的安全技术》标准及有关潜水规定。4)可达性差的结构焊接时,要对焊接现场尽量实行隔离。......
2025-09-29
由于焊接接头的不均匀性及其力学行为,使焊缝金属和热影响区存在着不同的力学性能。
1.焊缝金属的力学性能
焊缝金属是由焊接材料与部分母材,经过熔化和冷凝形成的铸造组织,它是从母材开始,垂直于等温线方向结晶长大的,单层焊焊缝是典型的柱状晶。多层焊时,先焊的焊道柱状晶在后焊的焊道热循环作用下,转化为较细的晶粒,如图12-2所示。由此看来,多层焊的焊缝金属力学性能比单层焊好。应该指出的是,焊缝金属的力学性能除了与焊道的多与少有关外,还与所采用的焊接方法、焊接热输入等参数有关。当采用小的热输入进行单层焊缝焊接时,由于冷却速度大,焊缝金属的强度与硬度均升高。

图12-2 多层焊与单层焊的接头组织
a)单层焊的柱状晶组织 b)多层焊第二层对第一层结晶组织的细化
2.热影响区的力学性能
对于电弧焊来说,其热影响区的宽度是不大的,但是,焊接热源的温度梯度很大,所以,焊缝各点的热循环也是不同的,从而引起热影响区内力学性能的不均匀。(https://www.chuimin.cn)
(1)热影响区内强度和塑性的变化 焊缝受冷却速度的影响,在1200℃左右的粗晶区,其硬度与强度都比母材高,但是,塑性却比母材低。当然,塑性的降低,还与钢材的含碳量、热循环时产生马氏体组织多少有关。热影响区内强度和塑性分布示意图如图12-3所示。
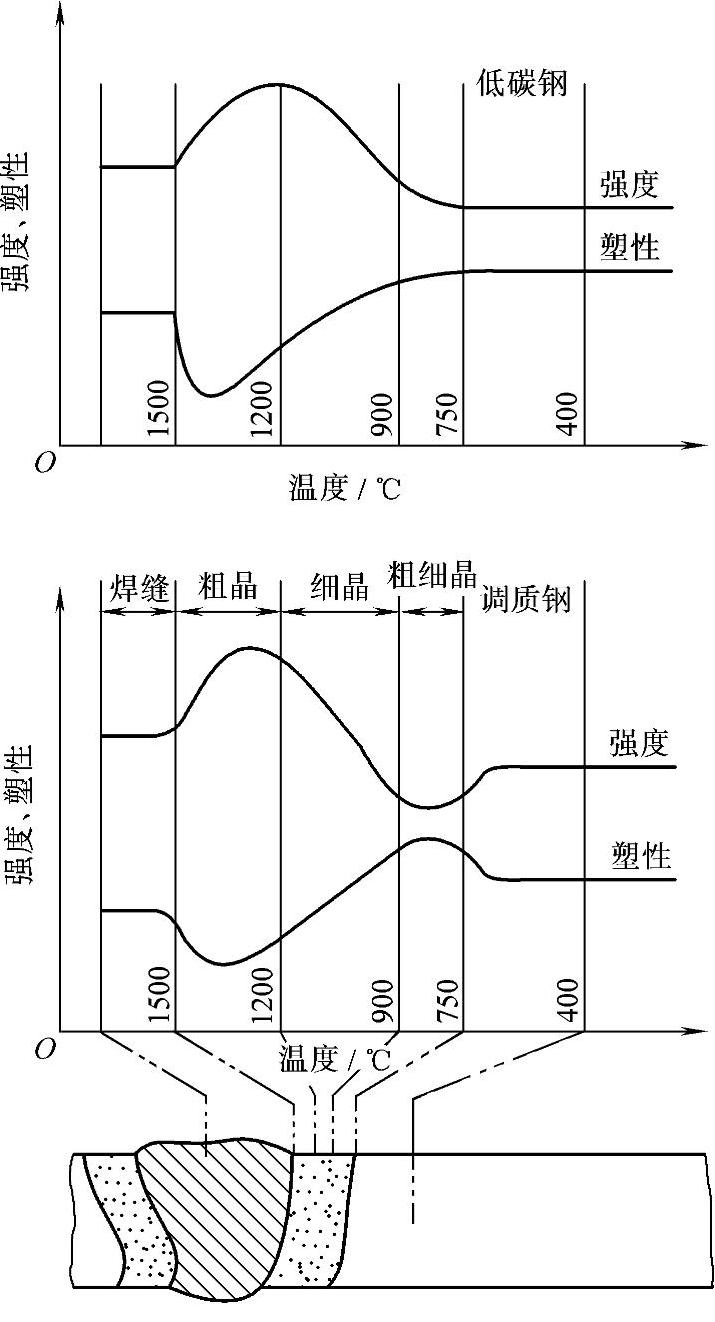
图12-3 热影响区内强度和塑性分布示意图
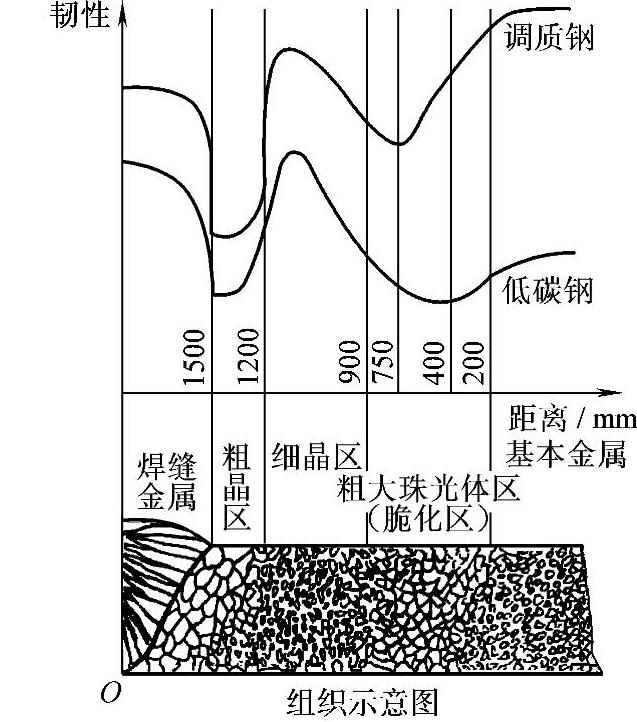
图12-4 热影响区内韧性的分布示意图
(2)热影响区内的韧性变化 热影响区内的韧性是不均匀的,在热影响区内出现两个低值:一个是在1200℃以上的粗晶区到熔合线部分;另一个是在焊缝附近的脆化区。脆化区的位置及范围,主要与母材的组织成分和焊接热输入的大小有关。通常,焊接热输入越大,在高温停留的时间越长,则越容易出现因晶粒粗大而使韧性降低。韧性最低的位置是在焊缝的熔合线上。热影响区内韧性分布示意图如图12-4所示。
(3)热影响区内热应变脆化 在200~400℃内,焊接接头热影响区由于塑性变化而引起其力学性能发生下降的现象,称为热应变脆化。这种现象与钢中的碳、氮等溶质原子的活动状态有关,特别是含有自由氮原子较多的低碳钢最容易发生热塑变脆化现象。
相关文章

在特殊情况下,在不断气、断电的情况下进行可达性差的结构焊接时,应向上级主管安全部门申请,经他们研究批准后方可施工。6)水下可达性差的结构焊接时,必须严格遵守《水下焊接与切割中的安全技术》标准及有关潜水规定。4)可达性差的结构焊接时,要对焊接现场尽量实行隔离。......
2025-09-29

表10-6 铝板材、焊丝焊前用化学清洗方法2)铝筒节焊前需安装垫板,如图10-18所示。垫板全长要紧紧贴在铝筒节的纵焊缝上。2)在每个铝筒节的纵缝全长上,由起点开始,每100mm长进行定位焊定位,其焊缝长为30mm,共5处。......
2025-09-29

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2025-09-29

同步发电机在对称运行时,只有正序电势和正序电流,此时的电机参数,就是正序参数。当发电机定子绕组中通过负序基频电流时,它产生的负序旋转磁场与正序基频电流产生的旋转磁场转向正好相反,因此负序旋转磁场同转子之间有两倍同步转速的相对运动。图11-6确定发电机负序电抗的等值电路表11-1表中的X0为发电机的零序电抗。......
2025-09-29
低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2025-09-29

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2025-09-29
储罐的罐底一般选用板厚4~6mm的钢板搭接而成,其接头形式主要有搭接接头、对接接头和T形接头。壁板一般采用在工厂卷制,现场拼装的方式生产,厚度在8mm以下的钢板,装配拼焊可采用搭接接头。在大容器储罐的装配焊接中,若采用预制大板块的方法可达到较好效果。用埋弧焊完成的预制大板,在现场组装好后,再用焊条电弧焊方法焊接24(或18)条纵缝。......
2025-09-29

相关推荐