熔剂生产是有毒有害作业 熔剂成分中多为各种氯化物、氟化物、氧化物。熔剂生产是噪声环境下的作业 配制熔剂的各种原材料要经过破碎、磨细、筛分等工序,各种破碎机、磨粉机、筛分机及抽排风机、集尘设备开动时,在生产现场发出高分贝的不同频度的噪声。在有毒有害作业现场 氯气、六氯乙烷等氯化物及氟化物的气体;铍的氧化物以及粉尘对操作者的呼吸道都有不同程度的危害,可能诱发呼吸系统慢性疾病。......
2023-06-26
在焊接生产作业中,凡是影响操作者身体健康的因素,都被称为焊接作业的有害因素。
在焊接生产作业中,所产生的有害因素有两类:一类是物理有害因素,如电弧辐射、热辐射、金属飞溅、高频电磁场、噪声、射线等;另一类是化学有害因素,如在焊接过程中产生的焊接烟尘和有害气体等。常用焊接方法的有害因素见表11-6。
表11-6 常用焊接方法的有害因素
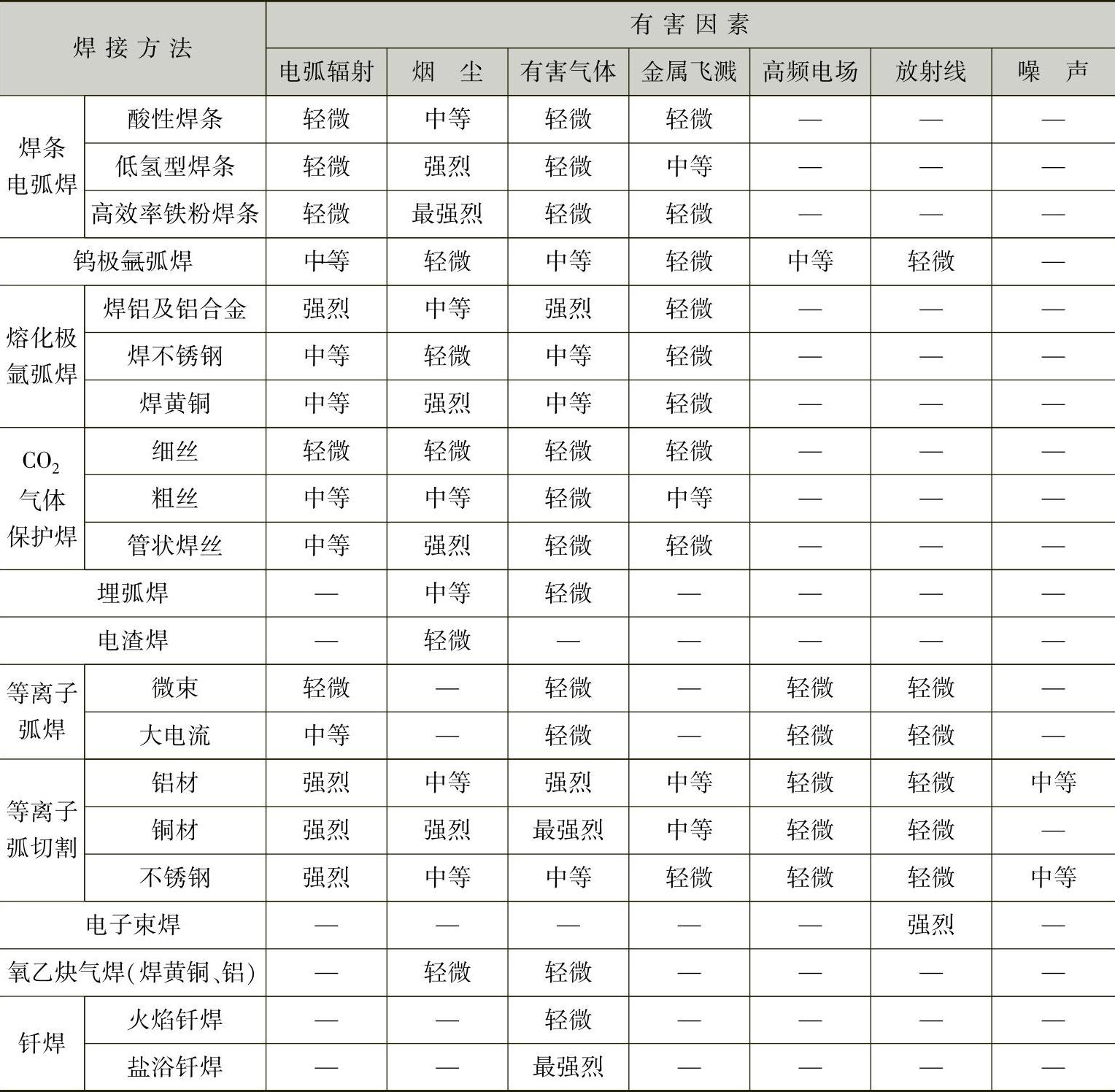
注:钨极氩弧焊、等离子弧焊与切割,当采用钍钨极时有轻微放射性,如果采用铈钨极时则无放射性;采用高频引弧,且频繁引弧时,则高频电磁场会产生有害因素。
1.电弧辐射
在利用电能转变为热能的熔焊过程中,焊接电弧的温度很高,如,焊条电弧焊的电弧弧柱中心温度达5000~8000K,等离子弧的电弧弧柱中心可达18000~24000K。在此温度下可以产生强烈的可见光和不可见的紫外线与红外线。
焊接作业现场人员,在焊接过程中,如果皮肤没有保护好,被紫外线辐射后,皮肤表面会变成深黑色;被红外线辐射后,皮肤会被热灼伤;焊接电弧对未加防护的眼睛也有伤害,焊接电弧对眼睛的伤害程度见表11-7,常用焊接方法的电弧紫外线辐射强度见表11-8。
表11-7 焊接电弧对眼睛的伤害程度
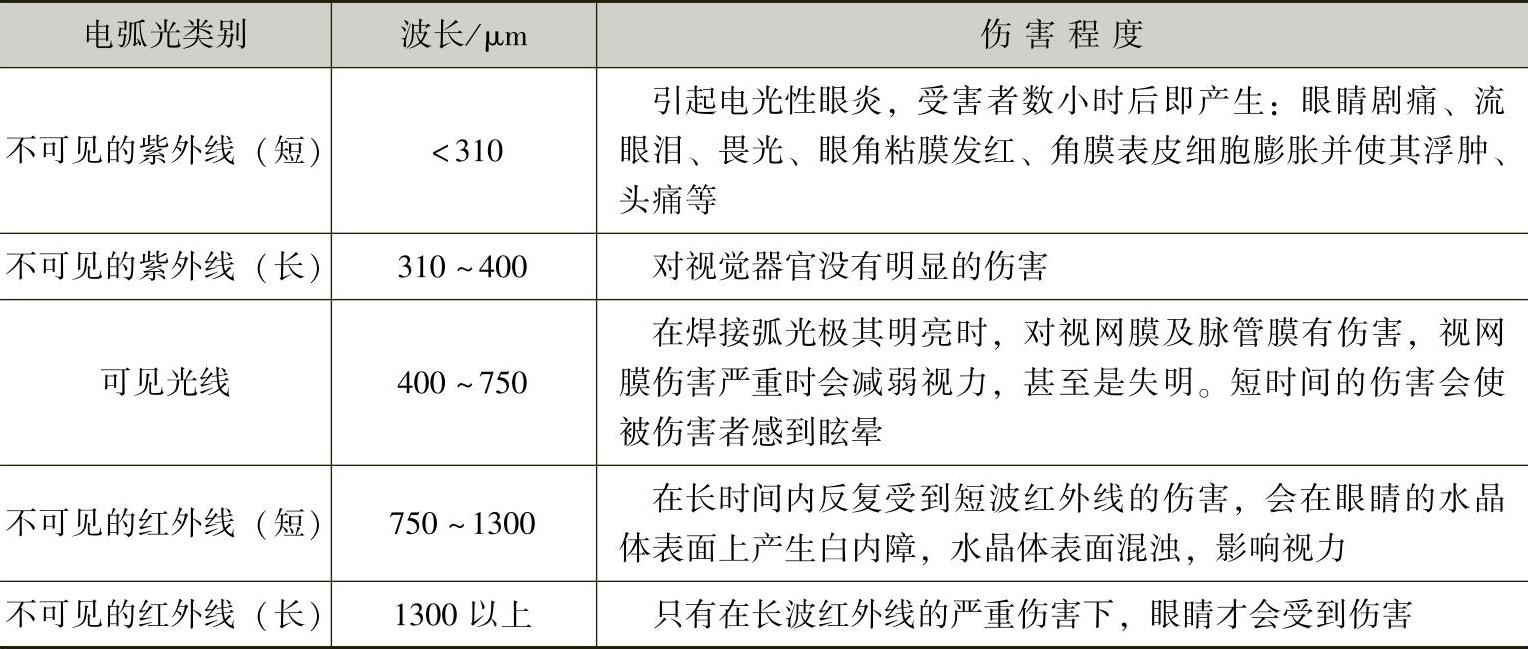
表11-8 常用焊接方法的电弧紫外线辐射强度

(1)紫外线 紫外线是一种波长为180~400μm的辐射线,与红外线、可见光线一起均属于热线谱。具有明显生物学作用的紫外线波长是180~320μm波段中的短波紫外线。焊条电弧焊形成的紫外线波长一般在230μm左右;氩弧焊时的紫外线波长在390μm以下,其作用强度大于焊条电弧焊的5倍;熔化极氩弧焊大于焊条电弧焊的20~30倍;等离子弧中的紫外线强度比氩弧焊还高,尤其是产生强烈生物学作用的短波紫外线(290μm以下)的强度较强,中短波紫外线可以透过人体的皮肤角化层,被深部组织吸收和真皮吸收,产生红斑和轻度烧伤,并能损伤眼结膜和角膜。眼睛短时间内受到强烈的紫外线照射会引起电光性眼炎,这是明弧焊焊工和辅助人员最常见的职业病。紫外线对眼睛的伤害,与照射时间成正比,与电弧距眼睛的距离平方成反比。
(2)红外线 红外线的波长为760~1500μm,在焊条电弧焊过程中,可以产生全部上述波长的红外线。红外线的波长越短,对肌体的作用越强。长波红外线可被皮肤表面吸收,使人产生热的感觉。短波红外线可被组织吸收,使血液和深部组织加热,产生灼伤。眼睛在长期接受短波红外线的照射下,可产生红外线白内障和视网膜灼伤。
(3)可见光线 焊接电弧的可见光线光度,比正常情况下肉眼所承受的光度要大1万倍以上,眼睛受到可见光照射时,有疼痛感,短时间看不清东西,甚至丧失劳动力,但不久即可恢复,可见光的这种伤害通常称为“电弧晃眼”,是明弧焊工和辅助人员常见的职业病。
2.焊接烟尘
在焊接、切割作业中会产生各种烟尘,烟尘是在焊接、切割过程中,被焊接、切割的材料与焊接材料在熔融过程产生的金属、非金属及其化合物的蒸气,在空气中冷凝及氧化而形成的不同粒度的尘埃,以气溶胶的形态飘浮于作业环境的空气中。烟尘是烟与尘的统称,直径小于0.1μm的称为烟;直径在0.1~10μm之间的称为尘。常用焊接方法的发尘量见表11-9,结构钢焊条烟尘的化学成分见表11-10。CO2气体保护焊焊接现场实测有害气体和焊接烟尘浓度见表11-11。
表11-9 常用焊接方法的发尘量
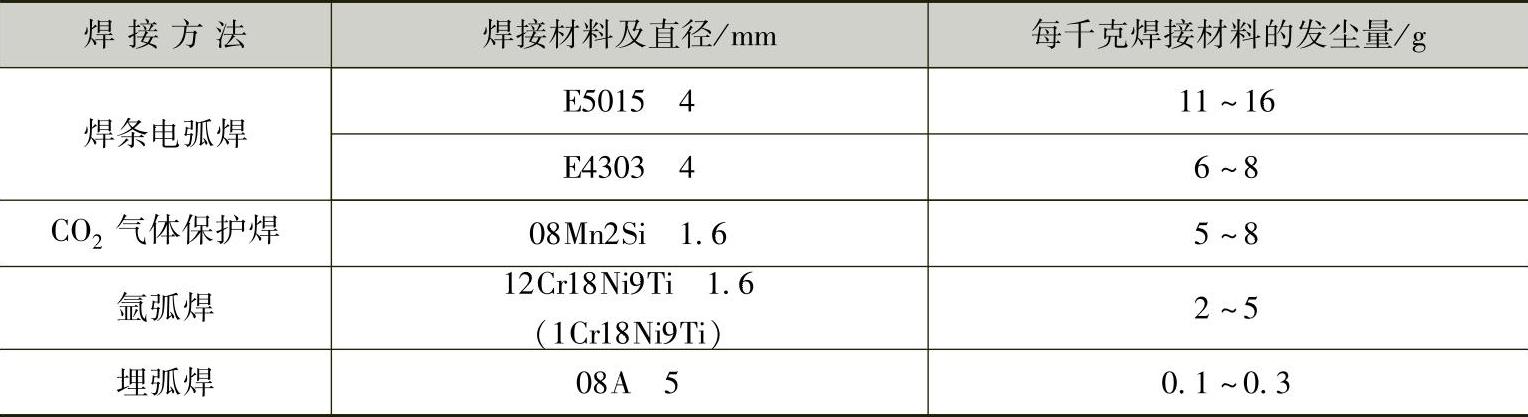
表11-10 结构钢焊条烟尘的化学成分 (质量分数/%)

(续)
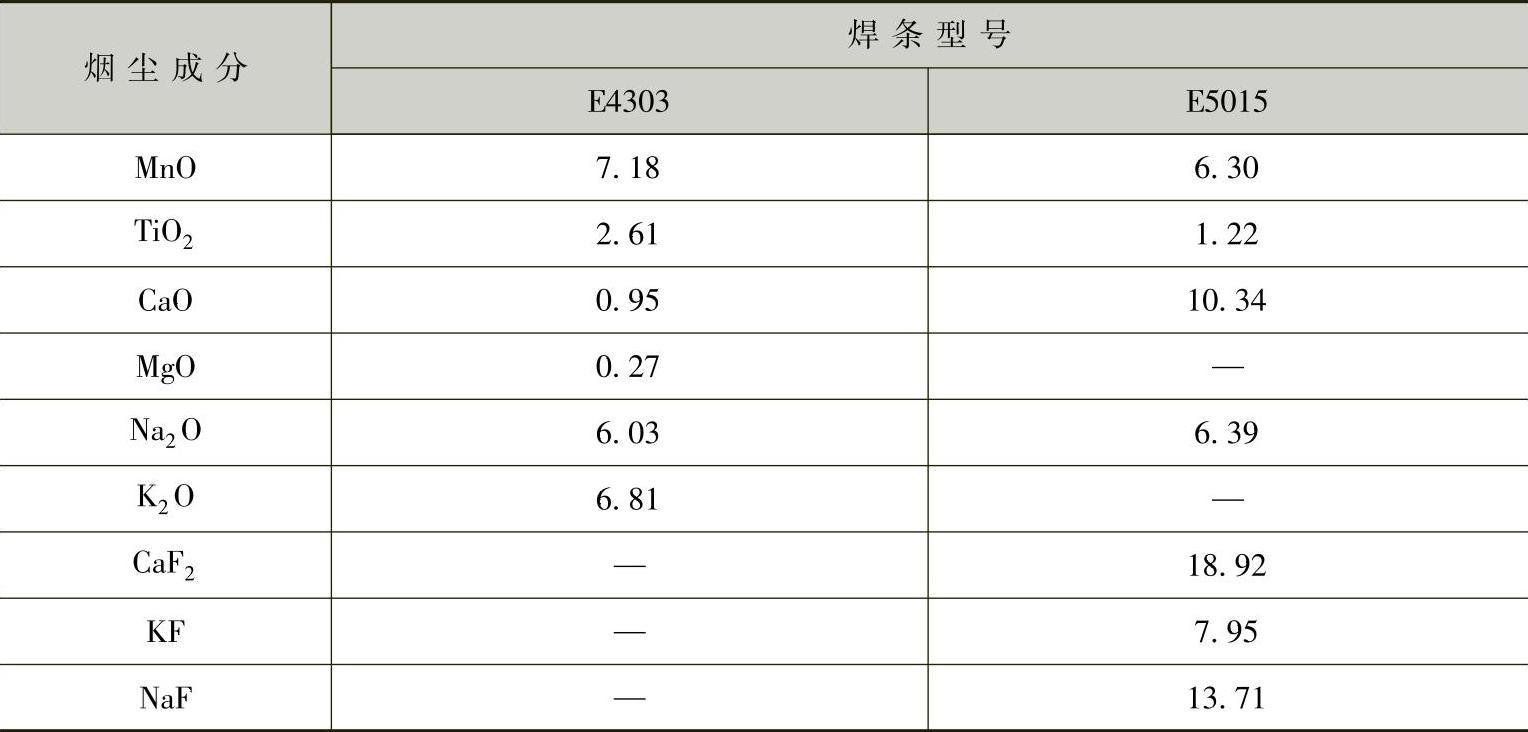
表11-11 CO2气体保护焊焊接现场实测有害气体和焊接烟尘浓度 (单位:mg/m3)

有关现场调查的测定结果表明,在没有局部抽风装置的情况下,在室内使用碱性焊条单个焊钳焊接时,空气中的焊接烟尘浓度可达96.6~246mg/m3。采用E4303(J422)焊条在通风不良的罐内进行焊接时,空气中的烟尘浓度为186.5~286mg/m3;采用E5015(J507)焊条有通风不良的罐内进行焊接时,空气中的烟尘浓度为226.4~412.8mg/m3。以上数字说明:在通风不良的罐内进行焊接时,使用碱性焊条焊接产生的烟尘,比用酸性焊条焊接产生的烟尘明显地增高,而且其数值都远远高于“车间空气中电焊烟尘卫生标准”中规定的数值(6mg/m3)。
焊工长期接触焊接烟尘,如果防护不好,会产生焊工尘肺、金属热和锰中毒等职业病。焊工尘肺的发病一般比较缓慢,其症状表现为气短、咳嗽、胸闷和胸痛,也有的患者有食欲减退、无力、体重减轻等症状。X射线诊断一期尘肺焊工的全肺有较多的中小点状影,同时还有较大量的网状影。肺纹理明显紊乱,网织状影多时肺紊理增强,结节状影多时肺紊理减弱。
3.有害气体
在焊接、切割过程中会产生各种有害气体,主要有臭氧(O3)、氮氧化物、一氧化碳(CO)、二氧化碳(CO2)和氟化氢(HF)等。焊接现场有害气体测量值及有关标准规定的最高允许浓度值见表11-12。
表11-12 焊接现场有害气体测量值及最高允许浓度值 (单位:mg/m3)
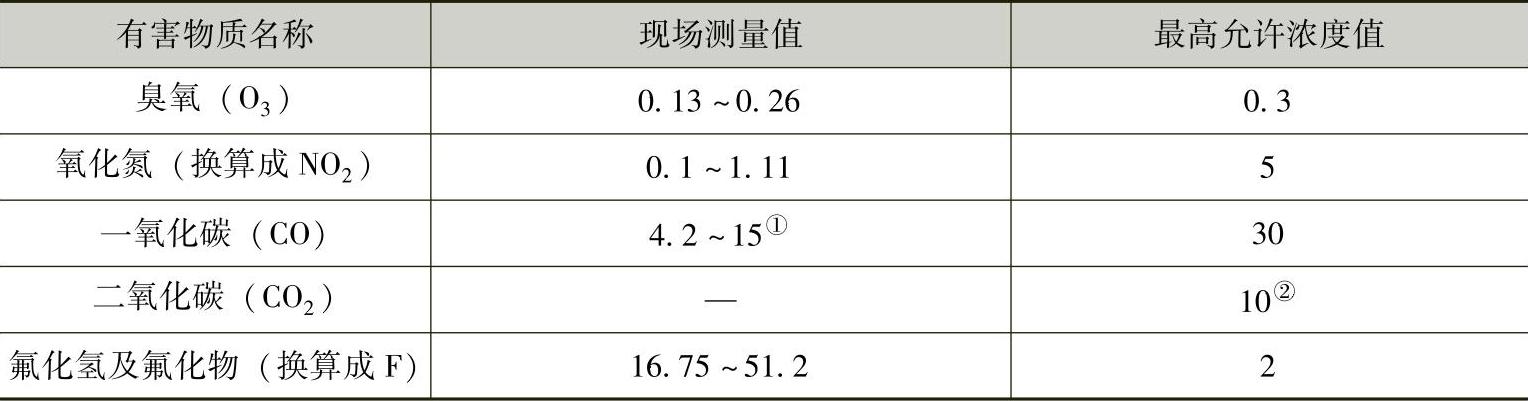
①为锅炉、船舱、罐内等通风不良处测定值。
②为美、德、日国规定值。
(1)臭氧 臭氧是空气中的氧气被短波紫外线的激发下,发生光化学作用而产生的。臭氧具有刺激性,是一种淡蓝色的气体。焊接过程中测定的结果表明:臭氧产生于距离焊接电弧约1m远处,而且焊接工艺方法不同,产生的臭氧量也不同,如,气体保护焊焊接时产生的臭氧要比焊条电弧焊多得多。当焊接现场臭氧的浓度超过允许值时,往往会引起受害者咳嗽、胸闷、乏力、头晕、全身酸痛等。严重时可引起支气管炎。
(2)氮氧化物 氮氧化物是在焊接过程中,焊接电弧高温引起空气中的氧、氮分子重新组合而成的,焊接烟气中的氮氧化物主要是二氧化氮(NO2)和一氧化氮(NO)。由于一氧化氮不稳定,很容易氧化成二氧化氮。氮氧化物属于刺激性气体,能引起受害者剧烈咳嗽,呼吸困难,全身无力等症状。
(3)一氧化碳 各种明弧焊在焊接过程中都会产生一氧化碳气体,而焊接过程中一氧化碳气的来源大致有三种:一是由二氧化碳与熔化了的金属元素发生化学反应而形成的;二是由于二氧化碳在高温电弧作用下分解而成;三是在气焊时氧气与乙炔等可燃气体燃烧比例不当而形成的。一氧化碳气体是一种毒性气体,经人体呼吸道由肺泡进入血液,与血红蛋白结合成碳氧血红蛋白,因而阻挠血液带氧能力,使人体组织缺氧,而人体的中枢神经对缺氧特别敏感,会出现头痛、耳鸣、眼花、呕吐、面色苍白和四肢无力等症状,重者意识模糊,甚至死亡。
(4)氟化氢 氟化氢是由于碱性焊条药皮中的萤石(CaF2),在电弧的高温作用下分解而成,氟化氢极易溶解于水而形成氢氟酸,具有较强的腐蚀性,如果人体吸入较高浓度的氟化氢,不仅强烈刺激上呼吸道,还可以引起眼结膜溃疡以及鼻黏膜、口腔、喉及支气管黏膜的溃疡,严重时可发生支气管炎、肺炎等。人体长期接触氟化氢还可以发生骨质病变,形成骨硬化,尤以脊椎、骨盆等躯干骨最为显著。
(5)二氧化碳 CO2气体是一种窒息性气体,人体吸入过量的CO2气体可刺激眼睛和呼吸系统,重者可以出现呼吸困难、知觉障碍、肺水肿等。CO2气体保护焊和氧乙炔气焊等焊接方法,都会产生CO2气体。
4.放射性物质
在氩弧焊和等离子弧焊接、切割过程中,使用的钍钨极,含有质量分数为1%~2.5%的氧化钍,钍为天然放射性元素。其中α-放射性占90%,β-放射性占9%,γ-放射性占1%。焊接过程中被烧损的钍钨极以气溶胶的形态扩散到操作现场的空气中,通常以测量现场空气中α-放射性气溶胶浊度和各种物件表面α-放射性沾污情况,来评价其危害程度,钍钨极放射性测量数值见表11-13。
表11-13 钍钨极放射性测量数值
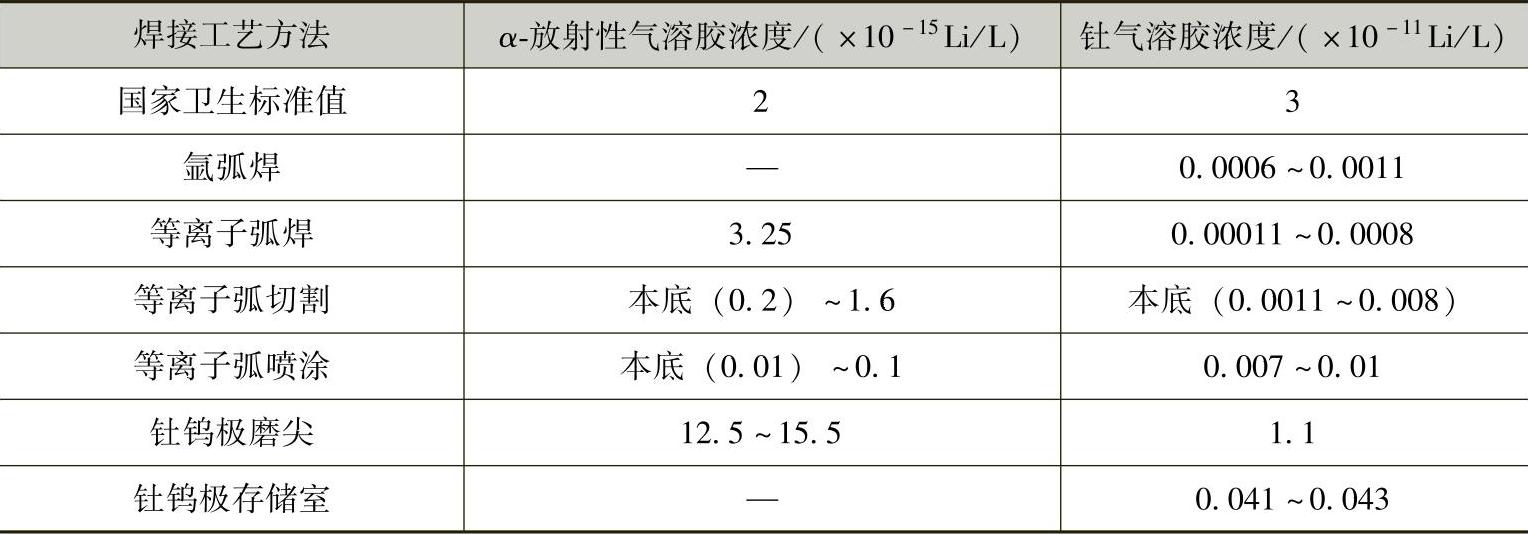
从表11-13可知,采用钍钨极焊接、切割时,虽然把放射性物质视为有害因素之一,但从实际测量结果可以认为:在焊接、切割过程所产生的放射性剂量,对人体的健康尚不足以造成伤害。但是,钍钨极在磨尖时的粉尘超过卫生标准,应该在磨削过程中予以清除;大量存放待用的钍钨极,也应对其采取相应的防护措施。人体长期受到放射性照射,或放射性物质经常少量的进入并积蓄在体内,则可造成中枢神经系统、造血器官和消化系统的疾病。
5.噪声
在等离子弧喷枪内,由于气流间压力的起伏、振动和摩擦,并从喷枪口高速喷射出来,就产生了噪声。噪声的强度与流动的气体种类、流动速度、喷枪的设计以及工艺性能有密切关系。等离子弧喷涂和等离子弧切割时,因工艺要求有一定的冲击力,因而噪声的强度更高。等离子弧喷涂时声压级可达123dB(A),常用功率(30kW)等离子弧切割时,声压级可过111.3dB(A),大功率(150kW)等离子弧切割时,声压级则达118.3dB(A)。切割厚度的增加,所需要的功率也增大,因此,等离子弧切割噪声强度亦有提高。
离子气的种类以应用双原子气体较多,因为,双原子气体噪声的特点是以高频率噪声为主,高低频率噪声强度相差较大。而单原子气体则低频噪声较强,高低频噪声强度较接近。
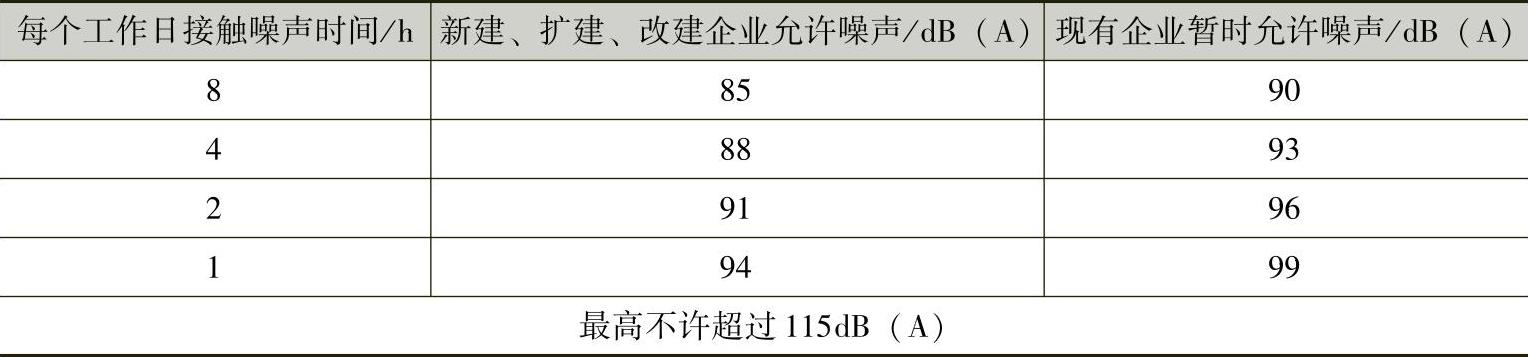
噪声对人体的中枢神经系统和血液循环系统都有影响,能引起血压升高、心动过速、厌倦和烦恼等。若长期在噪声中工作,还会引起听觉障碍。允许噪声的卫生标准见表11-14。
表11-14 允许噪声的卫生标准
6.高频电磁场
非熔化极氩弧焊和等离子弧焊接、切割时,如果采用高频振荡器来引弧,此时将在工作地点产生高频电磁场。现场测定的电场强度均较高,约为140~190V/m,手工TIG焊高频电磁场强度见表11-15,等离子弧高频电磁场强度见表11-16。
表11-15 手工TIG焊高频电磁场强度 (单位:V/m)

表11-16 等离子弧高频电磁场强度

若人体长期接触较强的高频电磁场,可使某些器官温度升高,引起受伤者的植物神经功能紊乱和神经衰弱、产生头晕、疲劳无力、记忆力衰退、多梦和脱发等疾病。
有关焊工:技师、高级技师的文章

熔剂生产是有毒有害作业 熔剂成分中多为各种氯化物、氟化物、氧化物。熔剂生产是噪声环境下的作业 配制熔剂的各种原材料要经过破碎、磨细、筛分等工序,各种破碎机、磨粉机、筛分机及抽排风机、集尘设备开动时,在生产现场发出高分贝的不同频度的噪声。在有毒有害作业现场 氯气、六氯乙烷等氯化物及氟化物的气体;铍的氧化物以及粉尘对操作者的呼吸道都有不同程度的危害,可能诱发呼吸系统慢性疾病。......
2023-06-26

如采用焊前预热和焊后缓冷,可以降低焊缝金属和热影响区的冷却速度,形成塑韧性良好的金相组织,防止出现淬硬组织、降低焊接应力,避免焊缝或热影响区开裂等。接头设计对工艺焊接性的主要影响是:强烈影响焊缝金属和热影响区的冷却速度;决定冷却和收缩时的应力分布。......
2023-06-26

建立健全各项工作制度,细化各相关部门、相关人员工作职责,并将其纳入本单位工作绩效考核内容。对有近视现象的学生,经筛检分出假性近视、混合性近视、真性近视三类人群,并针对不同人群,分别采取防治干预措施。以各种形式开辟专栏宣传、普及视力保健知识,让全社会共同关注并积极参与青少年视力低下的防控工作。青少年视力防控工作实施后,需定期对青少年视力防控工作实施动态监测,将推进工作和效果评估并重开展。......
2023-08-09
影响材料焊接性的因素有四个方面;材料、工艺、结构和使用条件。焊接参数以及焊接时的工艺措施可以调节和控制热循环,防止焊接缺陷产生;而焊前预热、后热和焊后热处理,对于防止热影响区淬硬变脆、减小焊接应力,避免氢致裂纹产生等具有良好的效果。合理安排焊接顺序也能有效减小焊接应力与变形。......
2023-07-02

城市生态环境风险管理目标:树立核心理念;搭建和健全两个综合平台;多元共治,完善风险体系。城市生态环境风险管理主体:政府主导、市场机制、企业推广、公众参与。城市生态环境风险管理任务:构建城市生态环境风险防控体系、明确城市生态环境风险防控实施路径、创新城市生态环境风险防控机制、建设城市生态环境风险信息系统。总体工作思路从应急管理转向风险管理,工作重心转向事前科学预防、事中有效控制、事后及时救济。......
2023-11-19

工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2023-06-15

会议传达学习自治区应对新型冠状病毒肺炎疫情防控工作指挥部第四次会议精神和自治区第116期应对新型冠状病毒肺炎疫情防控工作简报,吴忠市委2020年第五次常委会(扩大)会议精神,吴忠市应对新型冠状病毒肺炎疫情防控工作指挥部第23号督查通报文件精神,分析研判当前青铜峡市疫情防控形势,剖析邵岗镇大沟村疫情防控中暴露出的短板和问题,对当前严防严控疫情工作进行安排部署。......
2023-08-07

工程师哈基莫娃提出的坝基总抬升变形值主要由浮托力引起的抬升变形值和动水压力引起的抬升变形值组成。由于河床坝段与高处岸坡坝段的抬升值不同,甚至有沉降与抬升之别,显然这种变形会影响大坝的应力及分布,甚至影响其寿命。此外,抬升变形是否会对防渗帷幕带来不利影响,也是值得关注的问题。......
2023-06-28
相关推荐