
最后焊接四条主角焊缝,同一盖板两侧的主角焊缝应对称施焊。......
2023-06-15
1.立式储罐的结构
立式储罐主要由罐底、壁板和罐顶构成,如图11-3所示。储罐的罐底一般选用板厚4~6mm的钢板搭接而成,其接头形式主要有搭接接头、对接接头和T形接头。罐底一般采用工厂下料或现场下料,在工地焊接的方式生产。壁板主要有搭接接头和对接接头两种接头形式,对接立焊中有V形坡口,横焊有V形坡口、单边V形坡口和K形坡口等多种形式。壁板一般采用在工厂卷制,现场拼装的方式生产,厚度在8mm以下的钢板,装配拼焊可采用搭接接头。罐顶包括顶板和罐顶桁架结构,顶板与罐底一样,接头形式主要有搭接接头和T形接头。顶板焊接完成后再安装罐顶桁架结构。
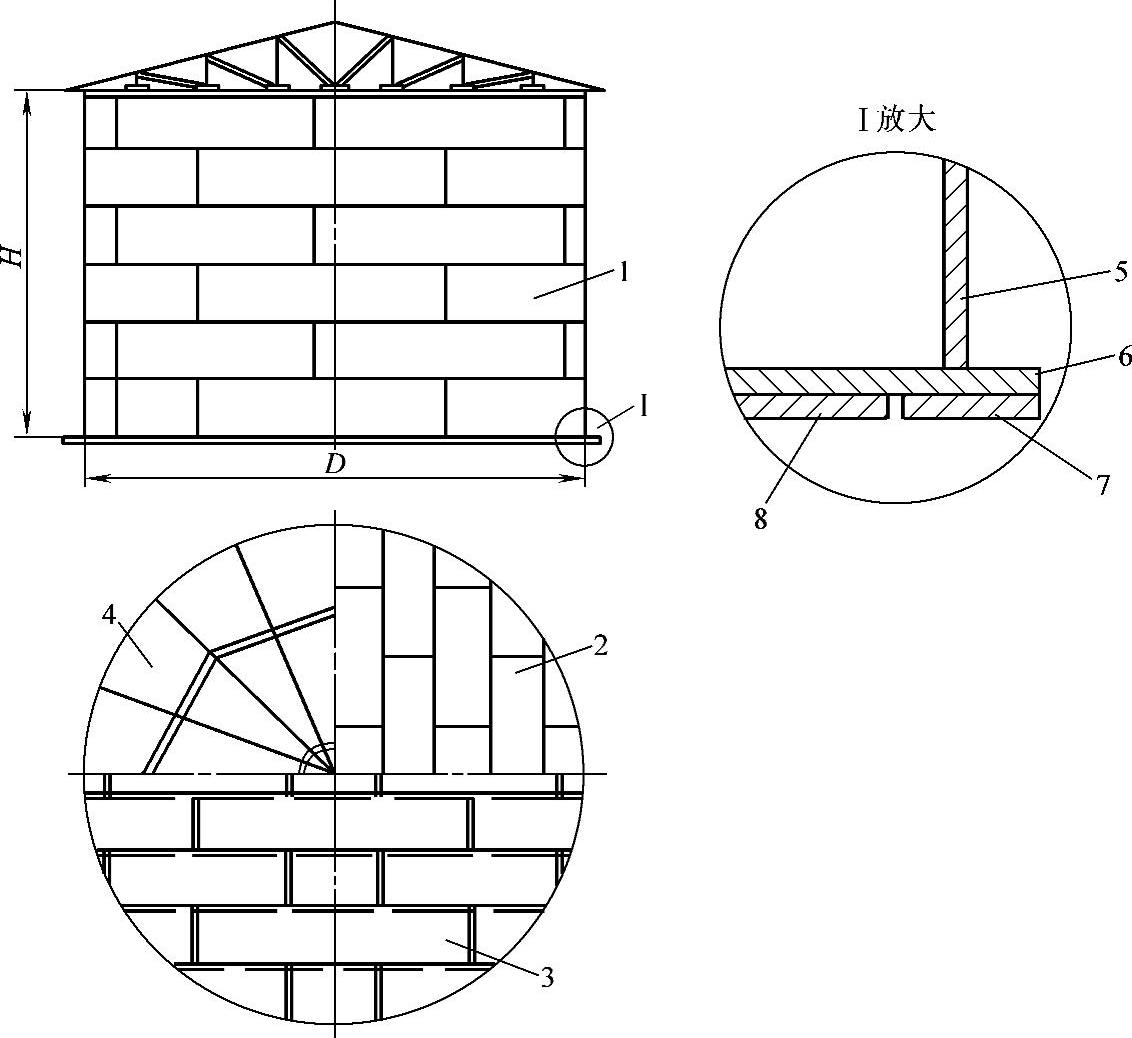
图11-3 立式储罐结构示意图
1—壁板 2—罐顶 3—罐底 4—罐顶桁架 5—底层壁板 6—边板 7—垫板 8—中幅板
2.储罐底板的拼装焊接
立式储罐的底板一般由边板和中幅板两部分组成。为了控制和减小储罐底板的焊接变形,施焊的一般原则如下:
1)对称配置焊工施焊。
2)焊接时,首先装配焊接中幅板,并装配焊接边板与壁板连接处的对接焊缝,其次焊接边板与壁板圆周的角焊缝,最后焊接边板与边板、边板与中幅板之间的焊缝。
3)中幅板焊接时,应由中心向四周施焊,先焊短焊缝,再焊长焊缝。长焊缝焊接时,应采用逆向分段焊和隔缝跳焊法焊接。
3.储罐壁板的拼装焊接
储罐壁板的拼装焊接程序一般是先焊接纵焊缝,后焊横焊缝。但均采用分段退焊法,先焊外侧焊缝,再焊内侧焊缝,焊工对称配置,所采用的焊接参数完全相同。
在大容器储罐的装配焊接中,若采用预制大板块的方法可达到较好效果。例如,5.4万m3的湿式气柜,壁板由厚度为18mm、16mm、12mm、10mm、8mm和6mm的钢板自下而上拼接而成,筒体直径为54m。预制时将壁板沿圆周方向分成24(或18)等份,先拼焊成24(或18)块大板,再在现场拼焊成整体。预制大板在胎架上进行,埋弧焊时对于凸面焊缝从两端向中间施焊,对于凹面焊缝,则从中间向两端施焊。接头形式为I形坡口,组对间隙小于或等于1mm。用埋弧焊完成的预制大板,在现场组装好后,再用焊条电弧焊方法焊接24(或18)条纵缝。
有关焊工:技师、高级技师的文章

表7-26 化学清洗工艺参数将铝储罐分为罐底、罐顶及筒体三部分分别拼焊,然后进行总装焊接。焊接接头为搭接形式。为了满足高压汽轮机主蒸汽参数8.83MPa、550℃的高温高压恶劣运行工况下的强度要求,焊接隔板材料见表7-30。隔板四个坡口的焊接采用直径1.2mm的ER55-B2-MnV耐热钢焊丝。4)在窄间隙MAG焊接平台上进行隔板焊接。表7-31 隔板MAG焊焊接参数5)将隔板放入热处理炉中,按照图7-96所示的隔板退火工艺曲线退火,消除隔板焊接应力。......
2023-07-02
装配约束决定了部件中零部件结合在一起的方式。应用装配约束,可以限制零部件的自由度,使零部件正确定位或按照指定的方式运动。应用该对话框可为零部件添加装配约束。......
2023-06-28

若在运行中料仓芯件不足,则工作单元继续工作,但HL2以1 Hz的频率闪烁,HL1保持长亮。③装配子过程是一个单序列的周而复始的步进过程。“装配完成标志”为OFF状态,是防止发生重复装配的措施,其原理与加工单元主控过程所采取的防止重复加工的措施相同,即在一次装配周期结束时,置位“装配完成标志”,只有将装配好的工件取出,该标志才能复位,再重新放下待装配工件,才有可能满足初始步转移条件。图3-37装配单元供料过程部分梯形图......
2023-06-15

图3-25装配单元支撑架的安装示意图注:左右支撑架装配完毕后,再安装到底板上。为了确定装配台料斗内是否放置了待装配工件,使用光纤传感器进行检测。图3-28回转机构及装配台组装示意图回转机构;装配台组装装配单元的摆动气缸,其摆动回转角度能在0°~180°范围任意可调。图3-32机械手组件的组装装配单元的总装。表3-8装配单元总装步骤安装过程中的注意事项。......
2023-06-15

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2023-06-15
厚板焊接问题主要为焊接变形难以控制和校正、焊接残余应力难以消除、焊接热循环难以控制、容易产生焊接热裂纹及层状撕裂等。因此,在实际生产中常需要有效地减少焊接残余应力与焊接变形,或者按照具体焊件的相关要求对其加以控制。......
2023-07-01
相关推荐