如果说调研暴露了教师反思水平的现状,下一步需要做的是寻找干预措施,开展实证研究。而干预措施或策略的选择与生成,前提便是聚焦影响教师反思水平的相关因素,剔除掉研究本身不能控制的自变量,就可控制的自变量进行干预研究,在此基础上总结归纳出行之有效的路径和策略。综上,影响教师反思水平的因素主要包括教师的知识系统、动力系统和教师观念几个维度。下面再用“可控制”这把筛子来筛一筛。......
2023-08-05
材料厚度不同或材质不同造成的熔核不在焊接点的情况,解决办法有以下几种:
1)合理设计焊接结构,提高接触面上的电流密度,增强发热,在焊件表面预制凸台或加工工艺垫片,使得接触面上的电流密度增大,如图10-24所示。垫片厚度一般为0.2~0.3mm。
2)调节点焊散热条件,使接触面两侧的散热均匀。可以采用不同直径的电极,在厚板侧用大直径的电极,以增大厚板侧的散热,在薄板侧用小直径的电极,以减小薄板侧的散热,如图10-25所示。或者在上下采用不同材质的两个电极,薄板侧采用热导率小的材质的电极,厚板侧采用热导率大的材质的电极。也可以采用增大薄板侧电极断面至内部冷却水孔底部的距离的办法,减小薄板侧散热条件的作用。通过上、下电极直径的不同,使温度场分布趋于合理,减小了熔核的偏移。但在厚度差比较大的不锈钢或耐热合金板的点焊中则与上述原则相反,只有小直径电极安置在厚度大那面方能有效,工厂中称之为反焊。
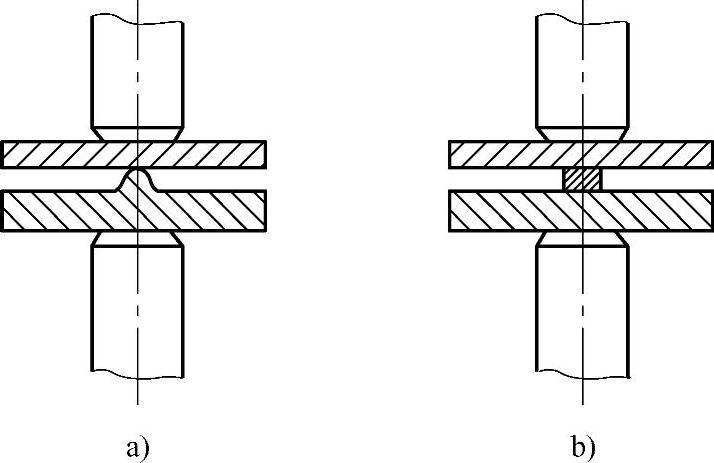
图10-24 提高接触面上的电流密度
a)预制凸台 b)加工工艺垫片
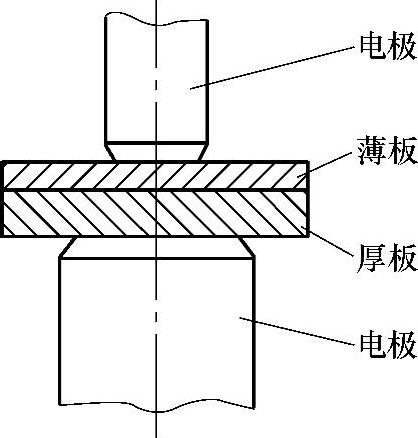
图10-25 调节点焊散热条件
3)采用强条件(硬规范)的焊接规范,即采用大的焊接电流、短通电时间的焊接参数,能充分利用结合面处接触电阻的集热作用,且加热时间短,热损失少,使接触面上的温度较高,焊点核心宜较小。必要时可用电容点焊机或高频焊机,采用大规范,使得电流场合理分布,能更好地解决边缘效应对贴和面集中加热的效果,由于焊接时间短,使热损失下降,散热的影响相对减小,上述这些条件均对纠正熔核偏移现象有利。也可用电容贮能点焊机点焊厚度差很大的精密零件。
有关焊工:技师、高级技师的文章

如果说调研暴露了教师反思水平的现状,下一步需要做的是寻找干预措施,开展实证研究。而干预措施或策略的选择与生成,前提便是聚焦影响教师反思水平的相关因素,剔除掉研究本身不能控制的自变量,就可控制的自变量进行干预研究,在此基础上总结归纳出行之有效的路径和策略。综上,影响教师反思水平的因素主要包括教师的知识系统、动力系统和教师观念几个维度。下面再用“可控制”这把筛子来筛一筛。......
2023-08-05

影响激光熔覆层性能的主要因素有:金属对激光吸收率;熔覆材料的特征、表面状态;稀释率;激光熔覆工艺等。一般认为其稀释率应小于10%,最好在5%左右,以保证高的表面熔覆层性能。气孔的存在容易成为裂纹萌生和扩展的聚集地,因此控制熔覆层内的气孔也将是防止熔覆层裂纹的重要措施之一。......
2023-06-18

焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2023-06-25

中小学课堂中的舞蹈课具有特殊性和多样性,需要经实地考察、多次调研、反复磨合推出适合某学校某班级的舞蹈教育教学课程。为了帮助教师了解学生对舞蹈课堂的具体需求和想法,更好地将舞蹈课堂顺利推广,本文试总结对中小学舞蹈课堂具有影响的主要因素。例如,在一些中小学的舞蹈课堂中,或多或少都会存在把男生“拒之门外”的现象。......
2023-08-21

摩擦损失的影响因素有发动机的运行因素、设计因素和润滑油。④内径/行程比:内径/行程比在1.5以下时,此值越大,摩擦力和摩擦平均有效压力会越小,但在1.5以上时,此值对摩擦的影响不大。这是在高速状态因空气流动的摩擦损失增加导致体积效率降低所导致的。因此,发动机的摩擦损失在发动机的主运行领域向低速领域移动就可以减小。......
2023-06-28
俗话说,一方水土养育一方人,一方人受到该地域中各个因素的影响形成一方文化。在日常生活中,“腔”常指语音,且很多情况下指的是地方语音。此处的“腔”指的是一个地方的方言。可见,地方戏曲音乐在流传过程中会受到其他方言的影响而衍生出许多其他相关的流派唱腔。由此不难看出,方言与地方音乐就如方言与声腔的关系,既相互依靠又互相影响。......
2023-08-25

燃料消耗率的影响因素可以分为发动机燃料消耗率影响因素和车辆燃料消耗率影响因素。另外,活塞造成的发动机摩擦损失功率、曲轴的摩擦损失,机油泵等辅助装置的驱动力损失,进气、排气系统泵气损失等,都是影响发动机燃料消耗率的因素。......
2023-06-28

荷载有静荷载和动荷载之分。图6.2影响建筑构造的因素示意在外荷载中,风力的影响不可忽视。此外,地震力是目前自然界中对建筑物影响最大也最严重的一种因素。因此,在进行建筑构造设计时,必须针对各种可能的因素,从构造上采取隔振、防腐、防爆、防火、隔声等相应的措施,以避免建筑物和使用功能遭受不应有的损失和影响。......
2023-10-13
相关推荐