表10-15 点焊缝的质量要求2.点焊缝的质量控制方法1)在焊接前对板件表面的油污、灰尘进行处理,以保证点焊接头的质量稳定。2)定期进行点焊撕裂试验,特殊工序,每周一次;非特殊工序,每月一次。因此,当电极尖端磨损后,需要将电极端面直径维持在一定范围内,从而稳定焊接质量。一般每焊接300焊点修磨一次电极头。......
2023-06-15
点焊机器人虽然有多种结构形式,但大体上都可以分为三大组成部分,即机器人本体、点焊焊接系统、控制系统和夹具系统,点焊机器人组成如图10-22所示。各工作系统间采用数字通信传递操作指令和信号,点焊机器人的电气结构如图10-23所示。

图10-22 点焊机器人组成图
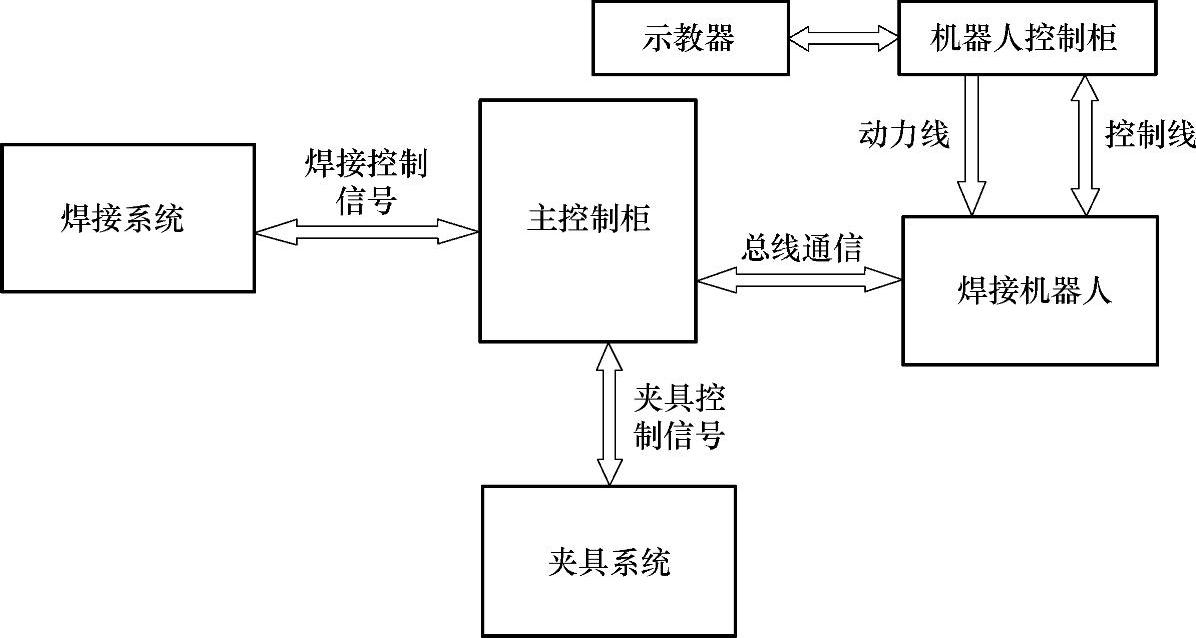
图10-23 点焊机器人的电气结构图
2.点焊机器人的焊接系统
点焊机器人的焊接系统主要由焊接控制器、焊钳(含阻焊变压器)及水、电、气等辅助部分组成,点焊机器人对焊接系统的要求如下:
1)应采用具有浮动加压装置的专用焊钳,从用途上可分为C形和X形两种焊钳。C形焊钳用于点焊垂直及近于垂直倾斜位置焊缝的焊接;X形焊钳则主要用于点焊水平及近于水平倾斜位置焊缝的焊接。焊钳重量要轻,应具有长、短两种行程,以便于快速焊接及修整,更换电极等。
3)焊接控制系统应能对阻焊变压器过热、晶闸管过热和非晶闸管短路及断路、气网失压、电网电压超限、粘电极等故障进行自诊断及自保护,除通知本体停机外,还应显示故障种类。
3.点焊机器人的控制系统
点焊机器人的控制系统可以根据预定的焊接监控程序,完成点焊时的焊接参数输入、点焊程序的控制、焊接电流控制和焊接系统故障的自诊断,并实现与本体计算机及手控示教器的通信联系。
常用的点焊控制系统主要有如下三种形式:
(1)中央结构型 它将焊接控制部分作为一个模块与机器人大体控制部分共同安排在一个控制柜内,由主计算机统一管理并为焊接模块提供数据,焊接过程控制由焊接模块完成。这种结构的优点是设备集成度高,便于统一管理。
(2)分散结构型 分散结构型是焊接控制器与机器人本体控制柜分开,二者采用应答式通信联系,主计算机给出焊接信号后,其焊接过程由焊接控制器自行控制,焊接结束后给主机发出结束信号,以便主机控制机器人移位。这种结构的优点是调试灵活,焊接系统可单独使用,但需要一定距离的通信,集成度不如中央结构型高。
(3)群控系统 群控就是将多台点焊机器人焊机(或普通焊机)与群控计算机相连,以便对同时通电的数台焊机进行控制,实现部分焊机的焊接电流分时交错,限制电网瞬时负载,稳定电网电压保证焊点质量。群控系统的出现可以使车间供电变压器容量大大下降。此外,当某台机器人(或点焊机)出现故障时,群控系统启动备用的点焊机器人或对剩余的机器人重新分配工作,以保证焊接生产的正常进行。为了适应群控的需要,点焊机器人焊接系统都应增加“焊接请求”及“焊接允许”信号,并与群控计算机相连。
有关焊工:技师、高级技师的文章

表10-15 点焊缝的质量要求2.点焊缝的质量控制方法1)在焊接前对板件表面的油污、灰尘进行处理,以保证点焊接头的质量稳定。2)定期进行点焊撕裂试验,特殊工序,每周一次;非特殊工序,每月一次。因此,当电极尖端磨损后,需要将电极端面直径维持在一定范围内,从而稳定焊接质量。一般每焊接300焊点修磨一次电极头。......
2023-06-15

LonWorks技术的一个重要组成部分是它的低层通信协议,它是一个真正开放的协议。使用LonWorks技术架构的控制网络,其网络协议是完全开放的,同时还支持多种不同的通信介质,网络拓扑结构灵活。LonWorks技术非常适合大楼和住宅小区这样大范围内的信号采集和数据传送。目前国内外有较多的BAS采用了LonWorks技术。LonWorks网络的基本单元是节点。......
2023-08-29

并必须采取避免触电、高空坠落和火灾等事故的安全措施。8)点焊机起动前,先编制点焊程序,接通控制线路的转换开关和焊接电流小开关,安插好极数调节刀开关的位置,接通水源、气源,控制箱上各调节旋钮,电极触头保持光洁。当负载过小,引燃管内电弧不能发生时,严禁闭合控制箱的引燃电路。2)点焊机长期停用,应在不涂漆的活动部位涂上防锈油脂。更换闸流管亦应预热30min,正常工作控制箱的预热不少于5min。......
2023-06-15

2)调节点焊散热条件,使接触面两侧的散热均匀。通过上、下电极直径的不同,使温度场分布趋于合理,减小了熔核的偏移。必要时可用电容点焊机或高频焊机,采用大规范,使得电流场合理分布,能更好地解决边缘效应对贴和面集中加热的效果,由于焊接时间短,使热损失下降,散热的影响相对减小,上述这些条件均对纠正熔核偏移现象有利。也可用电容贮能点焊机点焊厚度差很大的精密零件。......
2023-06-15
在我国点焊机器人约占焊接机器人总数的46%,主要应用在汽车、农机、摩托车等行业。图2-2-72为点焊机器人实物照片。2)必须使点焊机器人可达到的工作空间大于焊接所需的工作空间,该空间由焊点位置及焊点数量确定。某些先进的点焊机器人,可自动更换焊钳种类和型号。4)根据选用的焊钳结构,焊件材质与厚度及焊接电流波形来选取适当抓重的点焊机器人,通常抓重为50~120kg。点焊机器人的组成如图2-2-73所示。......
2023-06-26

目前,焊接群控系统可以采取PLC群控和PC微机群控。3)实现焊机通电申请的自动排队和优先权的判定。上位监控计算机系统模块,是群组弧焊系统运行时的总中央处理器,群控制系统的中枢神经,是整个群控系统的核心。根据网络设计要求,弧焊系统控制器还集成有网络接口,实现与上位机监控管理模块的通信功能。二者通过CAN总线进行数据的交换、查询。CAN总线的通信能力及总线竞争方式,可满足群控系统的需要。......
2023-06-26

表2-2 Q系列PLC扩展基板的主要规格注意,详细的扩展基板参数信息请查阅Q系列大全手册。图2-3 Q63B级数设定跳线位置1.扩展电缆扩展电缆用于主基板和扩展基板之间的连接,或用于扩展基板之间的相互连接。所有扩展电缆的总距离不应超过13.2m。受电端的电压未达4.75V,需要把扩展基板改为带有电源模块插槽的扩展基板Q6□B,并配置相应的电源模块。......
2023-06-15

例如钢焊件一般随含碳量增加而塑性比下降,应按结构受力及所用材料合理选用塑(延)性比。对于重要焊接结构和铝合金焊件等,尚需每批抽测施加一定电极压力下的两电极间总电阻R,以评定清理效果,一般情况下可由清理工艺保证。1)焊接电流I:焊接时流经焊接回路的电流称为焊接电流,一般在数万安培以内。......
2023-06-26
相关推荐