在评判裂纹敏感性时,不能用碳当量Ceq或裂纹敏感指数PCm来判断T91/P91钢的焊接裂纹敏感性,因为这些参数是在实验的基础上得到的,有着严格的适用范围,它们只适用低合金钢,而不适用新型铁素体耐热钢。因此,该类钢焊接时,要求采用小热输入的焊接参数,并且在满足焊缝金属韧性要求的前提下,尽量降低预热温度和层间温度。......
2025-09-29
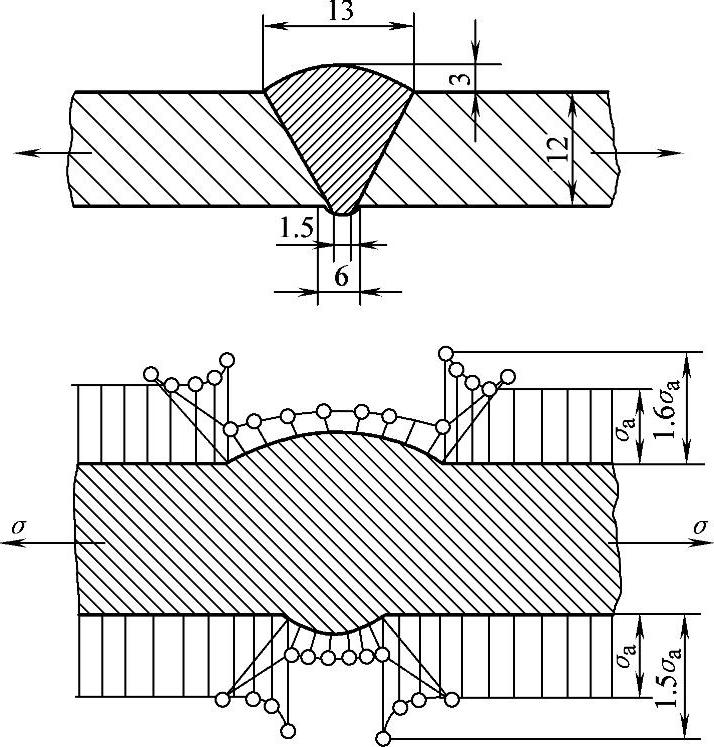
图10-5 对接接头的应力分布(σa为平均应力)
1.对接接头
在焊接生产的过程中,不经过机械加工的焊缝表面均或多或少的略高于母材表面,其高出部分称为焊缝余高。从表面上看,焊缝处比母材厚,焊缝的承载能力一定比母材大,其实不然,因为焊缝余高造成焊缝表面的不平滑,使焊件受力后受力线不能平滑通过。从而,在焊缝与母材的过渡处引发应力集中,使焊件遭到意外的破坏。对于动载结构,焊缝余高带来的应力集中对疲劳强度是不利的,所以,要求焊缝余高越小越好,对于重要的动载结构焊件,有时还要通过焊后削平余高或增大过渡圆弧半径的措施来降低应力集中,提高合金接头的疲劳强度。对接接头的应力分布如图10-5所示。从图中可以看到,在焊缝正面余高与母材过渡处,应力集中系数KT高达1.6,而在焊缝背面余高与母材过渡处,应力集中系数KT高达1.5。焊缝余高和过渡半径与应力集中的关系如图10-6所示。
与其他焊接接头相比,对接接头的应力集中较小,焊后还可以很容易地进行降低或消除应力集中。因此,对接接头是最好的接头形式,不但能可靠地承受静载,而且疲劳强度也高。
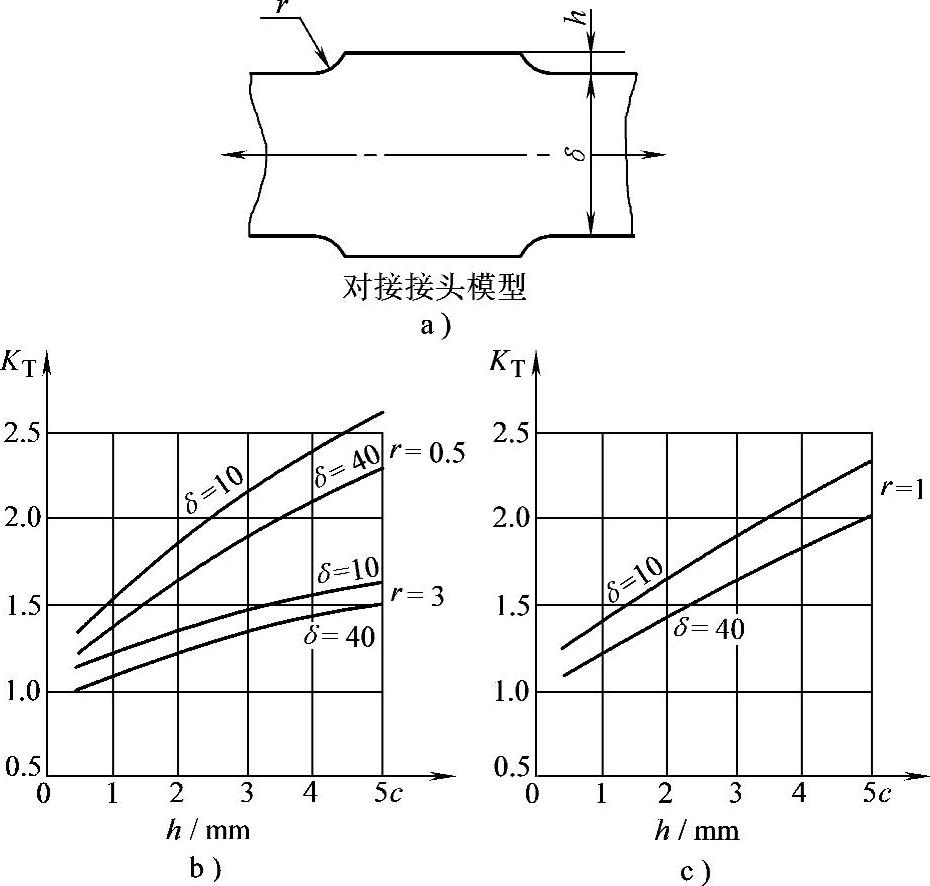
图10-6 焊缝余高和过渡半径与应力集中的关系
a)对接接头 b)r=0.5mm和r=3mm c)r=1mm
2.搭接接头
在搭接接头中,根据搭接角焊缝受力的方向,可以将其分为正面角焊缝、侧面角焊缝和斜向角焊缝,如图10-7所示。与力的作用方向垂直的角焊缝称为正面角焊缝(如图1-7中l3段),与力的作用方向相平行的角焊缝称为侧面角焊缝(如图中l1和l5段),介于两者之间的是称为斜向焊缝(如图中l2和l4段)。由于搭接接头使焊件的截面形状发生了较大的变化,应力集中要比对接接头复杂得多。
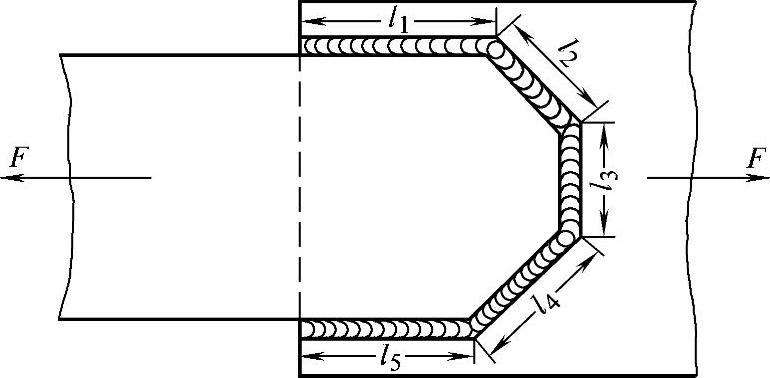
图10-7 搭接接头的角焊缝
(1)正面角焊缝中工作应力的分布 在搭接接头的正面角焊缝中,应力分布是很不均匀的。由搭接接头正面角焊缝的应力分布得知,在角焊缝的根部A点和焊趾B点应力集中较大,其数值与很多因素有关。如焊趾B点的应力集中系数,就是随着角焊缝的斜边与水平边夹角θ的变化而变化的,在焊接生产中,减小其夹角θ、增大熔深和确保根部焊透,就可以降低应力集中系数。搭接接头正面角焊缝的应力分布如图10-8所示。
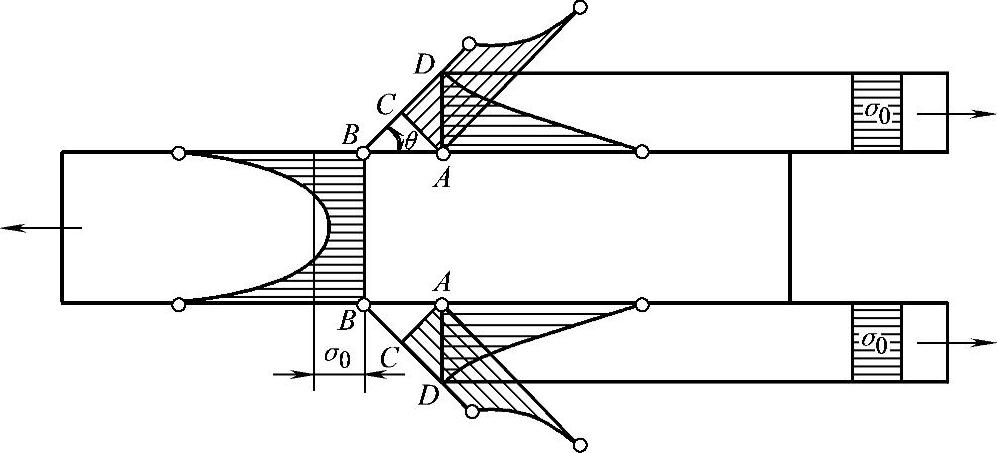
图10-8 搭接接头正面角焊缝的应力公布
由于搭接接头的正面角焊缝与作用力偏心,因此,搭接接头在对称受拉力时,在接头处会产生附加弯曲变形,如图10-9所示。为了减少弯曲应力,两条正面角焊缝之间的距离应小于其板厚的4倍。
在两道正面角焊缝构成的搭接接头中,由于每一道焊缝所担负的力与焊件的厚度、焊缝的尺寸、搭接长度和受力的情况等有关,所以担负的力不一定相等。几种不同受力情况的正面搭接接头角焊缝如图10-10所示。
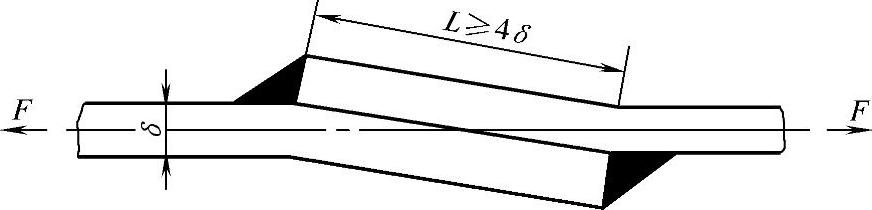
图10-9 正面搭接接头的弯曲变形(https://www.chuimin.cn)
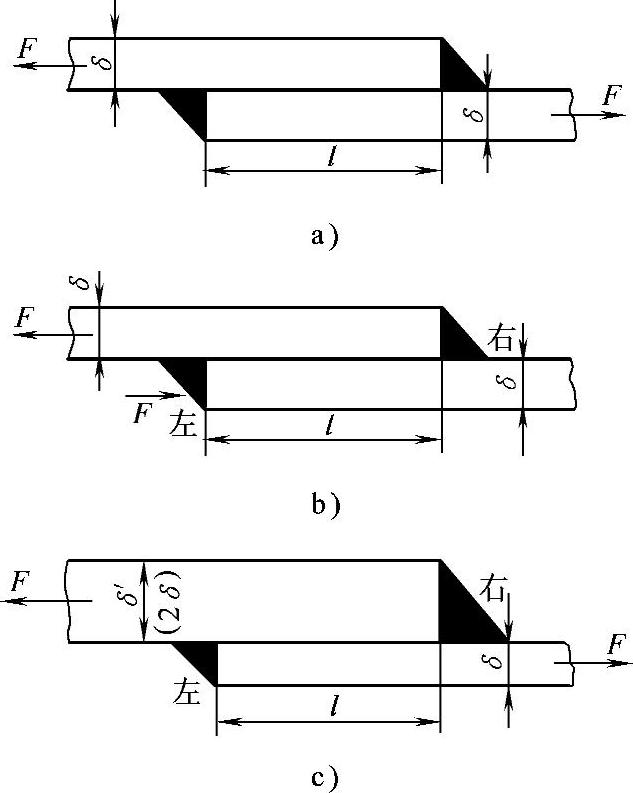
图10-10 几种不同受力情况的正面 搭接接头角焊缝
在图10-10a、b中为两种受力点不同的正面搭接接头,图10-10a的受力最普遍,如果焊件的厚度和焊缝的尺寸都相等,则每道焊缝的受力也是相等的。如果是图10-10b中的受力情况,虽然两个被连接的板厚是相同的,焊缝尺寸也相同,但是,由于力的作用点不同,则每道焊缝所承受的力也是有差别的。搭接的长度越大,差别也就越大。如果是图10-10c所示的受力情况,当焊件的厚度比为2∶1,而且焊缝保持与母材等强度时,则两焊缝承担的力也不同,搭接的长度越大,则相差也就越大。
(2)侧面角焊缝中的工作应力分布 在侧面角焊缝连接的搭接接头中,在焊缝中既有正应力又有切应力,其切应力沿侧面焊缝长度上的分布是不均匀的,它与外力作用的状况、截面尺寸、焊缝长度以及材料的性质等因素有关。侧面角焊缝的应力分布如图10-11所示。
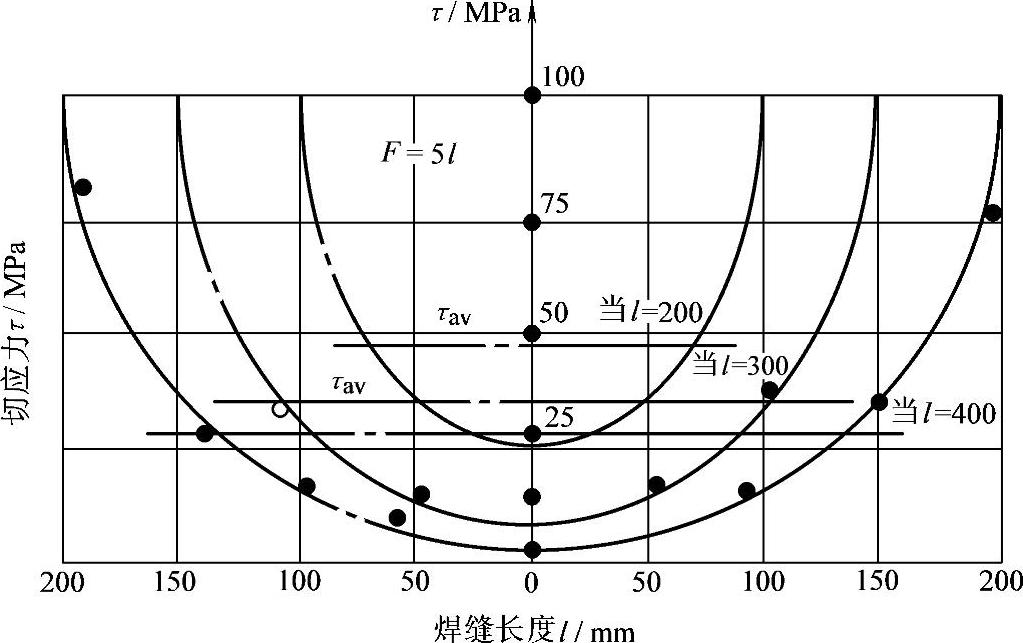
图10-11 侧面角焊缝的应力分布
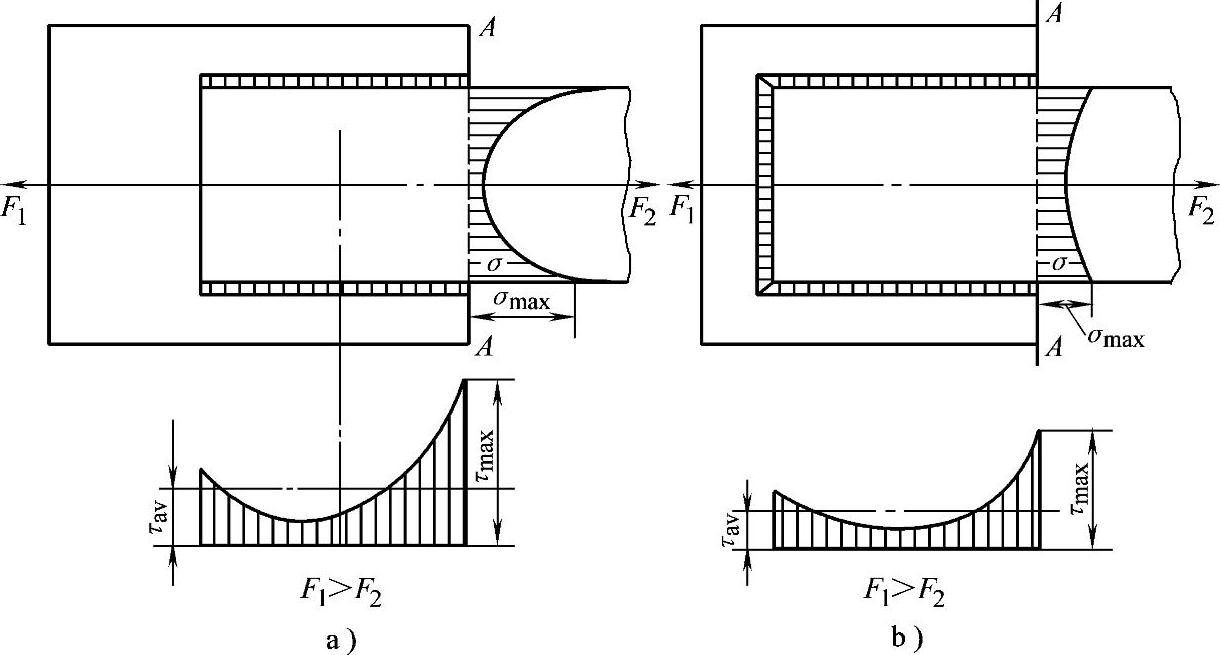
图10-12 侧面角焊缝与联合角焊缝搭接的应力分布
a)侧面角焊缝搭接 b)联合角焊缝搭接
由图10-11可以看出,侧面焊缝的最大应力是在两端,中部的应力比较小。当焊缝较短时(l=200mm),应力公布较均匀;当焊缝较长时(l=400mm),应力分布不均匀的程度就增加。因此,采用较长的侧面角焊缝将使应力集中增加,这是不合理的。所以,一般规范规定,侧面角焊缝长度不得大于50倍的焊角尺寸。
(3)联合角焊缝的工作应力分布 既有正面角焊缝,又有侧面角焊缝的搭接接头称为联合角焊缝搭接接头。在只有侧面角焊缝焊成的搭接接头中,母材截面上的应力分布极不均匀,如图10-12a中的A—A截面的焊缝附近就有最大的正应力σmax,τmax也很大,其应力集中非常严重。如果,采取在正面角焊缝的联合搭接接头,如图10-12b中,在A—A截面上,不仅正面应力分布较均匀,同时,最大切应力τmax也相对地降低了,所以,在A—A截面上两端点上的应力集中也得到了改善。由于正面角焊缝承担了一部分外力,以及正面角焊缝比侧面角焊缝的刚度大变形小的原因,所以,侧面角焊缝的切应力得到了改善,如图10-12b所示,最大的切应力在无正面角焊缝的一端。所以,联合角焊缝搭接接头,由于增添了正面角焊缝,为此,可以使搭接长度缩短,并且还可以使应力集中得到改善。
(4)盖板接头中的工作应力分布 加盖板的搭接有单面盖板搭接和双面盖板搭接两种,如图10-13所示。
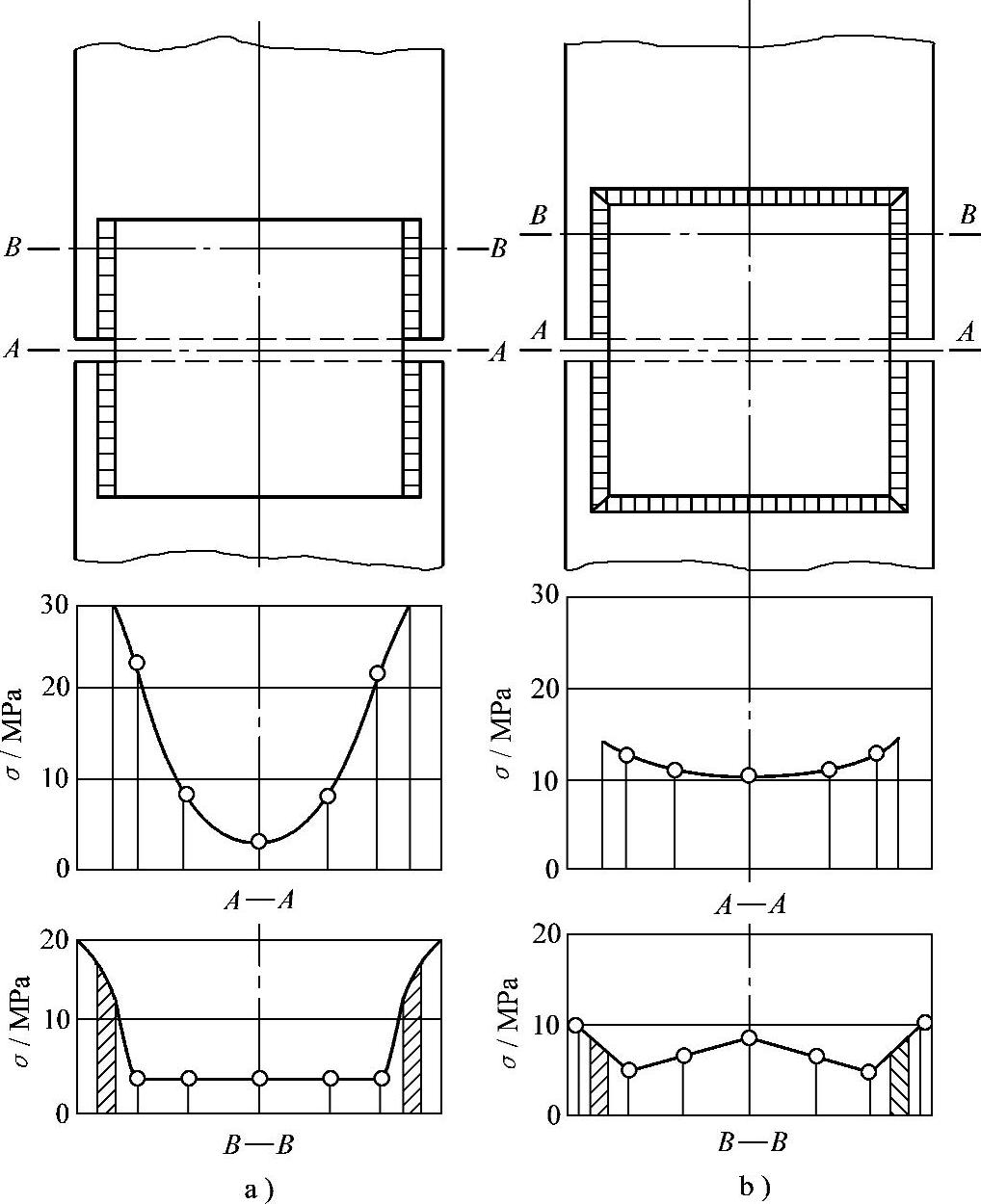
图10-13 加盖板接头的应力分布
a)单面盖板搭接 b)双面盖板搭接
如图10-13a所示仅用侧面角焊缝连接的盖板接头,其正应力σ在盖板上的分布是极不均匀的。远离焊缝并在构件轴线位置上的应力最小,而靠近侧面焊缝部位的应力则最大。
图10-13b是不仅有侧面角焊缝,而且还在盖板接头增添正面角焊缝,从图中可以看出,各横截面上正应力的分布,得到了明显的改善:比图10-13a中的应力集中大大降低。虽然如此,这种接头还是不宜多采用,尤其是在承受动载的结构中,其疲劳强度极低。
从电弧焊的各种接头中可以看出,所有的接头都有不同程度的应力集中。选择捍接头形式时,必须首先考虑应力集中对其性能的影响,当然,还要考虑载荷的性质等。值得特别说明的是,在常温静载下工作的结构,如果接头有较大的变形能力,在选择接头形式时,应力集中就不是主要矛盾;当结构是在低温动载下工作,在选择接头形式时,就必须首先考虑应力集中这个主要因素,一般来说,能用对接接头的就尽量不用搭接接头或丁字接头。
相关文章

在评判裂纹敏感性时,不能用碳当量Ceq或裂纹敏感指数PCm来判断T91/P91钢的焊接裂纹敏感性,因为这些参数是在实验的基础上得到的,有着严格的适用范围,它们只适用低合金钢,而不适用新型铁素体耐热钢。因此,该类钢焊接时,要求采用小热输入的焊接参数,并且在满足焊缝金属韧性要求的前提下,尽量降低预热温度和层间温度。......
2025-09-29

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2025-09-29

应该指出的是,奥氏体不锈钢和珠光体钢焊件焊后进行热处理时,当加热到高温时,随着焊接接头在高温中受热膨胀,在松弛中降低了焊接应力,由于母材金属和焊缝金属的热物理性能有差异。奥氏体不锈钢和珠光体钢焊后进行的热处理,并不能消除焊接应力,只是焊接应力的重新分布。......
2025-09-29

图5-4-1 上端部转向导轨系统结构示意图图5-4-2 上端部转向导轨系统工作原理示意图梯级向下运行时 前进侧系统是松边,返回侧系统为张紧边。由于梯级主轮的轮毂外圆与驱动链轮的齿槽啮合后沿上部链轮轴旋转,随后进入前进侧主轮导轨水平直线段;副轮则由返回侧直线段副轮导轨进入转向壁上的转向导轨,随后进入前进侧副轮水平导轨。这样当主轮从驱动链轮过渡到水平直线导轨时能平稳地滚动,所以过渡平稳、冲击小、无噪声,链条张力变化小。......
2025-09-29
装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29

有的异种金属之间差别还很大,所以,焊接异种金属通常要比焊接同种金属的难度要大。3)当两种金属的热导率和比热容相差越大时,越难进行焊接。因为热导率和比热容相差越大,会使焊缝的结晶条件变坏,焊缝晶粒粗化严重。所以,异种金属焊接时,焊缝和两种母材金属不容易达到同等强度。......
2025-09-29

返回导轨是非工作导轨,不要求梯级保持水平,因此只需从结构、安装、维修及节省空间等方面考虑即可。即R3与R4是根据自动扶梯结构和生产厂家的加工模具而定的。在不影响自动扶梯性能的情况下,为了节省模具的开模费用,一般R3与R4的尺寸确定之后不轻易改变。......
2025-09-29
相关推荐