要充分考虑到构件由于焊接所产生的变形,以及由于焊接收缩和矫正焊接变形引起的构件尺寸的缩小。从产品结构方面入手,去估计有可能产生的焊接变形。所以,应尽可能分步装配焊接零部件,控制焊接变形。把结构适当地分成几个部件,分别加以装配焊接,然后再将这些焊好的部件拼焊成一体,这样不但有利于控制焊接变形,也为提高生产率,缩短生产周期创造了良好条件。......
2023-06-15
在焊接结构生产中,装配-焊接就是通过采用定位器、定位焊或压夹装置(如螺栓联接、楔形铁、马板等)将需要连接的零件,按照图样要求连成部件或整体结构,然后再进行焊接的过程。
装配是焊接金属结构中的重要工序,装配质量的好坏直接影响到焊接工艺和产品质量,如果装配-焊接顺序不当,就会使得焊接质量和焊接效率大大降低;如果装配间隙的大小不均匀,会影响埋弧焊过程的稳定,也会由于焊缝金属填充量的不同引起焊接应力不均匀,从而导致意外的收缩变形;如果装配尺寸不当或预留的焊接收缩量小,会导致结构尺寸不符合技术要求等。
随着焊接结构不断向高度机械化和自动化方向发展,对装配的质量要求越来越高。为了提高装配工作的质量和生产率,首先从提高零件的加工精度入手,保证待组装部件的尺寸精度。其次是加强生产管理工作,制定合理的装配工艺,严格工序间的检查制度与零件、部件的工序间传递、交接工作等。装配工作中应该注意以下几个问题:
1.机械加工放在最后工序
许多焊接结构中的一些零件是需要机械加工并与其他构件精密配合的,如轨道连接面、螺栓联接的栓孔等,为了保证这些零件的精确度,可靠的方法是先完成所有的装配及焊接工作,甚至是在构件经过退火消除内应力后再进行机加工,这样的工艺过程可得到较高精确度和尺寸的稳定性,但是这种装配工艺过程的生产成本高,一般需要大型机床加工设备才能够实现。当对构件中加工零件的精度要求不太高时,可采用带有定位装置的装焊胎卡具,并选择正确的定位基准、装配过程和焊接工艺来完成。这时,为了保证加工零件的尺寸公差,除了应采用一个精确的、刚度大的胎卡具加以定位外,同时在装配过程中,应首先完成构件其他部分的装配-焊接工作,最后再装焊加工零件,以避免焊接其他部分引起的焊接变形。
下面以磁悬浮轨道梁为例进行说明,磁悬浮轨道梁由顶面滑板N1腹板N2、侧面导向板N3、定子组固定钢梁N4、隔板N5、水平肋板N6组成,长度约3m,其断面图如图10-1所示。
由于对磁悬浮轨道梁的尺寸精度要求非常高,整个梁体组焊完成后需要整体进行机加工,首先对定子组固定钢梁(N4)进行粗加工,然后按照图10-2所示顺序进行组装、焊接,其组装步骤如下:
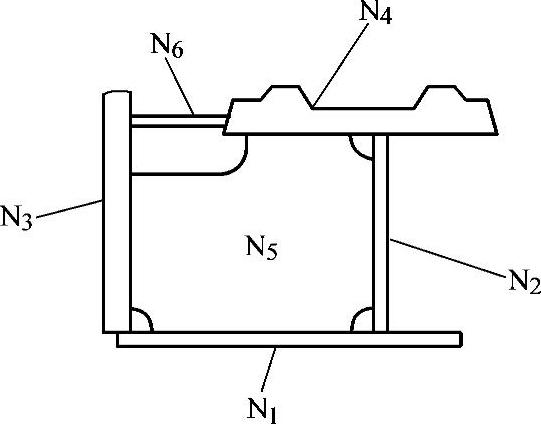
图10-1 磁悬浮轨道梁断面图
N1—顶面滑板 N2—腹板 N3—侧面导向板 N4—定子组固定钢梁 N5—隔板 N6—水平肋板

图10-2 磁悬浮轨道梁的组焊顺序
N1~N6部件名称(参见图10-1)
1)顶面滑板(N1)、隔板(N5)、腹板(N2)、定子组固定钢梁(N4)组成槽形后,焊接隔板的三面角焊缝,平位施焊。
2)焊接顶面滑板(N1)、腹板(N2)、定子组固定钢梁(N4)间箱形内侧主角焊缝,同向施焊,平位施焊。
3)组装侧面导向板(N3),焊接N3与顶面滑板(N1)间箱形内侧的主角焊缝,焊接隔板(N5)与N3间的角焊缝,平位焊接。
4)组焊水平肋板(N6)。
5)焊接箱形外侧的主角焊缝。
完成磁悬浮轨道梁的组焊后,对梁体进行热处理,以消除焊接应力,然后对梁体尺寸进行精密加工。
2.装配零件一般以其外缘(包括孔的边缘)为依据
焊缝的装配间隙、零件的定位、零件间垂直度、平行度的测量与装配都是以零件外缘为依据,因此零件外缘的精确程度会直接影响装配质量,粗糙或不精确的零件外缘,例如,手工气割的零件外缘、轧制钢材的内缘(如角钢、型钢、工字钢、槽钢的翼缘板内缘、曲线部分等)都不宜于做装配定位的基准面。
3.正确掌握公差标准
构件的装配定位质量对焊接影响很大,也会严重影响整个产品质量。为了使整个结构焊接后达到质量标准,在制定装配工艺时,必须注明结构的特殊技术要求和公差尺寸,并在生产中严格遵守公差标准。
4.装配后构件的尺寸应在需要的公差范围内
当构件是由几个零件组装时,若这些零件都是正公差,组装成的结构尺寸应在最大公差值之内;当这些零件都是负公差时,组装成的结构尺寸应在最小公差值以上。这样,凡是尺寸在零件公差范围之内的零件,组装成的构件尺寸就不会超出公差范围,否则这些零件就没有互换性,只能采用选择配合才能够满足使用要求,这对于大批量生产是非常重要的。
5.严格清除待焊接区域的油、锈等污物
相互接触的零件表面和焊接坡口两侧各30~50mm范围内的油、锈等污物,在组装前必须清除掉,以保证焊接质量。同时也要求组装好的构件在规定时间内进行焊接,如果放置时间过长,会造成待焊接区域产生铁锈或被污染。
6.对定位焊缝应严格要求
定位焊的焊接材料(焊条或焊丝)应按照规定使用,焊条应按规定烘干后使用,并按照规定的焊脚尺寸、长度和间距进行定位焊,保证定位焊缝质量。定位焊时不得在非焊接部位随意引弧,重要结构件上不得随意焊接临时构件。
7.巧妙使用胎卡具
为了提高装配工作质量和提高工作效率,尽可能采用装配胎卡具,这可以大大提高装配效率,并保证组装尺寸的精确度。
有关焊工:技师、高级技师的文章

要充分考虑到构件由于焊接所产生的变形,以及由于焊接收缩和矫正焊接变形引起的构件尺寸的缩小。从产品结构方面入手,去估计有可能产生的焊接变形。所以,应尽可能分步装配焊接零部件,控制焊接变形。把结构适当地分成几个部件,分别加以装配焊接,然后再将这些焊好的部件拼焊成一体,这样不但有利于控制焊接变形,也为提高生产率,缩短生产周期创造了良好条件。......
2023-06-15
焊接工艺规程分为通用焊接工艺规程和专用焊接工艺规程两种。4)在钢结构制造过程中,需要通过确定一定的焊接顺序,达到控制构件焊接变形的目的。通过编制专用焊接工艺规程,详细规定母材金属、焊接材料、焊接方法、焊接操作技术、焊接顺序和焊后热处理等要求,从而保证该工程的技术要求。......
2023-06-15

图10-3 斜拉桥索塔钢锚箱典型节段示意图下面以斜拉桥索塔钢锚箱结构为例,对复杂结构的装配-焊接工艺规程进行说明,斜拉桥索塔钢锚箱结构如图10-3所示,其组成构件包括侧拉板、端板、斜腹板、承压板、锚垫板、小隔板、肋板、连接板及其加强肋、横隔板及其加强肋、斜套筒等。5)组焊锚箱外侧肋板坡口的角焊缝。2)焊接肋板与隔板间平焊的角焊缝,从中间向两端进行对称焊接。......
2023-06-15

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2023-06-15

尤其是焊接缺陷的存在,使结构质量存在不可确定性。为了保证焊接结构的质量,必须在结构制造工序完成后进行全面的质量检验,结构完工后进行整体质量的验收。焊缝质量的低劣将会导致重大事故,因此对焊缝质量必须进行严格检验。......
2023-07-02

3)采用焊接变位器设备,可以使焊件处于最有利的位置进行焊接,如使焊件处于水平位置上焊接或处于船形位置上焊接。7)采用焊接变位器进行焊接作业,可以扩大焊机的焊接范围。利用焊接变位器的不同变位,焊机可在焊件上实现平焊、立焊、横焊、仰焊等。8)利用焊接变位器设备,可提高焊接生产率和焊机的利用率。9)焊接工艺装备在焊接生产过程的使用,可以对焊接过程实现机械化和自动化。......
2023-06-15
从地址转换的角度来看,IOMMU与MMU较为类似。只是IOMMU完成的是外部设备地址到存储器地址的转换。在这个IOMMU中,同样存在IO页表存放虚实地址转换关系和访问权限,而且处理器为了加速这种虚实地址的转换,还设置了IOTLB作为IO页表的Cache。目前设置IOMMU的主要作用是支持虚拟化技术,当然使用IOMMU也可以实现其他功能,如使“仅支持32位地址的PCI设备”访问4GB以上的存储器空间。......
2023-10-20

所以,沟通在管理中具有以下几方面的重要作用:沟通是协调各个体、各要素,使企业成为一个整体的凝聚剂。图8-1沟通的基本过程图中反映了沟通的过程,它包括了7个部分:发送者、编码、载体、解码、接受者、信息、反馈。正式的渠道由组织建立,它传递的是与组织活动有关的信息。正式沟通的优点是信息沟通能得到保障,有较强的约束力,易于保密。......
2023-08-02
相关推荐