由于汽车维修作业的各工序的作业内容不尽相同,因此,在制定维修工时定额时不可能采用完全相同的定额方法。7.幅度控制法幅度控制法是由部门或企业参照历史资科和先进企业同类车型,或同类作业工位的维修定额,结合提高生产率的可能性,充分估计现有潜力,结合实际情况提出工时定额的方法。......
2023-10-06
1)焊条消耗量通常按下式计算

式中 m——焊条消耗量(g);
A——焊缝横截面积(cm2)(见表9-1);
l——焊缝长度(cm);
ρ——熔敷金属的密度(g/cm3);
Ks——焊条损失系数(见表9-2)。
表9-1 焊缝横截面积的计算公式
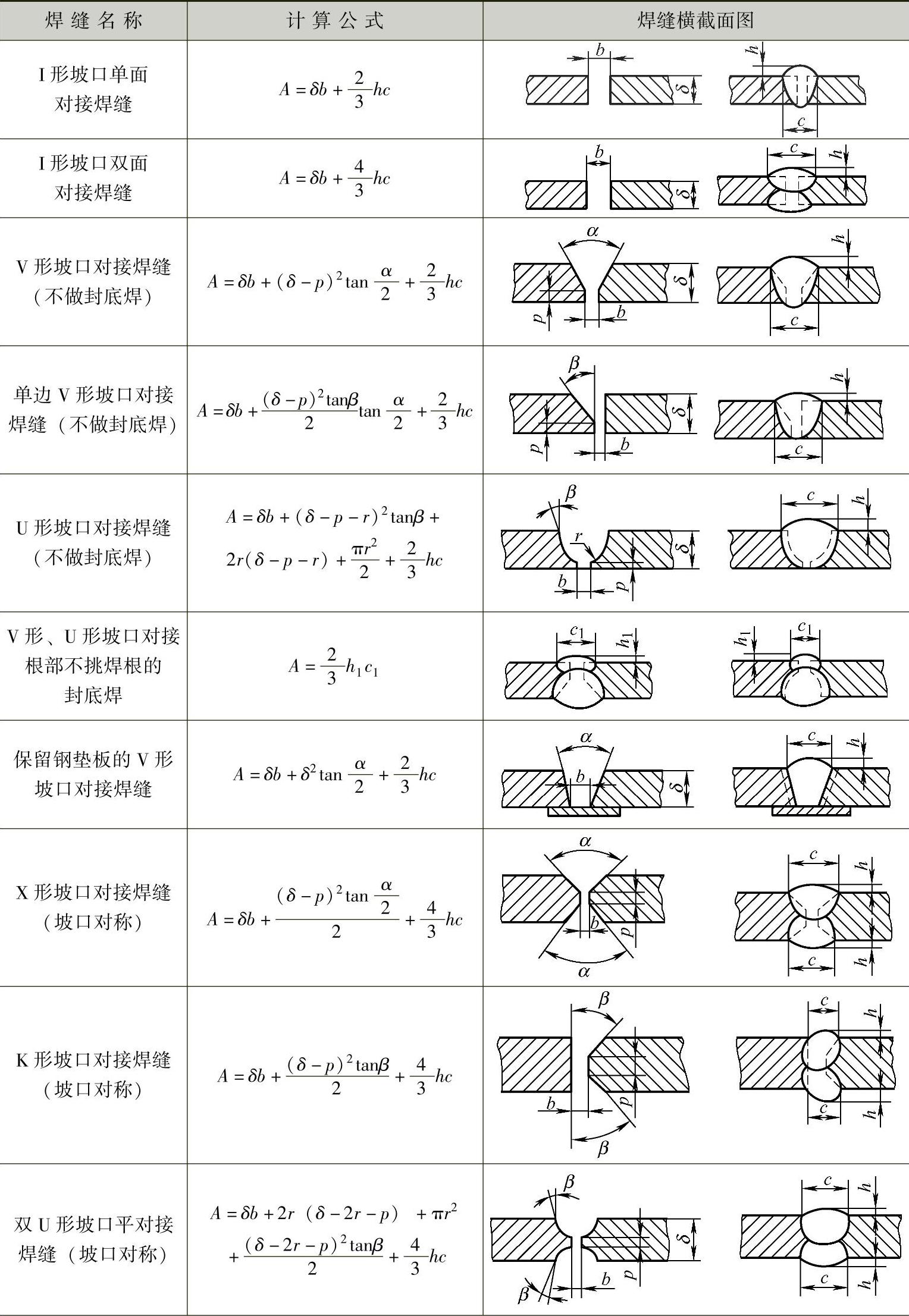
(续)

表9-2 焊条损失系数Ks

例1:某工字梁长10m,焊脚尺寸为10mm,求用E5014焊条焊接时,需要多少千克焊条?
解:已知l=10m×4=40m=4000cm;K=10mm=1cm;ρ=7.8g/cm3;查表9-2知焊条损失系数Ks=0.41

故 
答:需要E5014焊条26.44kg。
2)非铁粉型焊条消耗量也可按下式计算
式中 m——焊条消耗量(g);
A——焊缝横截面积(cm2)(见表9-1);
l——焊缝长度(cm);
ρ——熔敷金属的密度(g/cm3);
Kb——药皮质量系数(见表9-3);
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失)(见表9-4)。
表9-3 药皮质量系数Kb

表9-4 焊条转熔系数Kn

例2:有一角接头(见图9-1),焊脚尺寸K=10mm,h=2mm。求焊接1m焊缝需E4303焊条的数量。
解:已知K=10mm=1cm;h=2mm=0.2cm;l=1m=100cm;ρ=7.8g/cm3
焊条E4303查表9-3和表9-4得Kb=0.45;Kn=0.77
故

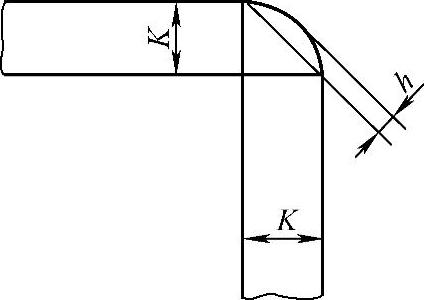
图9-1 角接接头的焊缝横截面
又
答:需要E4303焊条1.028kg。
有关焊工:技师、高级技师的文章

由于汽车维修作业的各工序的作业内容不尽相同,因此,在制定维修工时定额时不可能采用完全相同的定额方法。7.幅度控制法幅度控制法是由部门或企业参照历史资科和先进企业同类车型,或同类作业工位的维修定额,结合提高生产率的可能性,充分估计现有潜力,结合实际情况提出工时定额的方法。......
2023-10-06

焊条按用途分类,依据焊条国家标准和原机械工业部编制的《焊接材料产品样本》,通常可分为10大类。焊条型号与牌号的划分见表1-3-1。焊条按药皮类型可分为氧化钛型、氧化钛钙型、钛铁矿型、氧化铁型、纤维素型、低氢型、石墨型、盐基型等。如低碳钢、中碳钢、低合金钢焊条的选用。2)等化学成分原则 使熔敷金属的化学成分与母材的化学成分符合或接近,以保证焊接接头要求的特殊性能,如不锈钢焊接、耐热钢焊接、堆焊等场合。......
2023-06-25
2.2.2.1施工定额中对劳动消耗定额的解释劳动消耗定额又称为人工消耗定额,简称劳动定额或人工定额,是指在正常生产技术组织条件下完成单位合格产品所必需的劳动消耗量的标准。......
2023-08-29
锻炼计划是指根据个人身体情况,实施科学的系统锻炼方案的理论规划。这种方法包括健康诊断、体力测定、锻炼设计、锻炼实践、效果检验和计划调查全过程。(一)健康诊断和体力测定健康诊断和体力测定是锻炼计划的基础依据。在了解参加者的一般身体情况及有无运动禁忌症之后,才能确定锻炼的内容与锻炼的具体方法。并应定期进行运动效果的检验,不断调整锻炼计划,以提高锻炼效果。......
2023-11-01

图9-35 不锈钢焊条HC308样品的电弧电压、焊接电流波形图a)HC308-08 b)HC308-062.焊条产品稳定性评价判据表9-8中列示的电弧物理特性参数值反映了焊条产品的不稳定性,可以用电弧电压变异系数ν、焊接电流变异系数ν、短路电压概率变异系数ν[n]、平均短路频率变异系数ν作为焊条产品的稳定性的判据,评价钛型不锈钢焊条产品的稳定性,ν、ν、ν[n]、ν值越低,稳定性越好。......
2023-06-30

在焊条电弧焊中,焊条的种类、规格等对焊接生产效率有着重大影响,高效率焊条包括两个方面:熔敷效率高和熔化速度快。通常用熔敷效率130%来区分一般铁粉焊条和高效铁粉焊条。......
2023-06-25

(一)文化政策制定的原则文化政策隶属于公共政策,所以文化政策的制定必须遵循制定一般公共政策共同的基本原则,包括理性化与科学化原则、公共性与民主化原则、程序化与规范化原则。文化政策的制定也应遵循这一原则,建立规范化的制度和决策程序。在这一语境下,制定文化政策必须遵循维护国家文化安全的原则,制定积极的文化政策,促进国家和民族文化的发展创新,以应对文化安全问题。......
2023-07-18

相关推荐