3)冲击试验用来测定焊接接头和焊缝金属在受冲击载荷时抗折断的能力。焊接结束后将焊接试板、焊接试样进行试件加工,从而进行理化试验,用以验证焊接产品的符合性。图13-12所示为覆膜金相的现场检验。......
2023-07-02
1.不合格焊缝
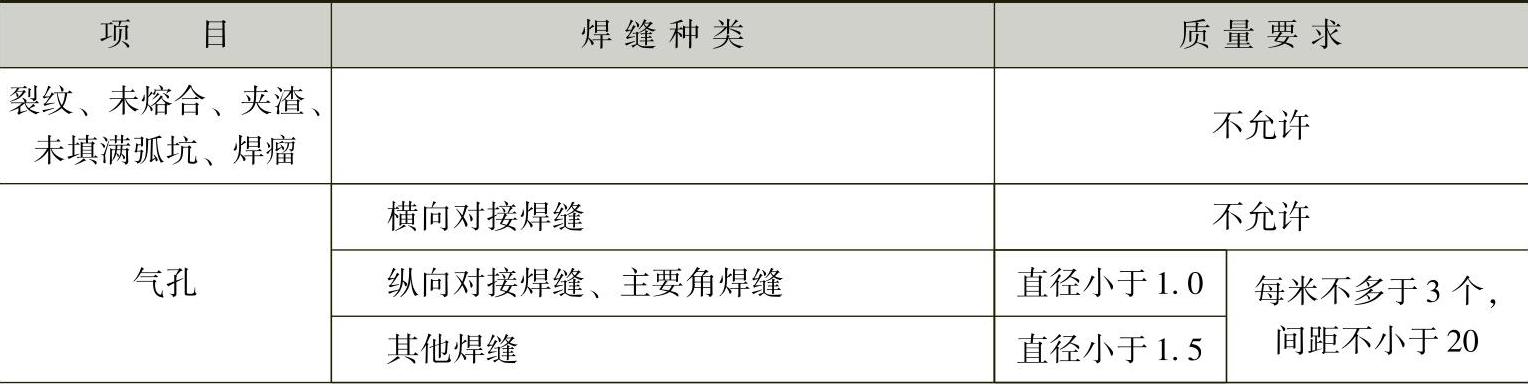
(1)由于焊接缺陷造成的不合格焊缝 焊接缺欠和焊接缺陷是两个不同的概念,焊接缺欠是在焊接接头中的不连续性、不均匀性以及其他不健全等的欠缺。焊接缺陷是不符合焊接产品使用性能要求的焊接缺欠。也就是说,焊接缺陷是焊接缺欠中不可接受的那些缺欠,该缺欠必须通过修补才能使用,否则不能被接受。存在焊接缺陷的焊缝为不合格焊缝,按TB 10212—2009《铁路钢桥制造规范》规定,焊接缺陷的质量要求见表8-18。
表8-18 焊接缺陷的质量要求(摘自TB 10212—2009) (单位:mm)
(续)
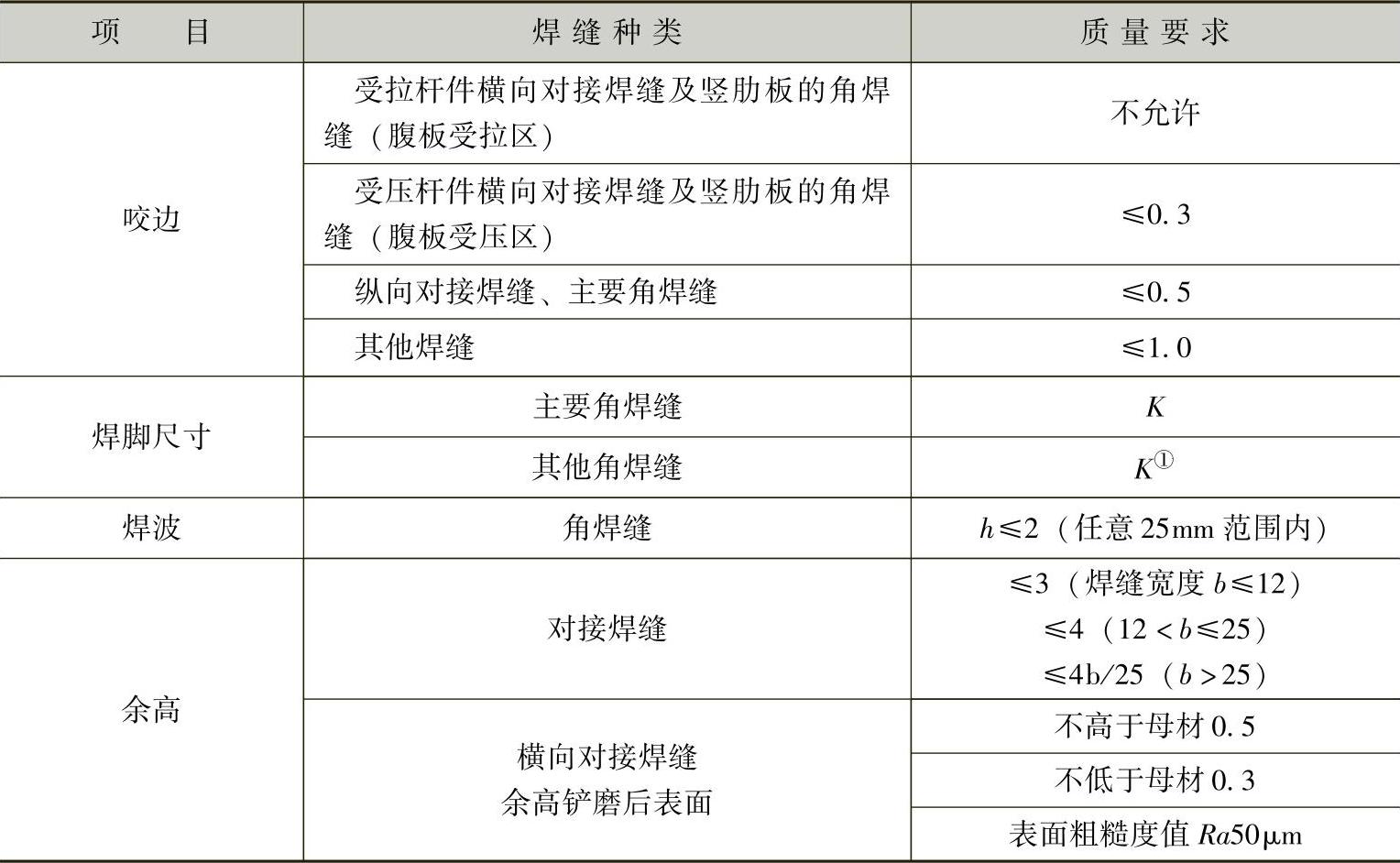
①手工焊缝全长的10%允许的K值。
(2)由于焊缝力学性能造成的不合格焊缝 为了检验产品焊接接头的力学性能,在重要焊缝焊接的同时一起焊接产品检验试板,通过对试板上焊缝进行力学性能试验来达到对产品接头力学性能检验的目的。以TB 10212—2009对产品焊接检验试板的规定为例,受拉横向对接焊缝按规定数量做焊接产品试板,见表8-19,焊缝经无损检测后进行接头拉伸、侧弯和焊缝金属低温冲击试验,试样数量和试验结果应符合焊接工艺评定的有关规定,如果力学性能没有达到规定要求,可在原试板上重新取样再试验,如试验结果仍不合格,则说明该焊接产品试板不合格,也就是试板所代表的所有焊缝不合格。
表8-19 焊接产品试板数量(摘自TB 10212—2009)

2.不合格焊缝的处理
1)对裂纹、未熔合、夹渣、焊瘤、气孔缺陷应进行气刨清除,打磨干净后进行返修焊,返修焊后将焊缝修磨匀顺。
2)未填满弧坑、焊脚尺寸偏小、焊缝内凹、深度大于1mm的咬边缺陷应采用焊条电弧焊进行返修焊,返修焊后将焊缝修磨匀顺。
3)对焊脚尺寸偏大、焊波、余高过大及深度小于1mm的咬边应进行修磨,使焊缝均匀过渡。
4)对力学性能不合格的焊缝应先查明原因,然后对该试板代表的焊缝进行处理。
有关焊工:技师、高级技师的文章

3)冲击试验用来测定焊接接头和焊缝金属在受冲击载荷时抗折断的能力。焊接结束后将焊接试板、焊接试样进行试件加工,从而进行理化试验,用以验证焊接产品的符合性。图13-12所示为覆膜金相的现场检验。......
2023-07-02

目前在国内焊接领域中从事焊接质量检验的人员主要有两类:一类为无损检测人员,而另一类则主要是工程项目监理和各企业的质量检测人员。但我们应当认识到,焊接质量的好坏更多取决于对焊接工作的过程控制,主要包括焊前审查、焊中检查及焊后检测。因此要想从根本上把好焊接工程质量关,关键还是要树立过程控制理念,建立、健全职业资格考核体系,提高质量检测从业人员的基本素质。......
2023-07-02

反之,焊接电流太小时,易形成未焊透缺陷焊缝。可精确控制电弧能量及其分布,易于控制焊缝成形。高频脉冲电弧在10A以下小电流区域仍然非常稳定,利用这些特点进行0.5mm以下超薄板的焊接,特别是对不锈钢超薄件的焊接,焊缝成形均匀美观。图7-45的焊接电流波形,能够发挥高、低频两种焊接工艺的优点,获得成形更为优良的焊缝。但短弧焊的热量集中,电弧对熔池的压力大,使焊缝反而容易成形。......
2023-07-02

上述三部分彼此结合在一起,构成企业的整个制造过程。缩短检验时间 检验是焊接制造过程中不可缺少的环节。管理者应特别注意制造过程中的停滞时间,研究停滞产生的原因,力求消灭和减少停滞时间。......
2023-07-02

焊接时,如果转速过低或焊接速度过高,即焊接热输入较小时,热量不足以使焊接区金属达到热塑性状态,因而焊缝成形不好,甚至焊缝表面出现沟槽。焊接压力除了影响搅拌摩擦产热以外,还对搅拌后的塑性金属施加压紧力,从而影响焊缝成形。焊接工艺不当,可能使搅拌摩擦焊接头产生缺陷。......
2023-07-02

主要焊接参数及条件包括焊条直径、焊接电流、电弧电压和焊接速度等,间接参数则有焊接热输入,有时甚至焊条牌号、电源种类和极性、焊接层数等也被包括在内。焊条电弧焊过程中需要调节的参数只有焊接电流,而焊接速度和电弧电压都是由焊工操作控制的。一般情况下,电弧长度等于焊条直径的0.5~1倍为好,相应的电弧电压为16~25V。......
2023-07-02

对切割和焊接,要求激光器输出基模或低阶模。TEM00称为基模,其他如TEM10、TEM20等称为高阶模。K值的范围为0.1~1;M2值的范围为1~10。当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。对于给定的激光功率等条件,存在维持深熔焊接的最小焊接速度。......
2023-07-02

相关推荐