(一)色彩在家电产品设计中的重要性色彩设计作为现代设计的重要组成部分,在造型设计中起着举足轻重的作用。图3-12家电产品设计(一)图3-13家电产品设计(二)(四)色彩在家电产品设计中的运用苹果公司的成功让我们深深地感受到色彩给产品带来的情感魅力。这都是色彩在产品设计过程中遇到的问题。材质不同,色彩给予人们的感觉效果是完全不同的,这正是产品设计中的色彩运用区别于其他设计的色彩运用的最大不同之处。......
2023-09-24
1.楔形铁压紧器
楔形铁压紧器是最简单的压紧和组装定位用工装,它通过楔形面的移动达到焊件压紧和定位作用,它可将一个被装配的零件压紧在另一个零件上,如图8-9a所示,或组对两块对接连接的板材,并使其保持必要的间隙,如图8-9b所示。使用楔形铁压紧器时,可用锤子敲击楔形铁的端部以获得压紧力。
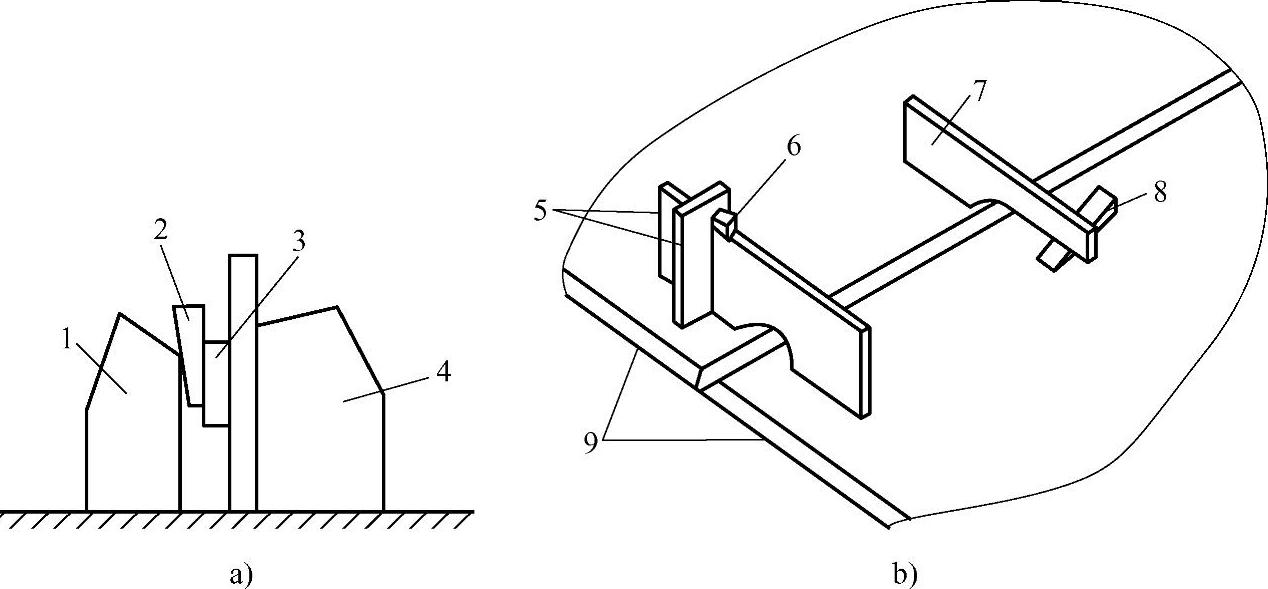
图8-9 楔形铁压紧器应用实例
1—压紧挡块 2、6、8—楔形铁 3—压紧焊件 4、5、7—固定挡块 9—焊件
2.C形夹
C形夹结构简单、夹紧力较大,它主要由主体、螺杆、手柄、底靴构成。主体一般采用钢板焊接或铸造而成,其使用方法如图8-10所示。
3.千斤顶
千斤顶是常用的装配工具,有液压式千斤顶和螺旋式千斤顶。液压式千斤顶有较大的起重力,常用的有50~500kN,有些液压式千斤顶甚至可以顶起2000kN以上的构件。液压式千斤顶采用一体或分离式液压泵(油泵),用手动或电动方式将液体从油罐打入液压缸中,使得活塞和活塞杆平稳地上升。螺旋式千斤顶的起重力一般为5~100kN,其工作效率不高,但因为采用能够自锁的螺旋,所以使用时很安全,图8-11所示为螺旋式千斤顶的应用实例。

图8-10 C形夹使用方法
1—主体 2—螺杆 3—手柄 4—底靴

图8-11 螺旋式千斤顶应用实例
1—螺杆 2—焊件 3—旋转手柄 4—底座
4.螺旋拉紧器和螺旋推撑器
螺旋拉紧器和螺旋推撑器的结构原理相同,只是作用力相反,都是由调节螺栓和撑头构成,其示意图如图8-12所示。

图8-12 螺旋拉紧器和螺旋推撑器示意图
a)螺旋拉紧器 b)螺旋推撑器
5.工作台
工作台用于装配或焊接时支承焊件,通常它也是组装定位的支承体。采用工作台也可以用作焊件的定位基准面。最简单的工作台是条凳,如果装配或焊接长度大的梁、柱、桁架等焊件,可以采用一组条凳作为工作台,条凳之间的距离取决于结构特征及焊件的刚度,一般为1~2m;条凳的高度取决于操作方便,一般为0.5~1m。条凳式工作台制作简单,一般采用型钢或钢板焊接而成,其结构如图8-13所示。但是,这种工作台不能防止焊接引起的变形,也不可能保证焊件得到较高的组焊精度。
要想使工件得到较高的组装焊接精度,应采用平台式工作台,平台式工作台可以得到较高的支承平面和较大的刚度,但制作平台式工作台消耗的材料较多,最常见的工作平台是一块有纵横沟槽或有许多圆孔的铸造平台,如图8-14所示,上表面经过机加工刨平,槽孔用于定位销、定位螺栓、压紧器等工艺装备。
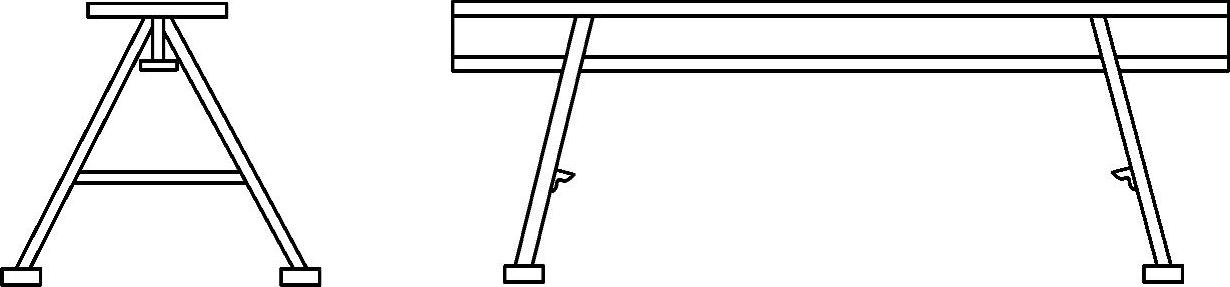
图8-13 条凳式工作台
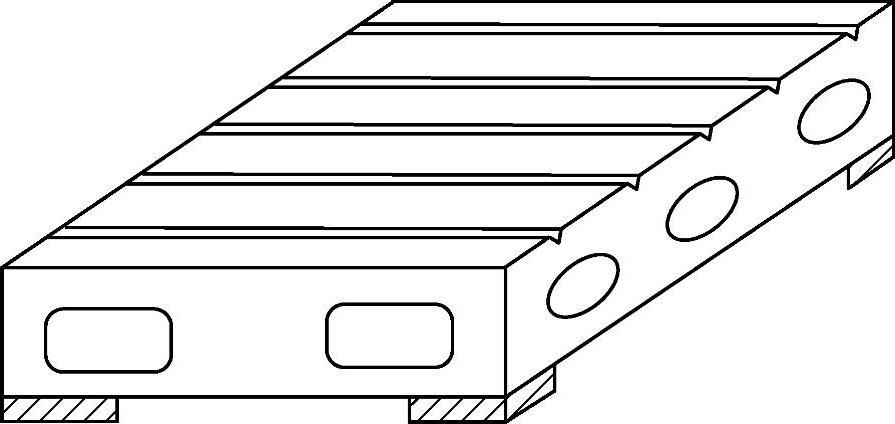
图8-14 工作平台
6.组焊胎架
组焊胎架是专门为某一产品而设计制造的特殊工艺装备,它不同于通用的工作台,胎架上具有适合该产品的定位器、压紧器等构造。组焊胎架的制造费用较高,需要进行专门设计加工。设计制造专用的组焊胎架的合理性,要从技术和综合经济两方面论证后确定。图8-15所示为板单元肋板反变形焊接翻转胎,图8-16所示是公路桥钢箱梁整体组装焊接胎。
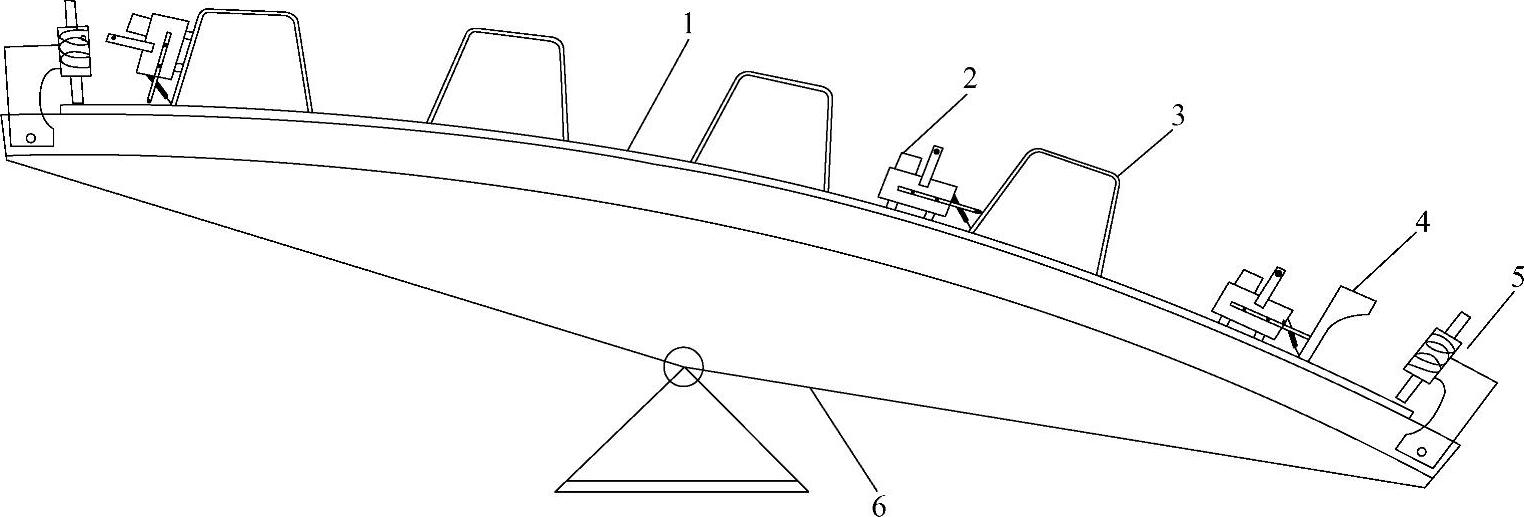
图8-15 板单元肋板反变形焊接翻转胎
1—顶板、底板 2—跟踪器 3—U形肋板 4—球扁钢 5—卡具 6—翻转胎

图8-16 公路桥钢箱梁整体组装焊接胎
有关焊工:技师、高级技师的文章

(一)色彩在家电产品设计中的重要性色彩设计作为现代设计的重要组成部分,在造型设计中起着举足轻重的作用。图3-12家电产品设计(一)图3-13家电产品设计(二)(四)色彩在家电产品设计中的运用苹果公司的成功让我们深深地感受到色彩给产品带来的情感魅力。这都是色彩在产品设计过程中遇到的问题。材质不同,色彩给予人们的感觉效果是完全不同的,这正是产品设计中的色彩运用区别于其他设计的色彩运用的最大不同之处。......
2023-09-24

由于产品对几何形状、尺寸精度、表面粗糙度的要求不同,所采用的工装夹具也不同。另外,工装夹具还应保证焊接件能够按照合理的焊接顺序施焊,有利于控制焊接变形。此外,还应注意避免焊接时所产生的高温、飞溅、焊渣对工装夹具的损伤,焊接后能够方便地从工装夹具中将焊件取出。......
2023-06-15

焊接工装夹具是指将焊件准确定位并夹紧,用于装配和焊接的工艺装备。它们统称为焊接工装夹具。在先进工业国家,对广泛采用的一些夹紧机构已经标准化、系列化,设计焊接工装夹具时进行选用即可。在设计焊接工装夹具时,要充分考虑上述特点,以便设计出的夹具,满足使用要求。对焊接工装夹具的设计要求1)焊接工装夹具应动作迅速、操作方便、操作位置应处在工人容易接近、最宜操作的部位。......
2023-07-02

工具面板中的选择工具()可以选择、移动、旋转和缩放整个对象。在工具面板中选中“选择工具”(),然后把鼠标指针放在左侧黄色矩形的边缘,如图3.1所示。图3.1可能会出现“路径”或“锚点”等文字,因为智能参考线默认是启用的。使用选择工具单击右侧的黄色矩形。选择“文件”>“恢复”,返回到上一次保存的文档版本。在出现的对话框中,单击“恢复”。......
2023-11-20

LED广告字的制作与LED灯箱相比,稍微复杂一点,因为LED广告字在制作时,需要做前面设计。LED户外广告的主要电源线一般选用铜芯线。图7-2 单色灯串安装效果注意:LED长脚为“+”极,短脚为“-”极。......
2023-06-15

北欧地区气候寒冷,有着雪地、森林和丰富的自然资源,生活品质良好,因此有着独特的室内装饰风格,铁件、玻璃、原木是常见的建筑材料,适合造型简单或混搭风格的灯具。图7-65古典风格的灯具图7-66北欧风格的灯具7.3.3.2照明在商业空间中的应用家居空间和商业空间在本质上就存在差异,一个是长期停留的居所,一个是短暂停留的空间。......
2023-10-03
画笔支持对路径的外观进行风格化。可以对现有路径应用画笔描边,或者使用画笔工具()绘制路径并同时应用画笔描边。单击“内容”层以确保选中它。按住Shift 键,单击并从文本左侧向左拖动。当灰色测量标签显示宽度约为l.6 in 时,释放鼠标按钮,然后释放Shift 键,如图1.43所示。图1.44选中选择工具(),并单击面板中的“桂冠”画笔,将它应用于刚才绘制的路径。在图稿上方的控制面板中将“描边”粗细更改为0.5 pt。......
2023-11-20
选择“窗口”>“符号”以打开“符号”面板。图1.46符号面板在出现的“符号选项”对话框中,将符号命名为“新建符号”,单击“确定”。图1.47符号选项图稿作为一个保存的符号出现在“符号”面板中,而用来创建符号的玛芬蛋糕现在就是一个符号实例。图1.50单击图稿上方控制面板中的“编辑符号”按钮,以隔离的方式编辑符号图稿,这样不会影响其他图稿。......
2023-11-20
相关推荐