此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
下面以跨度为108m的铁路桁梁桥为例,介绍焊接工艺评定试验的内容。
1.评定标准的确定
跨度为108m的铁路桁梁桥主体结构采用Q370qE钢,钢材性能符合GB/T 714—2008《桥梁用结构钢》及设计要求的规定(钢板正火状态,当板厚δ>24mm时,-40℃时AKV应大于120J;当板厚δ≤24mm时,-40℃时AKV应大于100J)。接头评定标准为TB 10212—2009和设计要求,具体内容为:
(1)焊缝强度 焊缝屈服强度和抗拉强度不低于母材标准值。
(2)焊缝金属断后伸长率 焊缝金属断后伸长率不低于母材标准值。
(3)接头韧性 对接焊缝和熔透角焊缝的焊缝金属及热影响区(线外1mm)-40℃V形缺口冲击吸收能量不低于41J;角接及棱角接焊缝各部位的-40℃V形缺口冲击吸收能量不低于34J。
(4)弯曲 对接接头弯曲180°,不裂。
(5)接头硬度不大于350HV30。
2.试验项目的确定
通过对跨度108m铁路桁梁桥施工图进行阅读分析,全桥焊缝共分为对接焊缝、熔透角焊缝、坡口角焊缝和T形角焊缝四类,其全桥的焊缝类型见表8-10。
表8-10 跨度108m铁路桁梁桥全桥的焊缝类型

通过对焊缝归类,选出典型板厚和典型接头形式进行评定试验,试验项目见表8-11~表8-14。
表8-11 对接焊缝焊接工艺评定试验项目 (单位:mm)
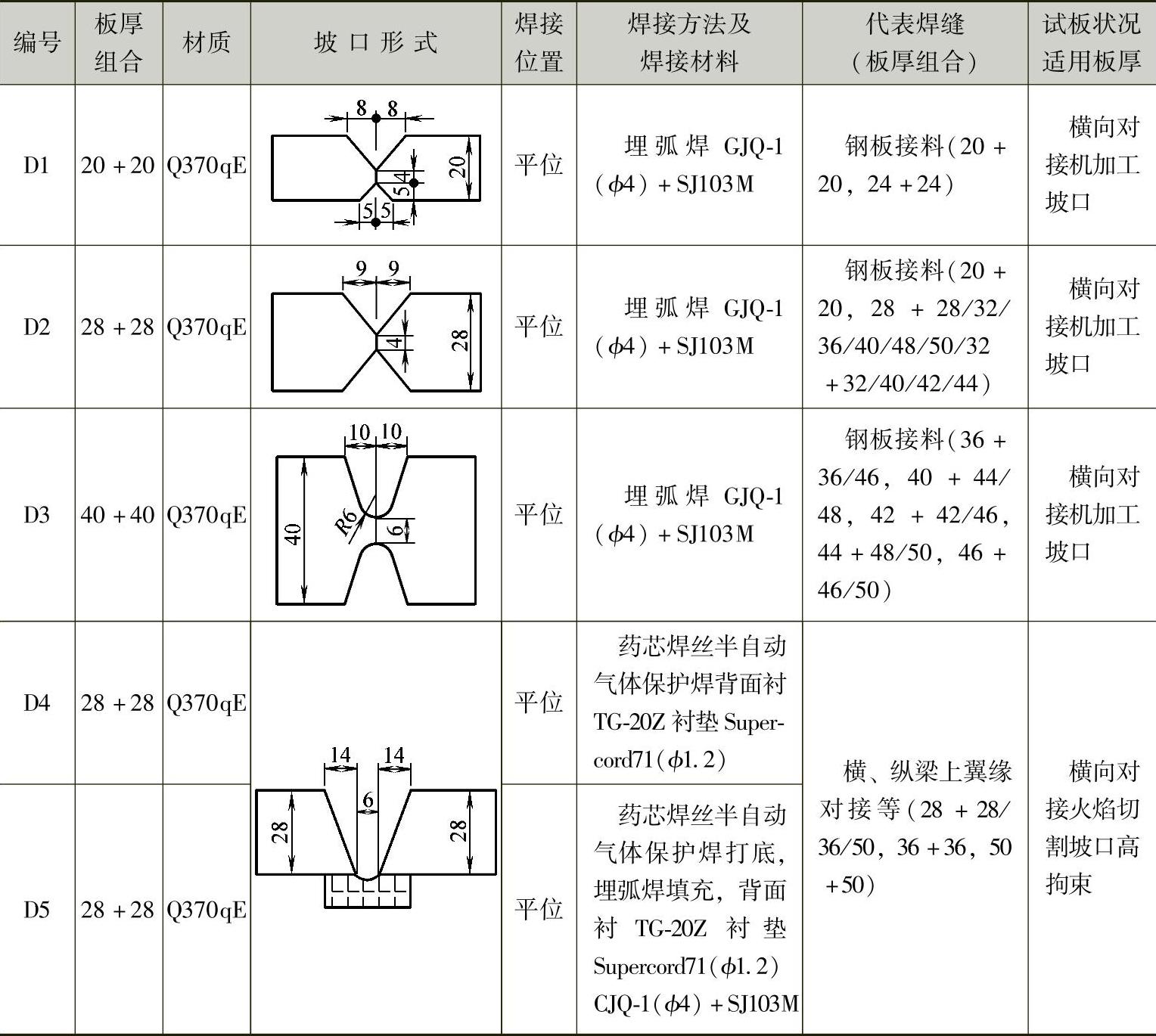
表8-12 熔透角焊缝焊接工艺评定试验项目 (单位:mm)
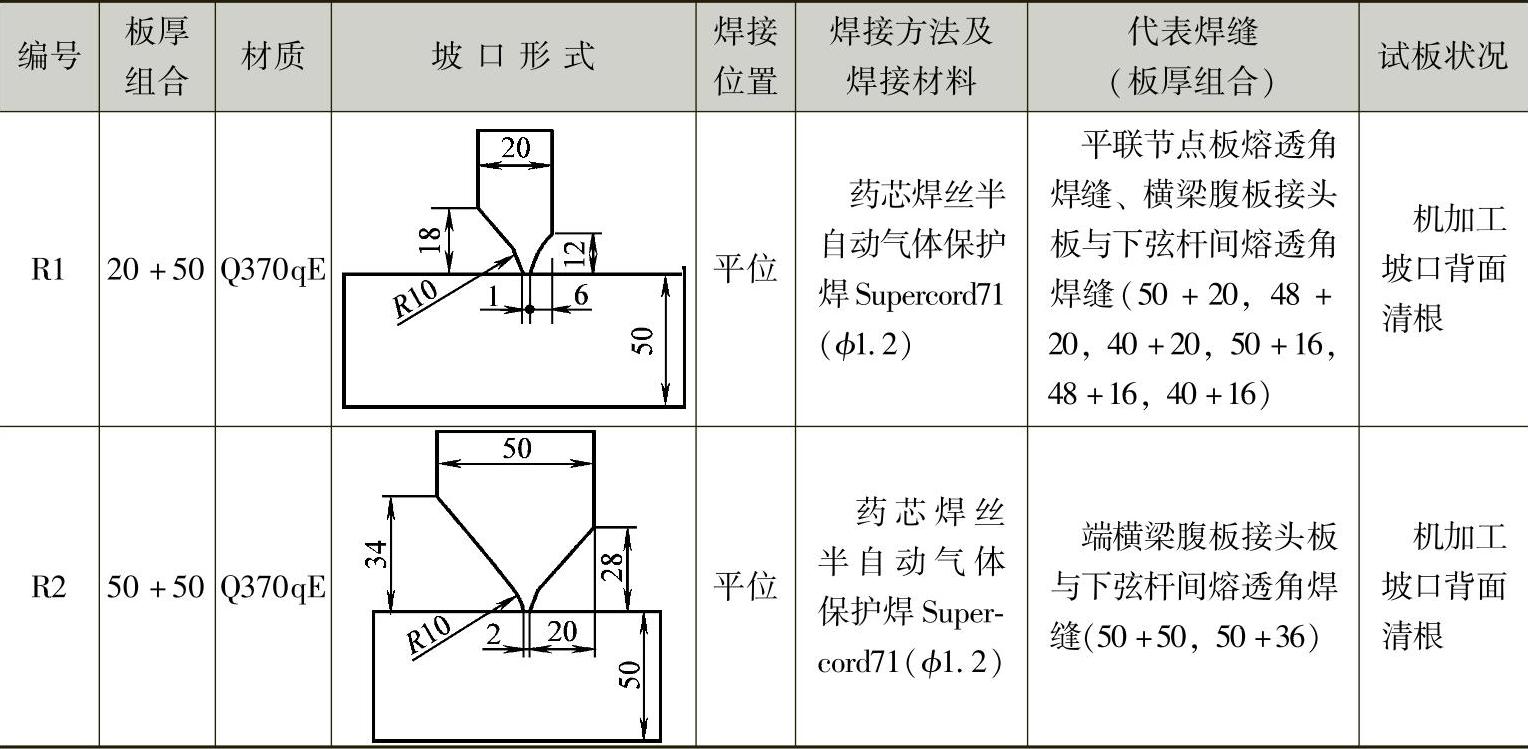
表8-13 坡口角焊缝焊接工艺评定试验项目 (单位:mm)
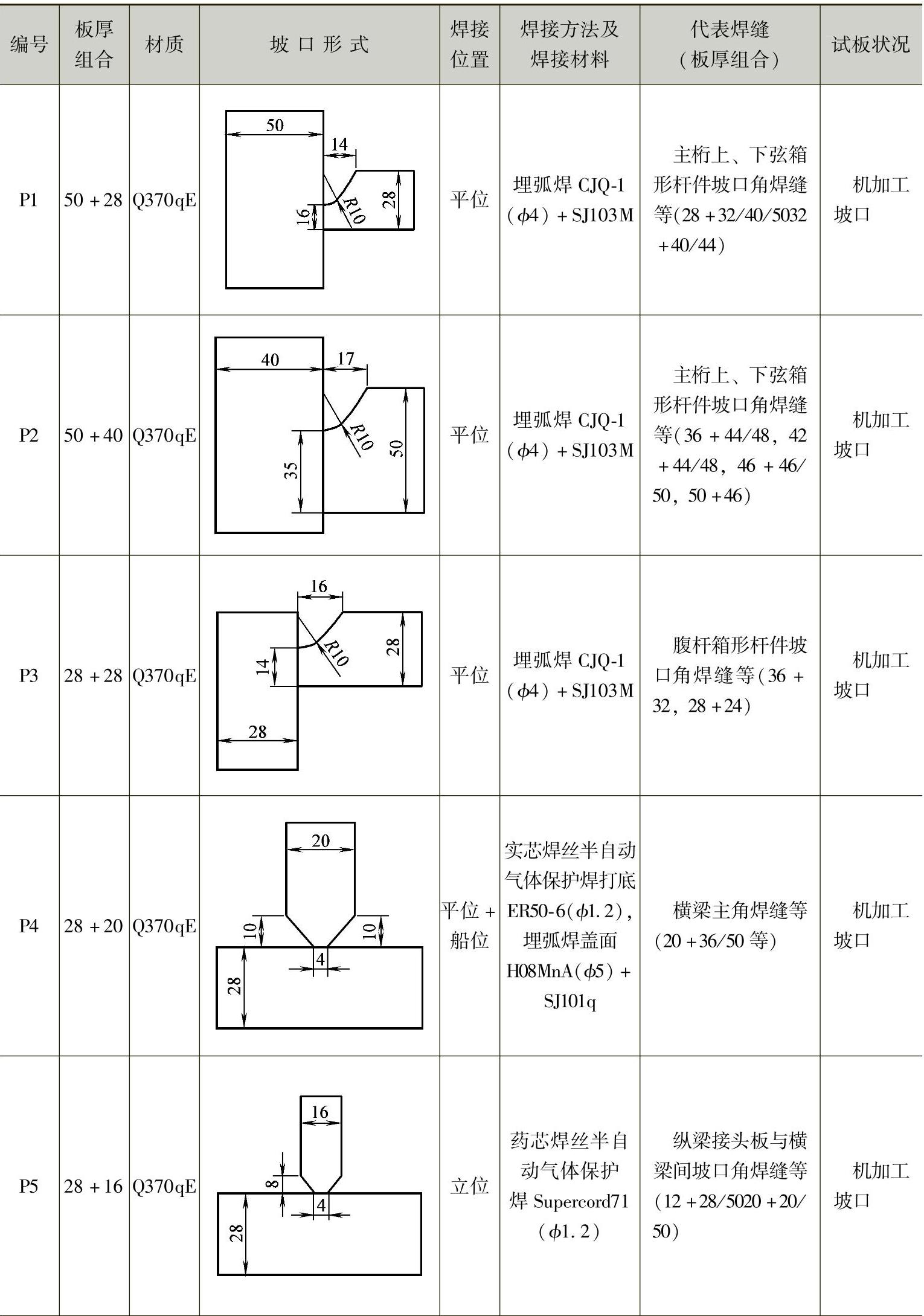
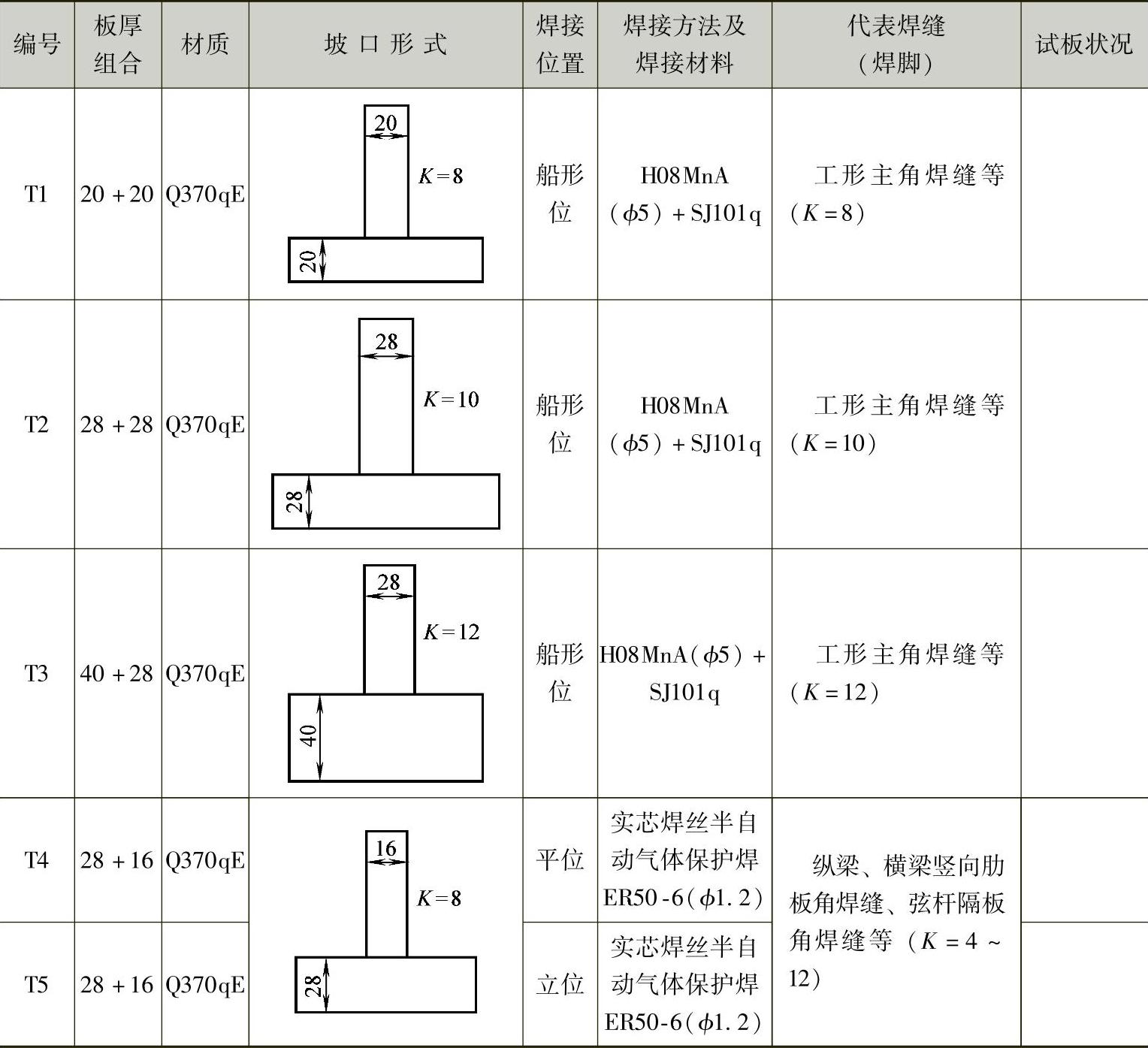
表8-14 T形角焊缝焊接工艺评定试验项目
3.焊接工艺评定指导书(pWPS)的编制
根据每一组焊接试验项目,编制相应的焊接工艺评定指导书(pWPS),焊接工艺评定指导书的格式可参照表8-3~表8-5中焊接工艺指导书(WPS)的格式编写。
4.焊接试验及焊缝检验
根据批准的焊接工艺评定指导书逐一进行评定试验,施焊过程中应对焊接参数、坡口尺寸、试件大小、环境状况、预热等进行详细记录。试验焊缝经过外观检查,外观合格并经焊接24h后,进行内部质量检验(磁粉检测、超声波检测或射线检测),无损检测合格后出具检测报告,然后从试板上截取力学性能试件,进行焊接接头力学性能试验(包括拉伸、冲击、弯曲、宏观断面、硬度试验等),力学性能试验合格后出具力学性能试验报告。
5.焊接工艺评定试验报告的整理
将焊接试验过程记录、试验结果等进行汇总,编制焊接工艺评定试验报告。
有关焊工:技师、高级技师的文章

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15

焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28

焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。表8-7 焊接工艺评定的次要因素(续)注:符号“√”表示对该焊接方法为次要参数。④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。......
2023-06-15

焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22

图10-3 斜拉桥索塔钢锚箱典型节段示意图下面以斜拉桥索塔钢锚箱结构为例,对复杂结构的装配-焊接工艺规程进行说明,斜拉桥索塔钢锚箱结构如图10-3所示,其组成构件包括侧拉板、端板、斜腹板、承压板、锚垫板、小隔板、肋板、连接板及其加强肋、横隔板及其加强肋、斜套筒等。5)组焊锚箱外侧肋板坡口的角焊缝。2)焊接肋板与隔板间平焊的角焊缝,从中间向两端进行对称焊接。......
2023-06-15
评定合格的焊接工艺,对焊缝金属和母材厚度有一定的使用范围。表53 焊接工艺适用于铸钢件的母材厚度和焊缝金属厚度的有效范围当采用两种或两种以上焊接工艺焊接的试件评定合格后,适用于铸钢件的厚度有效范围不得以每种焊接工艺评定后所使用的最大厚度进行叠加。焊接工艺评定报告有完成该项评定试验的焊接工程师填写并签字,内容必须真实完整。除了上述焊接工艺评定的一般程序外,实际评定中还应考虑下列问题。......
2023-06-28

应经焊接责任人审核、技术负责人批准。9)生产单位技术部门负责将焊接工艺评定资料归档、保存。10)焊接工艺评定试样一般由焊接试验室保存,保存期应符合相关安全技术规范的规定。12)对焊接工艺评定结果不合格的,应由焊接责任人召集有关人员分析原因,修改焊接参数,重新制定“焊接工艺评定指导书”,并按上述程序重新进行焊接工艺评定试验。......
2023-06-23
相关推荐